
Отличие левого резца от правого
Содержание:
Резец является основным режущим инструментом, применяемым на металлорежущих станках. Резец состоит из двух частей: головки (режущей части) и стержня (тела), служащего для закрепления резца (рис. 5, а).

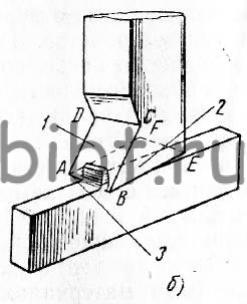
Рис. 5. Части (а) и элементы (б) резца: 1 — передняя, 2 — задняя поверхности, 3 — режущая кромка
Основными элементами головки резца (рис. 5, б) являются:
передняя поверхность (АВCD) 1, по которой сходит стружка;
задняя поверхность (ABEF) 2, обращенная к обработанной поверхности;
режущая кромка (АВ) 3 (см. рис. 5, б), образованная пересечением передней и задней поверхностей. Взаимное расположение передней и задней поверхностей всегда таково, что образуется клиновидная форма СВЕ в сечении, перпендикулярном к режущей кромке. В зависимости от формы и назначения резца он может иметь одну переднюю и несколько задних поверхностей, при этом количество режущих кромок будет равно количеству задних поверхностей. Режущие кромки разделяются на главные, вспомогательные и переходные.
называют режущую кромку, снимающую основную массу срезаемого слоя металла, оставленного как припуск на обработку.
являются кромки, снимающие незначительную часть срезаемого слоя, они обращены к обработанной поверхности и составляют некоторый угол с главной режущей кромкой (рис. 6).
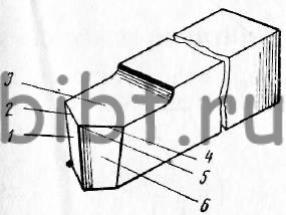
Рис. 6. Поверхности и образуемые ими элементы резца:
поверхности: 1 — вспомогательная задняя, 3 — передняя, 6 — главная задняя; кромки: 2 — вспомогательная режущая, 4 — главная режущая; 5 — вершина
называется кромка, образуемая сопряжением главной и вспомогательной режущих кромок.
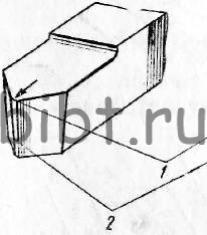
Рис. 7. Переходная режущая кромка (1) и переходная задняя поверхность (2) резца
Переходные режущие кромки бывают в виде дуги или фаски 1 (рис.7).
В редких случаях при резании участвует только главная режущая кромка. Это бывает тогда, когда ширина обрабатываемой поверхности меньше длины главной режущей кромки (см. рис. 5, б).
Пересечением главной и вспомогательной режущих кромок образуется вершина 5 (см. рис. 6) резца.
6 (см. рис. 6) называется поверхность, примыкающая к главной режущей кромке.
1 называется поверхность, примыкающая к вспомогательной режущей кромке. Переходной задней поверхностью 2 (см. рис. 7) называется поверхность, примыкающая к переходной режущей кромке.
Резцы подразделяются по направлению подачи, по форме головки, по способу изготовления и по виду выполняемой работы.
По направлению подачи резцы бывают правые и левые. Правые и левые резцы определяют наложением руки на резец. Для определения вида резца на него накладывают руку ладонью вниз таким образом, чтобы пальцы были направлены к вершине резца; левым называют резец, главная режущая кромка которого по расположению совпадает с направлением большого пальца левой руки (рис. 8, а); правым называют резец, главная режущая кромка которого по расположению совпадает с направлением большого пальца правой руки.
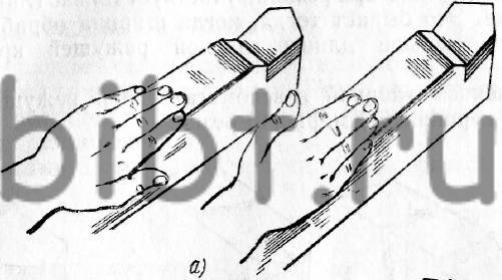


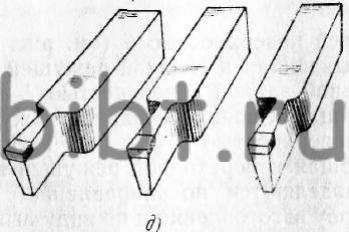
Рис. 8. Разновидности резцов:
а — правые и левые по форме головок, б — прямой, в — отогнутый, г — изогнутый, д — с оттянутой головкой
По форме головки резцы делятся на прямые и отогнутые.
Прямыми (рис. 8, б) резцами называют резцы, у которых ось головки резца является продолжением или параллельна оси тела резца.
Отогнутыми резцами (рис. 8, в) называют резцы, у которых ось головки резца наклонена вправо или влево от оси тела резца. По форме стержня различают резцы прямые и изогнутые. У изогнутых резцов ось тела резца при виде сбоку изогнута (рис. 8, г).
Резцы, у которых рабочая часть (головка) уже стержня, называют резцами с оттянутой головкой (рис. 8, д). Оттянутая головка может быть симметричной относительно оси резца, оттянутой вправо, когда при наложении на резец ладони правой руки головка оказывается сдвинутой в сторону большого пальца правой руки, либо оттянутой влево, когда при наложении ладони левой руки головка оказывается сдвинутой в сторону большого пальца левой руки.
По способу изготовления различают резцы цельные и составные.
Цельные резцы изготовляют из одного куска инструментального материала, составные — из двух отдельных частей — пластинки и стержня или головки и стержня. Цельные резцы изготовляют из углеродистой или легированной инструментальной стали. У составных резцов головки или пластинки изготовляют из быстрорежущей стали (пластинки также из твердых сплавов), а стержни — из конструкционной стали. Пластинки или головки из быстрорежущей стали приваривают, а пластинки из твердых сплавов припаивают или крепят механически.
По виду выполняемой работы резцы делятся на проходные черновые и чистовые, фасонные, отрезные, канавочные и т. д.
Содержание: Скрыть Открыть

Резец токарный – это основной рабочий элемент оснастки токарных дерево- и металлообрабатывающих станков применяемый для придания заготовке необходимой формы и размеров. От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации.

Конструкция токарного резца
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный задний — находится между плоскостями резания и задней поверхностью резца. От него зависит параметр силы трения, качество обработки и скорость изнашивания инструмента. Подбирается в соответствии с плотностью обрабатываемого материала.
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла. Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол.
- Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями. От него зависит прочность и острота оснастки.
- Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Вершина между задней вспомогательной поверхностью и кромкой реза. Имеет прямое соотношение с показателем прочности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.

Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
- Монолитное исполнение – единая головка и державка.
- Сборная конструкция – головка с напайкой из твердой марки стали.
- Сборная с механическим креплением. Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением.
- Регулируемые резцы.
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:
- отрезные;
- проходные;
- канавочные;
- расточные;
- фасонные и резьбовые.

В зависимости от расположения режущей кромки относительно державки инструмент подразделяется на прямой, отогнутый и оттянутый. В прямых форма режущей кромки прямая, в отогнутых имеет изогнутую форму и в оттянутых её ширина меньше чем у стержня.
Рекомендации по подбору резца
При выборе инструмента необходимо руководствоваться функциональным назначением резцов. Что же касается материала, углов заточки и прочих параметров необходимо учесть твердость материала обрабатываемой заготовки. Также необходимо определиться с тем, что является наиболее приоритетным фактором при проведении работ – качество, производительность, стойкость инструмента.
Рекомендуемый минимальный набор резцов состоит из:
- Проходного необходимого для торцевой обработки;
- Наружного нейтрального;
- Расточного.
Данный базовый комплект достаточен для выполнения большей части типовых операций, но конечно для более сложных работ понадобится расширенный набор инструмента, в том числе фасонные и резьбовые резцы. Для профессиональных работ в большом объёме разумным вариантом будет приобретение набора резцов со сменными пластинами. Это позволит впоследствии тратить меньше средств на приобретение расходных материалов, по мере износа производя только замену пластин, а не резцов целиком.
Действующие стандарты
Производство токарных резцов регулируется различными действующими стандартами. Так, технические условия отрезных резцов определяет ГОСТ 18874-73, проходных – ГОСТ 18871-73. На расточные резцы действует ГОСТ 18872-73, на фасонные – ГОСТ 18875-73 и на резьбовые – ГОСТ 18885-73.
1.2 Правые и левые резцы
По направлению подачи, при которой работают проходные резцы, они разделяются на правые и левые. Правыми резцами называются такие, у которых при наложении сверху ладони правой руки так, чтобы пальцы были направлены к вершине резца, главная режущая кромка оказывается расположенной со стороны большого пальца (рис. 3, б). На токарных станках эти резцы работают при подаче справа налево, т.е. от задней бабки к передней. Левыми резцами называются такие, у которых при указанном выше наложении левой руки главная режущая кромка расположена также со стороны большого пальца (рис. 3, а).
1.3 Материалы, применяемые для проходных резцов
Проходные резцы, используемые при обработке стальных и чугунных деталей, изготовляются с пластинками из твердых сплавов и из быстрорежущей стали. Марки твердых сплавов, используемых для обработки стали и чугуна при различных условиях резания, указаны в табл. 1.
Таблица 1 – Основные марки твёрдых сплавов для черновой обработки стали и чугуна
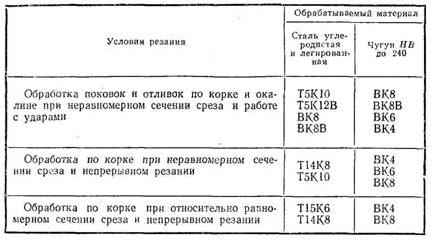
С меньшей, иногда значительно, производительностью обработку стали и чугуна при условиях, указанных в таблице, можно выполнять резцами из быстрорежущей стали марки Р18 (или других марок).
1.4 Элементы головки и углы твердосплавных резцов
Форма передней поверхности твердосплавных резцов устанавливается в зависимости от обрабатываемого материала, характера обработки, подачи и некоторых других условий.
Формы передней поверхности у резцов с пластинками из твердых сплавов приведены в табл. 2.
Передняя поверхность формы I рекомендуется для резцов при обработке серого чугуна, бронзы и других хрупких материалов, а также при тонком и чистовом точении с подачами s 80 кгс/мм2 при недостаточной жесткости системы СПИД. Форма III делается у резцов, предназначенных для обработки стали с бв 80 кгс/мм2 при необходимости завивания и дробления стружки. Форма IV применяется при черновой обработке стали и стального литья с бв > 80 кгс/мм2 с неметаллическими включениями, при работе с ударами в условиях жесткой системы СПИД. Форма V рекомендуется при обработке нержавеющих сталей с бв 80 кгс/мм2.
Значения переднего угла твердосплавных резцов выбираются в зависимости от обрабатываемого материала; они указаны в табл. 3.
Задний угол а у твердосплавных резцов, используемых для черновой обработки стали и чугуна, делается равным8°.
Главный угол в плане ф твердосплавных резцов, применяемых в условиях нежесткой системы СПИД, принимается равным 90°. Если обработка происходит при большей жесткости этой системы, главный угол в плане может быть 60 — 75°. При значительной жесткости системы СПИД главный угол в плане принимают равным 45°. Вспомогательный угол в плане ф1 при черновой обработке принимается равным 5—20°, а иногда и больше. Угол наклона главной режущей кромки Я при обработке резцом с ф = 90° принимается равным 0°. При главном угле в плане, меньшем 90°, этот угол делается для обработки стали 0—5°, а для чугуна 10°. При точении с ударами угол делают 12—15°. Вершину резца закругляют радиусом 0,5—1,5 мм. Ширину фаски f принимают равной 0,15—0,5 мм. Меньшие значения принимаются при малом (12×12 мм и менее) сечении резца, большие — при резце сечения 25×25 мм и более.
Таблица 2 – Основные виды форм передней поверхности твёрдосплавных резцов
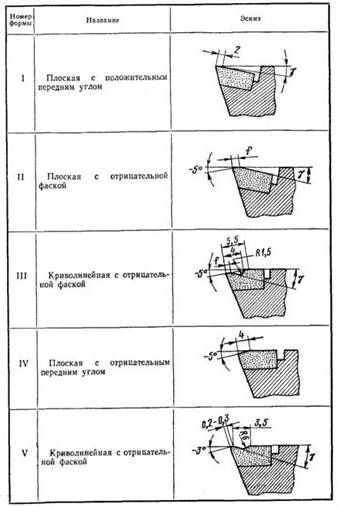
Таблица 3 – Передние углы твёрдосплавных резцов
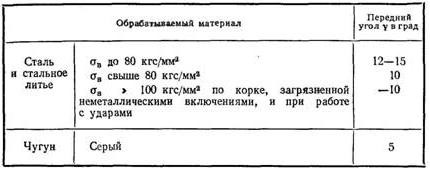
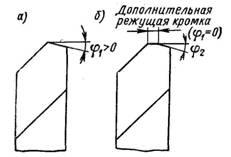
Рис. 4 – Проходные резцы без дополнительной режущей кромки (а) и с дополнительной режущей кромкой (б)
Проходные твердосплавные резцы для черновой и получистовой обработки выполняются как без дополнительной режущей кромки (рис. 4, а), так и с дополнительной режущей кромкой (рис. 4, б). Как будет видно из дальнейшего изложения, резцы с дополнительной режущей кромкой позволяют вести обточку со значительно большими подачами, обеспечивая в то же время весьма хорошую шероховатость поверхности V4 — V51.
1.5 Форма передней поверхности, углы и другие элементы быстрорежущих резцов
Форма передней поверхности этих резцов выбирается в зависимости от обрабатываемого материала, подачи и некоторых других условий по табл.4 и в соответствии с общими соображениями, приведенными ниже.
Таблица 4 – Формы передней поверхности быстрорежущих резцов

Передняя поверхность по форме I делается у резцов для обработки стали, а также чугуна, бронзы и других хрупких металлов. По форме II следует делать переднюю поверхность резцов для обработки стали с бв 80 кгс/мм2, вязких цветных металлов и легких сплавов при необходимости завивания стружки.
Таблица 5 – Значения радиуса закругления при вершине, элементов радиусной лунки и размеров фаски резца

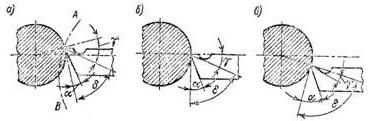
Рис. 5 – Изменение углов резца в зависимости от положения его вершины относительно линии центров станка
Передний угол рассматриваемых резцов, используемых для обработки стали, принимается равным 20—25°, а задний угол — равным 6°, при обработке медных сплавов передний угол — 20°, а задний — 8°. Значение главного и вспомогательного углов в плане, а также угла наклона главной режущей кромки быстрорежущих резцов можно брать по соответственным данным для твердосплавных резцов.
Рекомендуемые значения радиуса закругления при вершине резца r, элементов радиусной лунки R и А, а также размера фаски f в зависимости от сечений резца приведены в табл. 5. При обработке легких сплавов ширина фаски / принимается равной нулю.
1.6Установка проходных резцов относительно линии центров станка
Условия работы резца изменяются в зависимости от положения его вершины относительно линии центров станка.
На рис. 5, б резец установлен таким образом, что вершина его находится на высоте центров станка. Задним углом его в этом случае является а, передним — у и углом резания — б.
При установке того же резца выше линии центров (рис. 5, а) передний угол у увеличивается, а угол резания б уменьшается. Условия резания облегчаются, так как стружка легче сходит по передней поверхности, чем при меньшем переднем угле и, следовательно, большем угле резания. Одновременно с этим, однако, уменьшается задний угол а, что допустимо только до определенных пределов во избежание сильного трения задней поверхности резца об обрабатываемую поверхность (поверхность резания). Если этот же резец установить ниже линии центров станка (рис. 5, в), то, наоборот, передний угол у уменьшается, а угол резания б увеличивается. В результате этого условия резания значительно ухудшаются по сравнению с первыми двумя случаями. Увеличение заднего угла а, получающееся при установке резца ниже центра, не улучшает процесса отделения стружки. Из сказанного вытекает общее правило, заключающееся в следующем.
При черновом обтачивании наружных поверхностей, когда наиболее легкое отделение стружки важнее всего, резец необходимо устанавливать или на высоте линии центров станка, или несколько выше ее, но не ниже.
От этого правила отступают при черновом обтачивании очень твердых материалов. В этом случае давление стружки на резец получается очень большим и резец отгибается вниз, причем вершина его (рис. 5, а) описывает дугу АВ. Если резец при этом установлен так, что вершина его расположена выше линии центров станка, он втягивается в материал детали. В результате этого неизбежны выкрашивание режущей кромки резца, а иногда и поломка его. При установке резца на высоте линии центров и в особенности ниже ее резец под давлением стружки также отгибается, но вершина его не втягивается в материал детали, а наоборот, отходит от нее.
Проверка положения вершины резца относительно линии центров станка производится по острому концу заднего центра или по риске, нанесенной на пиноли задней бабки.


Отправить ответ