
Плазменная резка и сварка в одном аппарате
Содержание:
- 1 Устройство
- 2 Принцип работы
- 3 Классификация
- 4 Модели популярных производителей
- 5 Технология плазменной сварки
- 6 Плазменные сварочные аппараты: технология работы
- 7 Аппарат плазменной сварки: какие бывают
- 8 Плазменный аппарат для сварки и резки: из каких узлов состоит
- 9 Возможности плазменных сварочников
- 10 Можно ли сделать своими руками
- 11 Плазменный сварочный аппарат для дома и дачи
- 12 Аппараты микроплазменной сварки
- 13 Популярные производители аппаратов для плазменной сварки
- 14 Особенности плазменной сварки
- 15 Устройство и принцип работы
- 16 Виды плазменной сварки
- 17 Плазменная сварка прямого действия
- 18 Плазменная сварка косвенного действия
- 19 Оборудование для плазменной сварки
- 20 Преимущества и недостатки
- 21 Микроплазменная сварка
Электросварочные аппараты теряют свои позиции как в промышленном секторе, так и бытовом. И это – вполне естественно. Технический прогресс шагает уверенно вперед, внося свои новинки в повседневную жизнь. Более половины промышленных, бытовых сварочных задач решается с помощью плазменного оборудования.

Притом, работа производится не только с металлами. Можно, например, оплавить поверхность железобетонных конструкций, сделав таким образом надежную герметичную гидроизоляцию.

Краткое содержимое статьи:
Устройство
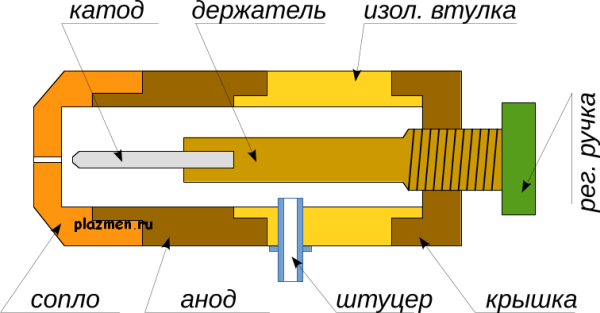
Основные компоненты плазменного сварочного аппарата:
- Источник питания;
- Плазмотрон (специальная горелка с фторопластовым корпусом и электродным (катодным) узлом).
- Рабочая смесь;
- Защитный газ;
- Охлаждающая среда (либо – охлаждение воздухом).






Плазмообразующая рабочая смесь может быть разнородной по составу:
- Чистый аргон;
- К аргону примешивается водород;
- Аргон с гелием;
- Воздушная масса;
- Водород;
- Азот;
- Раствор воды и спирта.

Принцип работы
Электрический разряд превращает рабочую среду в плазменную в виде ионизированного газа с высокой, в десятки тысяч градусов, температурой.

Происходит сжимание плазменной дуги до тончайшего луча с высокой удельной мощностью на квадратный миллиметр площади, что позволяет справиться с такими сварочными задачами, которые при использовании электроразрядной дуги не всегда успешны, либо вовсе вовсе не доступны.

Помимо высокой температуры плазмосварочный аппарат обладает другими преимуществами:
- Работает с высоким КПД;
- Защитный газ расходуется в малом количестве;
- Прогревается небольшая площадь материала (малая усадка, деформация поверхности);
- Сваривание металла с неметаллом.






Классификация
Микроплазменные, маломощные, с силой тока до двадцати ампер (постоянное, импульсное горение плазменной дуги).

Аргонно дуговая сварка, аппараты средней мощности (с применением неплавящихся вольфрамовых электродов). Высокомощное оборудование, с силой тока выше ста ампер (сквозная проплавка любой заготовки за один заход с возможностью создания равномерного шва по всей длине).

Плазменно-дуговой тип (применяется ионизированный газ). Воздушно-плазменное оборудование (применяется исключительно для резки – выплавление плазмой, выдувание фрагментов материала). Ручной режим работы. Полная автоматизированность.

Модели популярных производителей
Цены на такого рода оборудование могут как порадовать, так и огорчить. Всё завит от уровня личных притязаний, финансовых возможностей. В фотокаталогах встречаются следующие модели, пользующиеся доверием покупателей:
- Мобильный сварочный аппарат ТМ Горыныч (легко переносится, работает как от бытовой сети, так и генератора. Плазмообразующая среда – смесь воды и спирта).
- Сварочные аппараты ТМ Мультиплаз (также относится к водноплазменному типу, отличаются малым весом, не используется трансформаторное и компрессорное оборудование).
- Компактное надежное устройство Плазариум SP3 (работает как инвертор, имеет датчики температуры для контроля состояния перегрева).

Технология плазменной сварки
Существенно отличается от других ее видов. Плазменная сварка является самым безопасным видом сварки. Не используются взрывоопасные кислородные баллоны, не выделяются в атмосферу вредные вещества. Однако проводить работы лучше в большом гараже или на свежем воздухе.

Для того чтобы провести плазменную сварку своими руками понадобится:
- Моток присадочной проволоки;
- Плазменный сварочный аппарат;
- Пачка электродов.

В процессе работы нужно следовать следующим рекомендациям:
- Выполняется конусообразная заточка электродов, длиною 5 мм/с притупленным острием.
- Во время их установки проследить, чтобы их центральная ось и плазмообразующей насадки – совпадали.
- Подготавливается сварочный стык (зачищается поверхность реза, обезжиривается).
- Обеспечить совпадение стыков, скрепляя их сборочными приспособлениями.
- Защитный газ подается до пробуждения дуги, отключается через несколько секунд после ее обрыва.
- Плазменная горелка держится не дальше сантиметра от заготовки.
- Важно суметь удержать плазменную дугу на протяжении всего процесса.
- При обрыве дуги необходимо зачистить шов до 20-ти миллиметров к месту обрыва.
- Следить, чтобы металл не перегревался, вовремя его охлаждать используя сжатый воздух.
- Для придания швам правильной формы используйте присадочную проволоку.

Есть еще масса мелочей, которые нужно учитывать в процессе работы. В конечном счете, сварить нужные детали, конструкции, используя плазменный аппарат не так уж сложно. Опыт в такого рода делах очень важен.

При наличии подходящего оборудования, соблюдении правил пожарной безопасности сам процесс работы доставит огромное удовольствие.
 В сварочных технологиях произошла революция. В 1960-х инженеры создали промышленный плазмотрон и плазма перестала быть игрушкой физиков. Это случилось благодаря успехам в металлургии – были получены стойкие легированные катоды, обеспечивающие необходимый ток эмиссии для плазменной дуги.
В сварочных технологиях произошла революция. В 1960-х инженеры создали промышленный плазмотрон и плазма перестала быть игрушкой физиков. Это случилось благодаря успехам в металлургии – были получены стойкие легированные катоды, обеспечивающие необходимый ток эмиссии для плазменной дуги.
Плазменные технологии начали работу, как и следовало ожидать, в закрытых областях “military, navy, and airspace industries” и лишь спустя десятилетия стали доступны гражданской промышленности. И наконец, наступил момент выхода к индивидуальным потребителям. На каждом из этапов технология совершенствовалась и сегодня даже частник может иметь в своем гараже или мастерской этот превосходный инструмент. Об этом и пойдет речь на данной странице.
Плазменные сварочные аппараты: технология работы
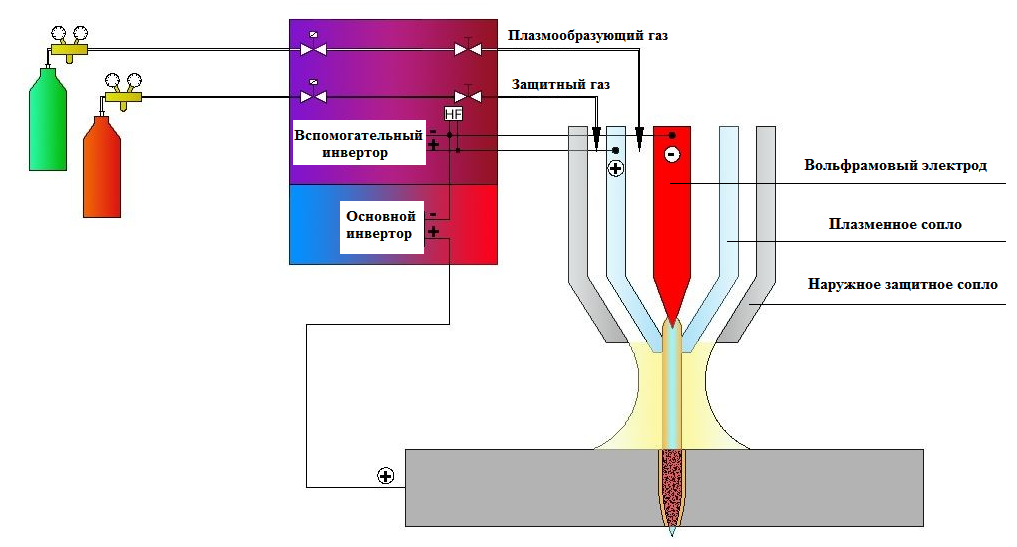
Плазма – это четвертое состояние вещества, ионизированный газ, состоящий из ионов простых веществ: газов или металлов и электронов, а также электромагнитного излучения, которое неизбежно возникает при возбуждении атомов. Энергия и температура плазмы могут располагаться в очень широких пределах. Нас интересует область температур 5000 – 10000°С и энергия, лучше сказать, мощность от сотен Ватт до сотен кВт. Она легко достижима в аппаратах сегодняшнего дня. В плазмотроне она может быть получена в следующем порядке:
- Дуга горит между вольфрамовым катодом и соплом – это косвенная дуга.
- Дуга горит между катодом, соплом и деталью – смешанная дуга.
- Дуга горит между катодом и деталью – это прямая дуга.

Дугу в плазмотроне накачивают рабочим газом, при небольшом давлении: 0.2… 5 бар, которое зависит от тока. Рабочее напряжение плазменной дуги выше обычной в несколько раз, а ток имеет тот же порядок. Поскольку электрическая дуга имеет склонность к филаментации (распадается на отдельные каналы), то рабочий газ предварительно завихривают на входе. Дуга сжимается в узкий шнур и остается прямой за счет высокой скорости ионного газа. Как следствие, получаем большую энергию и мощность в ее пятне. Плавление металла происходит тоже в области пятна.
Создать плазму при помощи электрического тока и рабочего газа можно нажатием кнопки и, после небольшого прогрева горелки, использовать для:
Сварки
Плазменная дуга нагревает любой, известный в Периодической системе элементов, металл или сплав таких металлов, до плавления и даже кипения в нормальных условиях. Необходимым условием является лишь мощность дуги для данной массы свариваемых деталей. И можно варить на здоровье.
Остается только защитить ванну (область сварки) инертным газом: азотом, аргоном, или органическими парами спирта или ацетона (восстановление за счет свободных радикалов). Это делает, благодаря своей конструкции, горелка плазмотрона. Конечно, с небольшой помощью мастерства сварщика.

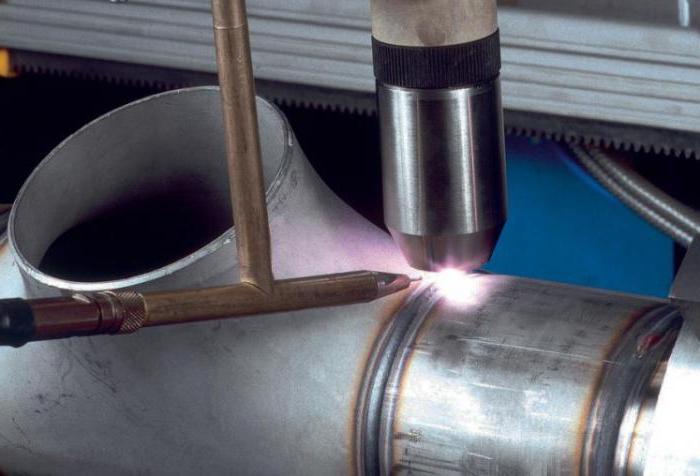
Резки
Высочайшая температура плазменной дуги и ее узкий канал обеспечивают идеальные условия для глубокой резки самых тугоплавких металлов и неметаллов. Неметаллы режутся косвенной дугой, а металлы – любой из них, в зависимости от толщины. При этом, за счет энергии плазмы, достигается самая высокая скорость и качество, уступающее только лазеру, резки. Для поддержания постоянного расстояния между соплом горелки и поверхностью реза могут быть использованы упорные ролики.

Пайки
При работе с защитным газом, или использовании смесей воды со спиртом или ацетоном в качестве рабочих жидкостей, атмосфера в области пайки оказывается без кислорода. В первом случае рабочий газ вытесняет кислород, во втором случае – связывает за счет восстановления свободных радикалов органических молекул, имеющихся в плазме. Благодаря этому, при значительной экономии флюсов, можно паять любые виды металлов, какие только совместимы между собой и припоями.
Аппарат плазменной сварки: какие бывают
Принято делить аппараты на разновидности по их мощности. За меру берут сварочный ток в плазменной дуге. Но не только ток отличает аппараты в данном случае. Есть и отличия в конструкции аппаратов и горелок.
Микроплазменные

Промышленный источник микроплазменной сварки SBI PMI 50 TL Basic
Микроплазменными называют аппараты, работающие при токе от 100 миллиампер до 25 А. Они подходят, начиная от нижнего предела, для сварочных работ по ювелирным изделиям и вплоть до резки листового металла толщиной 10 мм.
Это простые аппараты, работающие на постоянном токе, диаметр их сопла имеет величину от 1.3 до 2.5-3 мм.
Рабочий газ получают из воды и спиртовых или ацетоновых смесей.
Катод изготавливают из меди с легированием гафнием.
На среднем токе
Аппараты среднего тока работают в пределах 50-150 ампер. Преимущественно, они используются для резки металла. Рабочим газом служит обычный воздух, как самый дешевый, и оптимальный при том, вариант. Однако, эти же аппараты могут применяться и с другими рабочими и защитными газами. Источники питания для них более совершенны, конструкции горелок сложнее, с вольфрамовым легированным катодом, иногда имеют подвод охлаждающей воды для анода и часто – высоковольтный импульсный запуск и режим малого тока для дежурной дуги.
На большом токе
Сильноточные аппараты создают дугу с током от 150 А и, вообще говоря, малоактуальны для индивидуального потребителя. Их используют в судостроительной промышленности, в ядерном машиностроении и в приборостроении для ядерной физики. Очень часто эти аппараты являются лишь частью роботизированных комплексов. Их горелки используют вольфрамовые катоды, легированные бериллием, торием, или лантаноидами, для максимального понижения работы выхода электронов.
Плазменный аппарат для сварки и резки: из каких узлов состоит

Источником питания в старых аппаратах служил классический трансформатор, работающий на частоте сети. Такие аппараты были очень громоздкими и тяжелыми. (Как и все старые сварочные аппараты.) Современные импульсные преобразователи на IGBT-транзисторах, управляемые микрокомпьютерами, полностью вытесняют старую технику и придают новой небывалую прежде функциональность.
 Прежде всего, они обеспечивают нужный рабочий ток, его стабильность и регулирование в каждом режиме. Более продвинутые аппараты имеют режим дежурной дуги на малом токе, высоковольтный генератор для бесконтактного запуска дуги.
Прежде всего, они обеспечивают нужный рабочий ток, его стабильность и регулирование в каждом режиме. Более продвинутые аппараты имеют режим дежурной дуги на малом токе, высоковольтный генератор для бесконтактного запуска дуги.
В некоторые аппараты также встроены компрессоры для подачи сжатого воздуха в горелки. Это для удобства и мобильности в условиях ремонтных цехов и мастерских.
Конструкции горелок зависят от мощности аппарата. Для микроплазменных горелок очень характерна конструкция с подвижным катодом, который замыкается на анод-сопло при помощи кнопки с задней стороны инструмента, и, тем самым, возбуждается дуга. Эта же кнопка служит винтом для регулировки зазора между анодом и катодом. В корпус с рукояткой встроен баллончик, емкостью 0.1…0.3 л. для рабочего раствора.
Горелки помощнее устроены с неподвижным катодом, все их основные части располагаются коаксиально (на общей оси) в следующем порядке: катод, полость для рабочего газа, промежуточная втулка, полость для защитного газа, анод (с полостью для водяного охлаждения анода на мощных аппаратах), корпус.
Наиболее мощные горелки не имеют рукоятки, а крепятся на манипуляторах роботов или в станках для резки (сварки) труб или листовых материалов.
 О материалах для катодов уже говорилось, можно только напомнить: в простых бытовых плазморезах используют медь (реже вольфрам), легированную гафнием. Это наиболее безопасный для здоровья аппарат, в отличии от тех, в которых используется бериллий, пыль которого (или его окислов) является опасным для легких веществом, канцерогеном, и требует соблюдения норм на ПДК: вентиляции и взятия проб для анализа. Опасен также слаборадиоактивный торий, при попадании в легкие.
О материалах для катодов уже говорилось, можно только напомнить: в простых бытовых плазморезах используют медь (реже вольфрам), легированную гафнием. Это наиболее безопасный для здоровья аппарат, в отличии от тех, в которых используется бериллий, пыль которого (или его окислов) является опасным для легких веществом, канцерогеном, и требует соблюдения норм на ПДК: вентиляции и взятия проб для анализа. Опасен также слаборадиоактивный торий, при попадании в легкие.
Для соединения аппарата с горелкой используется т.н. кабель-пакет. Это название обозначает шланг для подачи рабочего и защитного газов, охлаждающей воды, обратной воды, силовых проводов (основного тока), провода для пусковой искры, а также проводов цепи управления. Все они помещаются внутрь общего гибкого шланга “пакетом”, откуда и название. К аппарату кабель-пакет подключается в нескольких соответствующих точках: штуцер для газа часто одновременно служит и для подачи тока через катод. В бытовых аппаратах к горелке подводится только ток, так что, в этом случае, можно говорить просто о кабеле.
Возможности плазменных сварочников
Ниже показаны возможности на примере аппарата «Горыныч»:
- Сварка и пайка любых цветных металлов, а также нержавеющих сталей (толщина свариваемого металла зависит от модели устройства).

- Резка цветных и черных металлов.
- Закалка всех видов сталей.
- Создание химических соединений, получаемых под действием высокой температуры.
- Термическая усадка всех видов пластмасс и полимеров, включая ПВД, ПП, ПНД и ПВХ.
- Очистка поверхностей от грибка, плесени и других видов органических загрязнений.
- Сварка двух и более металлов, сплавов или сталей между собой.
- Пайка при помощи мягких припоев.
- Плавление металлов в частных кузнях.
- Первоначальная термическая обработка.
- Резка стекла и различных органических элементов (кварц, гранит, графит и многое другое).
- Начальное воронение компактных деталей.
- Порошковое напыление на небольшой площади.
- Создание и разделка стекла и изделий из стекла.
- Тушение начальных очагов возгорание водяным паром (без создания электрической дуги между катодом и анодом).
Подробнее о возможностях аппарата Горыныч смотрите в этом материале.
Можно ли сделать своими руками
Изготовленный своими руками плазменный сварочный аппарат в качественном исполнении обеспечивает полностью все требования по технологии и качеству сваривания конструкций и деталей.
Плазменный сварочный аппарат требует для работы только сжатый воздух и наличие электричества, а при использовании компрессорного оборудования достаточно одного электричества.
Плазменный сварочный аппарат для дома и дачи
В домашних условиях в распоряжении у потребителя обычно только однофазная сеть 220 В. Ему недоступны никакие технические газы, кроме, разве что, сжатого воздуха, сильные защитные средства и санитарный контроль тоже недоступны. Поэтому выбирать следует однофазный плазменный аппарат на 2-3 кВт. Там уже производитель предусмотрел все остальные условия.
 Неплохой аппарат AURORA PRO AIRFORCE 60 IGBT стоит около 40 000 р. Его инвертор хорошо переносит перегрузки.
Неплохой аппарат AURORA PRO AIRFORCE 60 IGBT стоит около 40 000 р. Его инвертор хорошо переносит перегрузки.
По такой же цене есть аппарат КЕДР CUT-40B. Он отличается малым выгоранием сопла и катода, имеет встроенный компрессор и регулятор давления.(Купить можно здесь.)
Универсальный аппарат Горыныч позволяет не только резать, но и варить металлы и стоит около 50 000 р. (См. ссылку на обзор выше).
Также неплохие аппараты латвийской разработки (изготовляют китайцы) Ресанта различных моделей.
Аппараты микроплазменной сварки
Для промышленности выпускают не только мощные аппараты для резки металла. Например, микроплазменные сварочные аппараты SBI PMI 50 TL Basic и SBI PMI 50 TL (Австрия) могут использоваться для ювелирного производства, для изготовления приборов, работ по стеклу и многого другого.
 SBI PMI 50 TL Basic работает на аргоне, для защиты сварочной ванны от кислорода используется аргоно-гелиевая или аргоно-водородная (восстановительная) смесь. Аппарат имеет полностью программируемый режим работы, очень развитую систему управления и интерфейсы (основной CAN-Bus + протоколы по желанию заказчика) для автоматизированных систем (может работать с роботами-манипуляторами).
SBI PMI 50 TL Basic работает на аргоне, для защиты сварочной ванны от кислорода используется аргоно-гелиевая или аргоно-водородная (восстановительная) смесь. Аппарат имеет полностью программируемый режим работы, очень развитую систему управления и интерфейсы (основной CAN-Bus + протоколы по желанию заказчика) для автоматизированных систем (может работать с роботами-манипуляторами).
SBI PMI 50 TL от базовой модели отличается повышенной мощностью при тех же функциях.
Из других аппаратов аналогичные функции может выполнять оборудование Klein Schweisser 25i10 Micro Plasma, Klein Schweisser 50i10 Micro Plasma от компании Electro Plasma Equipment Pvt. ltd. (Индия). Компания Process Welding System Inc. (США, Теннесси) также изготавливает весьма совершенное плазменное оборудование для микроплазменных работ.
Популярные производители аппаратов для плазменной сварки
Горыныч
 ООО “АCпромт” выпускает два аппарата для плазменной сварки “Горыныч”: ГП37-10 и ГП37-12. Это оригинальная российская разработка (автор Д.А. Дуюнов). Они весьма популярны в кругах ремесленников и умельцев.
ООО “АCпромт” выпускает два аппарата для плазменной сварки “Горыныч”: ГП37-10 и ГП37-12. Это оригинальная российская разработка (автор Д.А. Дуюнов). Они весьма популярны в кругах ремесленников и умельцев.
Их также используют на некоторых производствах для ремонтных и вспомогательных работ. Второй аппарат отличается от первого немного более мощным источником питания. Оба аппарата просты в работе и хорошо подходят для обучения практических специалистов по работе с плазменной дугой.
Аппараты недороги (30…50 тыс. р.) и по карману частным лицам. Расходные материалы для них совсем недороги.
Мультиплаз
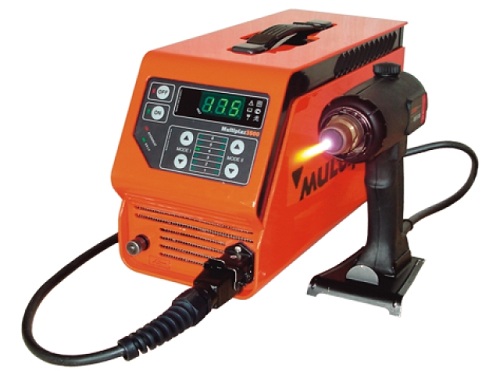 Мультиплаз – это российская компания, находится в Москве. Выпускает аппараты Мультиплаз 3500, 4000, 7500 и 15000.
Мультиплаз – это российская компания, находится в Москве. Выпускает аппараты Мультиплаз 3500, 4000, 7500 и 15000.
Аппарат 3500 сделан универсальным: режет все до 10 мм, варит и паяет множество материалов, кажется, имеет неплохие характеристики, но дороговат: цена на сегодня больше 130 000. Аппарат снабжен двумя горелками для удобства, каждая горелка ставится вертикально и сразу готова к работе.
Плазар
Снят с производства. Можно купить только с рук. Обзор аппарата здесь.
Плазариум
Компания Плазариум (Россия) занимается плазменными технологиями и применением их в промышленности. В числе прочей продукции выпускает аппараты PLAZARIUM SP3 для разнообразных работ с применением плазмы: пайка, плавка металлов и неметаллов, сварка, резка. Аппарат способен работать с температурой от 100 до 10 000 градусов, использует воду в качестве рабочего тела для плазмы.
FUBAG
 FUBAG GmbH – немецкое предприятие, выпускающее огромный ассортимент оборудования для строительства и ремонта. Плазморезы представлены моделями PLASMA 25, 25 AIR (с компрессором), 30, 40, 65 Т, 100. Аппараты сделаны с немецкой практичностью – с простым на вид регулятором тока, но всегда стабильно дающим установленное значение. Это инструмент для производительной работы. Аппараты профессиональные и предназначены для резки материалов.
FUBAG GmbH – немецкое предприятие, выпускающее огромный ассортимент оборудования для строительства и ремонта. Плазморезы представлены моделями PLASMA 25, 25 AIR (с компрессором), 30, 40, 65 Т, 100. Аппараты сделаны с немецкой практичностью – с простым на вид регулятором тока, но всегда стабильно дающим установленное значение. Это инструмент для производительной работы. Аппараты профессиональные и предназначены для резки материалов.
BlueWeld
Итальянская компания BlueWeld работает с начала 1960-х годов. В настоящее время имеет филиалы по всему миру и ее продукция пользуется большим спросом. Аппараты Prestige Plasma 41, 54, 34, 31 – переносные, для воздушной плазменной резки металла. Есть также передвижные (на роликах и колесах) трехфазные модели повышенной мощности. Все аппараты инверторного типа.
TELWIN
 Telwin – итальянская компания, работает еще с шестидесятых годов прошлого века. Аппараты для плазменной резки имеют марку TECNICA PLASMA 31, 34, 41, 60 HF (последний с бесконтактным запуском). Это однофазные аппараты для ручной работы. Основное назначение – резка металлов и тугоплавких материалов. Есть также трехфазные аппараты.
Telwin – итальянская компания, работает еще с шестидесятых годов прошлого века. Аппараты для плазменной резки имеют марку TECNICA PLASMA 31, 34, 41, 60 HF (последний с бесконтактным запуском). Это однофазные аппараты для ручной работы. Основное назначение – резка металлов и тугоплавких материалов. Есть также трехфазные аппараты.
AURORA
AURORA — марка китайской группы компаний.  Производит различную продукцию. Из плазменной техники, которую она производит известны аппараты AuroraPRO AIRHOLD 40, 42, AIRFORCE 80 (трехфазный), MULTIWATT 40-160 (Plasma+MMA+TIG) (универсальный аппарат с большими возможностями). Аппараты отличаются небольшой ценой, имеется бесконтактный запуск, кабели длиной 3 метра.
Производит различную продукцию. Из плазменной техники, которую она производит известны аппараты AuroraPRO AIRHOLD 40, 42, AIRFORCE 80 (трехфазный), MULTIWATT 40-160 (Plasma+MMA+TIG) (универсальный аппарат с большими возможностями). Аппараты отличаются небольшой ценой, имеется бесконтактный запуск, кабели длиной 3 метра.
СВАРОГ
Сварог -это торговая компания,  которая продает китайскую технику под собственной маркой. Известно о шести плазменных инверторах: REAL CUT 45, CUT 40 B, PRO CUT 45, CUT 70, CUT 100 и CUT 160.
которая продает китайскую технику под собственной маркой. Известно о шести плазменных инверторах: REAL CUT 45, CUT 40 B, PRO CUT 45, CUT 70, CUT 100 и CUT 160.
Первый из аппаратов стоит очень дешево: около 23 000 руб и притом имеет хорошие характеристики: бесконтактный запуск, встроенный компрессор, режет металл до 12 мм. Следующие два аппарата – это более мощные. Последние три аппарата самые мощные для трехфазной сети. CUT 160 способен резать сталь толщиной до 55 мм, стоит (рекомендованная цена) коло 160 000 руб.
Область применения плазменной сварки обширная. Таким оборудованием варят фольгу и толстый металл. На прилавках появляется оборудование для промышленного и бытового назначения. Иногда плазменную сварку путают с аргоновой. Аппараты внешне схожи. У методов много общего, но есть принципиальные различия. О них пойдет речь.
Особенности плазменной сварки
Теплогенерирующие параметры плазмы гораздо выше, чем у других сварочных методов. Чтобы контролировать режим разогрева, нужен охлаждающий контур – циркулирующая по нему вода отводит избыточное тепло, из-за этого большие энергопотери. Основные расходные материалы – сопло (горелка выходит из строя при перегреве), тугоплавкие вольфрамовые электроды. Для производства плазменного оборудования нужны огнеупорные материалы, поэтому стоимость сварочных аппаратов в разы выше, чем для электродуговой или аргоновой сварки.
Технологические сложности не пугают, плазменная сварка нередко применяется в промышленности, особенно, если нужны качественные соединения. Ровные швы не нужно зашлифовывать. Метод применим для алюминия и других сложных сплавов.
Устройство и принцип работы
Принципиальное отличие плазменного метода – высокая температура плазмы (до 8000°С), подаваемой в рабочую зону. Ванна расплава защищается атмосферой аргона, постоянный температурный режим стабилизирует система охлаждения. Без нее плазмотрон расплавится, плазма разогревается до 30 тысяч градусов.
В сущности, плазменная сварка заключается в способности аргона переходить в плазму под действием дуги. Ток работает как плазмогенератор, пронизывает электропроводный аргон.
Плазмообразование под действием прямого или переменного тока происходит в плазмотроне. Это открытый с двух сторон конус, сужающийся к низу, в котором по центру расположен тугоплавкий электрод (для этого применяют вольфрамовые с добавками лантана, тория, циркония, иттрия), а внизу – сопло. Из него под большим давлением вырывается плазма.
В качестве плазмообразующего газа применим аргон с добавлением водорода. Он принудительно нагнетается в конус сверху. Поле создается путем подведения тока к двум полюсам: электроду и наружной части горелки. При ионизации и нагреве газ моментально расширяется, он вытесняется за счет внутренних сил мощной струей. Регулятором подачи плазмы выступает сопло. От его диаметра зависит толщина плазменного потока. Размер плазмотрона зависит от режима работы. Чем выше токи, чем больше верхний и выходной диаметры. Одновременно со струей плазмы к рабочей зоне в непрерывном режиме подводится аргон для создания защитного облака, предохраняющего расплав от контакта с кислородом, содержащимся в воздухе. Благодаря аргону, швы получаются чистые, без включений окалины.
Виды плазменной сварки
Используют два метода подключения тока: деталь-электрод; электрод-корпус горелки. Проводится условное деление на виды по мощности генератора, рабочим параметрам оборудования:
- микроплазменная проводится на низких токах, проварка неглубокая, металл не повреждается (ей посвящен отдельный раздел);
- сварка на средних токах, до 25А, соединяют детали от 3 мм и выше;
- работа с большим амперажем, до 150 А, способ подходит для варки толстостенных деталей или прошивного сваривания металла.
По механизму воздействия на рабочую зону, выделяют:
- контактную с линейными и прерывистыми швами (всеми разновидностями швов), бывает косвенного и прямого действия;
- импульсную, характеризующуюся большой глубиной прогрева деталей, бывает прямо и обратно полярная;
- точечную – одностороннюю, применяемую для изготовления листовых сэндвичей, правки швов, прихватки деталей.
Способы различаются по технологии, но качество шва стабильное. Плазменными аппаратами разрешается резать металлоконструкции. Они удобны в труднодоступных местах, куда сложно пробраться с болгаркой.
Плазменная сварка прямого действия
Принцип подключения тока для создания дуги такой же, как в электродуговой сварке: один полюс подается на электрод (минус при прямой полярности), другой присоединяется к обрабатываемому металлу. Создается прямая дуга, направленная на деталь. Принцип создания плазмы двухэтапный:
- сначала клемму присоединяют к соплу, чтобы ионизировать проходящий по плазмотрону газ;
- после плазмообразования клемму перебрасывают на свариваемую деталь, происходит пробой дуги на деталь, плазма вырывается из сопла.
Вот что такое плазменная сварка прямого действия. Струя плазмы регулируется силой тока, газ, вырывающийся из сопла, не только поддерживает дугу, но и защищает рабочую зону.
Плазменная сварка косвенного действия
Дуга возникает за счет подвода одного из полюсов к тугоплавкому электроду (при прямой полярности это минус), другого – к оболочке плазмотрона (плюс). Плазменная дуга зависит от давления плазмообразующего газа. Он при ионизации и разогреве увеличивается в объеме до 50 раз. Плазменная сварка косвенного действия более экономичная по газу. При малом расходе образуется стабильная дуга, она с большой силой вырывается из сопла. Температура плазмы косвенного метода ниже, чем у прямого. Такие установки больше подходят для напыления порошков, создания термоэффектов. Дуга за счет давления газа с силой устремляется к металлу, косвенный метод позволяет варить металлы с низкой электропроводностью (нихром; стали, легированные висмутом и другие справы). Подача защитного газа автономная.
Оборудование для плазменной сварки
Внешне устройства мало чем отличаются от других аппаратов. Они по весу и габаритам сопоставимы с инверторами, аргонно-дуговыми сварочниками, электродуговыми полуавтоматами. Функциональность профессионального оборудования для плазменной сварки поражает — помимо сварки и резки предусмотрены операции:
- воронения – химико-термическая обработка для получения нужного оттенка металла;
- термического оксидирования черных сплавов – образования тугоплавкого диоксида кремния;
- порошкового напыления красителей и защитных составов – создается ровная пленка на поверхности детали;
- закалки – термического упрочнения внутренней структуры сплавов за счет снятия внутренних напряжений.
Установки для плазменной сварки различаются по мощности: от 20 А до 250-ти. Для работы с деталями свыше 2 мм агрегат стоит в пределах от 20 до 49 тысяч. На базе электродуговой сварки плазменное оборудование можно сделать самим, соорудив горелку с плавящимся электродом. Потребуется сварочный аппарат, комплект газовых рукавов для создания защитной атмосферы и шланги для подвода воды к горелке.
Преимущества и недостатки
Основные позитивные моменты плазменного метода:
- доступность – плазмотроном дополняют имеющееся базовое сварочное оборудование;
- из-за высокой температуры в рабочей зоне, под защитной атмосферой образуются однородные по структуре соединения;
- глубина провара контролируется;
- скорость образования швов высокая, снижается объем трудозатрат;
- универсальность – метод применим для любых сплавов, можно варить и резать металл, проводить наплавку порошков.
- стоимость оборудования и работ высокая;
- сложность технологического процесса, необходимы определенные знания и навыки, спецподготовка;
- плазмотрон требует дополнительного ухода, чистки, замены горелки и электрода;
- необходим подвод плазмообразующего газа в плазмотрон;
- нужно охлаждение плазмотрона, чтобы он не выходил из строя;
- большие энергопотери.
Плазменная сварка чаще применяется в промышленных объемах, для индивидуальных работ этот метод слишком затратен.
Микроплазменная сварка
Для соединения тонких деталей от 0,3 до 2 мм толщиной, ремонта медицинских инструментов, подходит микроплазменная сварка. Она проводится на малом токе с 0,1 до 2 А, толщина вольфрамового электрода не превышает 2 мм, диаметр сопла горелки – от 0,5 до 1,5 мм.
Нахлесточные и тавровые соединения таким методом делать не стоит, а торцовые выполняются в любом положении, для них не нужна присадочная проволока. Под стыковые швы делают подкладку. Для работы нужны малоамперные инверторы, выпрямители, генерирующие стабильный ток для поддержки дежурной дуги. Среди промышленного оборудования ручной, автоматической микроплазменной сварки есть модели, имеющие разные режимы работы:
- импульсный прямой или обратной полярности;
- разно-полярно импульсный;
- прямой и обратной непрерывной полярности.
При соединении тонких деталей этим методом снижается риск прожога и тепловой деформации детали за счет узкой зоны разогрева. Фольгу варят только плазмой, другие методы не применяются.
Отличительные особенности микроплазменного шва:
- устойчивость к вибрациям и ударам из-за однородности молекулярного строения;
- гладкая поверхность, не требующая дополнительной обработки;
- высокая точность, благодаря сфокусированной дуге, удается минимизировать отклонения, так как сварочную ванну в процессе образования шва легко регулировать;
- хорошее сцепление кромок при неглубоком проваре.
Оборудование для микроплазмы мобильное, с вмонтированной емкостью для газа, автоматическая подача присадки повышает комфортность проведения работ.
Плазменная сварка – одно из перспективных направлений работ. Она применима для цветных сплавов, алюминия. Удобна во время монтажа тепловых систем в частных домах и для работы с электроникой. Самым удобным считается микроплазменное оборудование. Для соединения больших деталей плазмотрон реально изготовить своими руками.


Отправить ответ