
Подбор электродов для сварки
Содержание:
Выбор электродов для сварки — это неотъемлемый момент при подобных процессах. Современное строительство редко когда обходится без применения этого вида работ. Причем это относится к малоэтажным строениям (частные и дачные дома) и к постройкам больших коммерческих зданий.

Качество сварки, прежде всего, зависит от качества электрода, которым была произведена работа, поэтому к его выбору необходимо подойти особо внимательно и ответственно.
Каркасы, емкости, основания для гаражей и навесов, элементы кровли — все металлические детали этих конструкций соединены между собой средствами сварки. Для того чтобы шов получился качественным, надежным и прочным, необходимо иметь хорошее оборудование и расходные материалы. Поэтому выбор самих электродов для сварки является одним из основных при подготовке работ. От того, насколько правильно подобраны электроды, зависит качество выполненного сварного соединения.
Оборудование для сварочных работ
Существует несколько способов, которым выполняется сварка:

Классификация видов сварки.
- газопрессовая;
- контактная;
- роликовая;
- электрошаговая.
Но выделяют газопрессовую и контактную. При газопрессовой сварке используется пламя ацетилкислорода. Этот способ выбирают, если надо добиться высокой производительности выполненных работ. Поэтому отраслями, где применяют газопрессовую сварку, являются нефтяная и газовая при прокладке магистральных трубопроводов на большие расстояния.
При контактной сварке процесс выполняется при помощи электрического тока, обладающего низким напряжением и высокой силой тока. Этот способ выполняется вручную или механически. При этом контактную сварку можно выполнять встык, внахлест, детали могут прикладываться друг к другу под любым углом. От того, каким принят способ выполнения шва, зависит выбор необходимого оборудования. В итоге от выбора электрода, сварочных агрегатов зависит качество выполненных работ.
К выбору сварочного оборудования следует подходить из конкретных условий выполнения работ. А именно:

Напряжение питающей сети сварочного аппарата для бытового использования является 220 В.
- Напряжение питающей сети. При производственных условиях оно составляет 380 В, в бытовых — 220В. При частых скачках напряжения рациональнее использовать инвертор, который может защитить аппарат от подобных влияний и обеспечит надежную работу.
- Типы и марки металлов, которые необходимо соединить. Постоянный ток, который требуется для сварки деталей из чугуна или цветного металла могут обеспечить сварочный генератор или выпрямитель. Трансформатор применяют для сварки элементов из черного металла.
- Вес сварочного аппарата. Не всегда большой вес говорит о длительности полноценного использования. Современные сварочные агрегаты, обладая достаточно небольшим весом, могут служить долго, выполняя все поставленные задачи, в отличие от увесистых устаревших моделей. Особенно это актуально, когда требуется частое перемещение как между объектами, так и внутри объекта строительства.
- Время работы без возможного перегрева. Эта паспортная характеристика, которая указывается в документации к оборудованию, обозначает, сколько времени может работать аппарат без перерыва, чтобы не допустить угрозы перегрева. Например, если указаны цифры 5х20%, то это означает возможность беспрерывной работы 1 минуту, а затем необходим перерыв в 4 минуты.
- Выходные характеристики сварочного аппарата. При меньших показателях выходных характеристик тока и напряжения дают возможность выполнять работы с толстым металлом. Однако в таких аппаратах обмотка быстрее нагревается, следовательно, термостат быстрее может вызвать отключение сварочного агрегата.
Кроме сварочного оборудования в процессе сваривания 2-х и более металлических деталей принимает участие электрод. К выбору, которого надо подходить ответственно. От него зависит не только качество и долговечность шва, но и количество наплавляемого металла, его состав.
Практические рекомендации

Схема сварочного электрода.
Производитель сварочного оборудования чаще всего дает рекомендации, какие именно марки и типы электродов можно использовать в сочетании с ним. Проволока, которая лежит в основе электрода, должна быть качественной изначально. Далее, определяющим параметром использования конкретного типа электродов, является его покрытие.
Выбор электродов необходимо делать исходя из параметров и характеристик свариваемых поверхностей. При этом надо учитывать, что каждая из марок электродов обладает своими особенностями применения. Если использовать не тот тип электрода, то сварной шов может не получиться.
Электроды, согласно нормативным документам, можно разделить по нескольким параметрам:
- назначения использования;
- вид покрытия и его толщина;
- механические свойства и состав покрытия.
Покрытие электрода
Покрытие проволоки может быть:

Виды покрытия электрода для сварки.
- Рутиловым. Оно выполнено из диоксида титана, который для напыления на проволоку используется в виде порошка. Применение этого покрытия позволяет получить качественный сварной шов. Такие электроды способствуют стабилизации при горении. Эта марка используется для соединения ржавых или влажных деталей. Малое количество образовывающихся при сварке брызг, способствует малому расходу металла при выполнении работ, шов при этом получается аккуратным. Они способны работать как при использовании оборудования, работающего на постоянном, так и на переменном токе. Стоимость их довольно высокая, но широта применения данного вида вполне это оправдывает.
- Ильменитовым. При покрытии проволоки к диоксиду титана добавляют железо. При работе образуется прочный эластичный шов.
- Основным.
В качестве материалов для покрытия используют карбонатовые и фтористые соединения.
Они устойчивы к воздействию изменяющимся температурам окружающей среды. Но существенным недостатком этого вида электродов является то, что их применение ограничивается только деталями, которые не имеют ржавой кромки. Однако их можно использовать при выполнении работы в любом положении и направлении (сверху вниз, снизу вверх). Их применяют для сваривания конструкций, которые в дальнейшем будут эксплуатироваться при низкой температуре с переменными или ударными нагрузками. Особенностью использования данных электродов является то, что они могут быть применены только в сварочных работах, которые ведутся постоянным током обратной полярности.
Кроме того, различают еще рутилово-основное и рутилово-целлюлозное покрытие. Электроды, которые покрыты первым из них, используются при прокладке трубопроводов любого назначения среднего или малого диаметра. Второе покрытие наносят на проволоку, которую будут применять при сварке толстого покрытия.
Дополнительные моменты
При выполнении сварки постоянным током существует 2 возможности, как подключить электрод к оборудованию:

Схема подключения электрода при сварке током прямой полярности.
- Если полярность прямая, электрод соединяют с зажимом «-», а деталь к «+».
- Если полярность обратная, то электрод соединяют с «+», а деталь с «-». Эта полярность используется при работе с металлами из тонкого листа, прожог при этом невозможен.
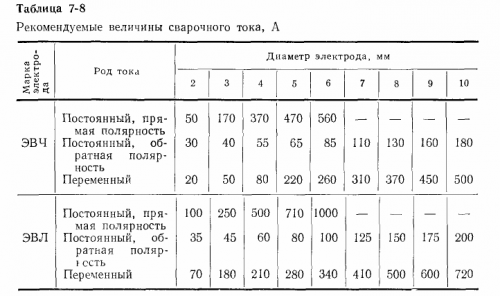
Взаимодействие 3-х характеристик сварки (диаметр электродов, толщина металла сварки, сила тока и вид тока) обуславливает способ выбора. Для этого используют соотношение, которое определяет, что для 30-40А силы тока принимается 1 мм диаметра проволоки. Если процесс сварки выполняется вертикально, то силу тока можно уменьшить на 15%.
Данное соотношение выглядит таким образом:

Таблица выбора электрода от толщины металла и силы тока.
- Диаметр 8-12 мм применим при силе тока 450 А при толщине металла более 8 мм. Длина швов составляет 35-45 см. Свариваемый металл может быть из любого вида стали.
- Диаметр 6 мм используют при силе тока 230-370 А, толщина металла 4-15 мм. Сварной шов имеет длину 35-45 см.
- Диаметр 5 мм используется при силе тока 150-280 А, металлические детали имеют толщину 4-15 мм. Образуется шов длиной 35-45 см.
- Диаметр 4 мм применяют, если сварка проходит при 100-220 А, толщина металла 2-10 мм. Тип выбора стали при выполнении сварки, не имеет значения.
- Диаметр 3 мм используется, когда сварка производится при силе тока в 70-100 А, а толщина металла является 2-5 мм.
- 2,5 мм применим, если соответствует сила тока 70-100 А при толщине 1-3 мм с длиной шва в 25-35 см.
- Диаметра 2 мм используется, когда сила тока составляет 50-70 А, металл имеет толщину 1-2 мм. Шов должен быть не более 25-30 см.
Электроды, диаметр которых 3 мм и менее, используются при сварке деталей, при производстве которых использована легированная сталь.
Кроме того, по цвету покрытия можно определить, какие именно добавки участвовали при его напылении. Для зеленого покрытия использован только вольфрам. Если покрытие синее, то к вольфраму добавили оксид лантана. Для получения белого покрытия электрода к вольфраму добавлен оксид циркония.

Все больше людей предпочитают загородную жизнь городским квартирам. Своей хозяйство требует много работы и обслуживания. Очень часто возникают моменты, когда надо сварить металл, например, починить забор. И здесь, чтобы сэкономить на вызове сварщиков, многие стараются самостоятельно освоить дуговую сварку. В статье речь пойдет о выборе сварочных электродов для различных металлов и сплавов.
Содержание:
Виды сварочных аппаратов
Чтобы понять, какие именно электроды понадобятся для сварочного аппарата при тех или иных работах, вначале надо разобраться с основными видами сварки.
Все сварочные аппараты разделяют на две группы:
- бытовые сварочники могут работать без перерыва непродолжительное время. Они предназначены для использования от обычной сети в 220 В с частотой 50 Гц, а показатель силы тока находится в пределах 200 Ампер. Таких характеристик сполна хватит, чтобы сварить забор, ворота, армированные каркасы или трубы. А это значит, что они оптимальны для домашнего хозяйства;

- профессиональные сварочники более универсальны и могут работать не только от 220 В, но и от 380 В. Они уже могут при работе выдавать силу тока свыше 200 Ампер. Внешне их нетрудно отличить от бытовых аналогов более крупными габаритами. В связи с чем, для удобства работы и передвижения, их оборудуют колесиками. Их применяют на стройках, на монтаже нефтяных и газопроводов и в других профессиональных отраслях, где требуется надежная сварка.
Принцип работы всех сварочных аппаратов, независимо от стоимости, основывается на применение постоянного или переменного тока. Этот параметр зависит от того, какого качества нужен получаемый шов, разновидность металла и пр.
На сегодняшний день первенство по популярности удерживают сварочники, работа с которыми осуществляется обычным электродом. Это надежные проверенные годами приборы, благодаря простой конструкции обладают высокой ремонтопригодностью.
Трансформатор
- Один из первых примитивных по конструкции моделей сварочного аппарата. Смысл его работы состоит в преобразовании переменного тока большого напряжения в меньшее, в итоге получается сваривание.
- По способу регулировки их делят на несколько основных видов: со стандартным магнитным рассеиванием, с увеличенным и тиристорные, оборудованные фазой регулировки. Основным их недостатком считается невозможность поддерживать постоянность дуги при сварке. К тому же, на качество шва в худшую сторону сказывается присутствие шлаковых образований и газовых выделений.
- Еще их недостатки – большие габариты и вес. Чувствительны к скачкам напряжения при большом ее расходе. Для работы с ним требуется опыт и сноровка, тогда получится сварить качественный шов. Их используют и по сей день, но только для черновой работы с дешевыми металлами.

Выпрямители
- Они уже совершеннее трансформаторов, с их появлением получилось исключить недостатки использования переменного тока. Их конструкция оборудована блоком полупроводников-диодов, который и позволяет преобразовывать переменный скачущий ток от сети в постоянный линейный. Данный аппарат удобен и понятен в использовании даже новичку, что делают его популярным.
- Все это позволило получать швы высокого качества и равномерной глубины на всем их продолжении. При сварке образовывается стабильная дуга высокой защищенности, которая защищает металл от разбрызгивания расплава.
Важно: для данного сварочного аппарата подойдут все виды электродов.
- Еще одно отличие от трансформатора – возможность варить алюминий, низколегированную и нержавеющую сталь.
Получается, что выпрямители удобны для использования в домашних условиях и подходят для работы с широким спектром материалов.
Инвертор
- На рынке они появились сравнительно недавно и сразу завоевали широкую популярность. На сегодня – это самый часто используемый сварочный аппарат. Имея небольшой вес и компактные размеры, инверторы обладают высокой мощностью и функциональностью. Новички выбирают их в первую очередь потому, что система настройки режимов работы полностью автоматизирована. Профессионалам такой инструмент позволяет существенно увеличить производительность труда.

- Первые модели инверторов способны работать только при стабильном напряжении, который может гарантировать электрогенератор. Современные аналоги уже имеют более модернизированную систему. Так, в нем присутствует специальный выпрямитель, который сглаживает синусоидный ток из сети в постоянный. Далее, он направляется в инверторный блок, где образовываясь обратно в переменный, получает большую частоту. После чего в трансформаторном блоке происходит понижение напряжения и, пройдя через силовой выпрямитель, получается мощный постоянный ток, создающий стабильную сварочную дугу.
К основным преимуществам инвертора относят:
- точные настройки для разных видов работ;
- независят от скачков напряжения в сети;
- создают высококачественные сварные швы;
- допускается работать даже с тонкостенными металлами;
- целый ряд дополнительных функций, которые удобны в работе: горячий старт, импульсная сварка, стабилизатор мощности, который предотвращает перегрев аппарата и опция предотвращение залипания электрода.
Важно: работать с инвертором можно электродами всех видов.
Полуавтоматы
- Для работы с ним электроды не потребуются, он работает газом. Это позволяет существенно ускорить работу, сделать шов сплошным и с глубоким проваром.
- Вместо электродов в полуавтомате используется проволока и разные виды газа, которые подбираются в соответствии с металлом.
Как выбрать электроды для сварки
На качество шва влияет не только сварочный аппарат, но и правильно выбранные электроды. На сегодняшний день рынок представляет широкий ассортимент электродов для сварки инвертором. Друг от друга их отличает не только материал покрытия, но и диаметр и ряд других характеристик, которые будут рассмотрены в данной статье.

Классификация сварочных электродов
Электроды, как правило, делят на две основные группы: плавящиеся и неплавящиеся. Первые изготавливаются из проволоки со специальным наружным покрытием, обеспечивающим стабильную сварочную дугу. Также способствуют защите обрабатываемого металла от газовых выделений и шлаковых брызг. Для работы с нержавейкой или медью их производят из специальных сплавов. А вот для аргоновой сварки рекомендуется использовать неплавящиеся электроды.
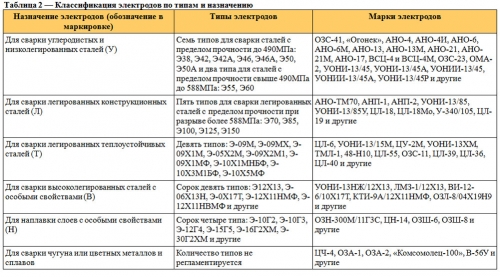
Более подробная классификация электродов выглядит следующим образом:
- проведение ремонта или наплавки;
- сварка углеродистой или низколегированной стали;
- сварка меди или любых медных сплавов;
- сварка чугуна и чугунных сплавов;
- сварка алюминия и алюминиевых сплавов;
- работа с металлами трудноподдающихся сварке;
- сварка высоколегированной стали;
- сварка сплавов с теплоустойчивыми свойствами.
Как выбрать электроды по типу покрытия стержневой проволоки электрода:
- основные электроды. Этот вид представлен наиболее популярной моделью УОНИ 13/155. С его помощью добиваются высококачественных сварных швов, отличающихся механической прочностью и устойчивостью к образованию кристаллизационных трещин. Основные электроды подходят для создания ответственных швов на конструкциях, которым предназначена эксплуатация в суровых условиях. Но они имеют и свои недостатки: неправильно выставленная дуга при работе, либо влажное покрытие могут привести к образованию пористой структуры. К тому же, работать с ними можно только на постоянном обратном токе;
- электроды с рутиловым покрытием. Наиболее популярный вид электрода этой группы МР-3. Они предназначены для сварки малоуглеродистого метала. Их достоинство заключается в устойчивой сварочной дуге не только на постоянном, но и на переменном токе. Независимо от пространственного месторасположения работы шов получается качественный с практически полным отсутствием брызг. Допускается варить ржавый или испачканный металл.
Диаметры сварочных электродов
Как уже писалось выше, электроды имеют различные диаметры. Этот параметр важен и оказывает наибольшее влияние на процесс сварки.

- Смысл заключается в том, при большем диаметре электрода, удастся сварить большую толщину металла, но при этом и потребуется добавить больше тока.
- Самый часто используемый размер – это 2,5 мм, этого вполне хватит для домашних работ, так как позволяет варить металл толщиной до 4 мм.
- На самом деле существует огромный выбор диаметров, но в широкой продаже, как правило, представлены только самые востребованные — от 1,5 мм до 6,0 мм. Шаг между размерами 0,5 или 1 мм. При необходимости приобретения электрода большего диаметра, не составит труда заказать его в магазине.
Совет: не всегда толщина металла служит единственным критерием при выборе электрода. Опытные сварщики знают, что важны еще и его свойства. К сожалению, узнать это можно только опытным путем, так как четких инструкций на это счет нет. Или попытаться узнать эту информацию на специализированных форумах или блогах.
Определившись с выбором толщины электрода надо понять, как к нему правильно подобрать ток, ведь эти два параметра напрямую взаимосвязаны. Так, при слишком сильном сварочном токе метал просто прожжется насквозь, а при слишком низком – не получится образовать дугу. Эти рекомендации даются производителем на коробке с электродами.
Как выбрать сварочные электроды с учетом режима работы и особенности металла
- В первую очередь выбор зависит от вида тока, которым будет производиться работа. В большинстве случаев инверторы создают постоянный ток, а при варке им электрод получится подключить двумя способами: при прямой полярности электрод присоединяют к «минусу», а свариваемый металл к «плюсу», при обратной полярности подключение меняют на противоположное.
- В первом случае выработка тепла будет выше, что особенно хорошо для толстостенной стали или крупных деталей, но это не всегда целесообразно. Например, обратная полярность выбирается при варке тонколистового металла, что позволяет снизить риск прожога. А при работе с высоколегированной сталью уменьшает перегрев.
Три кита, на которых держится принцип варки электродами – это диаметр изделия, толщина свариваемого металла и сила тока. Как уже писалось выше, чем толще металл, тем больший диаметр электрода потребуется. Но здесь существует один нюанс. При работе инвертором, толщина электрода будет влиять на рабочую плотность тока, снижая ее. Это приводит к нестабильности и колебанию дуги, что в свою очередь скажется на качестве шва – он станет более широким, а провар менее глубоким. Хорошо, если производитель сварочного аппарата указал все необходимые параметры сварочного тока, если таковых данных нет, то можно опираться на усредненные показатели:
- электрод диаметром 2 мм потребует силу тока 50-60 А;
- для электрода размером 2,5 мм этот показатель составит 60-90 А;
- изделие размером 3 мм варят током 80 -140 А;
- если диаметр электрода 4 мм , то ток должен находиться в пределах 130-160 А;
- при диаметре 5 мм потребуется уже профессиональный сварочник, который выдает ток 200 А;
- электрод 6 мм варят током не менее 220-240 А.
Марки импортных сварочных электродов
Зарубежные электроды довольно широко представлены на российском рынке. Они имеют свою маркировку, разобраться с которой несложно. Самый популярный бренд, который у нас представлен, называется ESAB. Он маркирует свои электроды буквенно-численными значениями. Вначале всегда идет OK, после которых прописываются 4 цифры.

Ниже расшифруем, какие электроды выбрать:
- ОК 46.00. Это электрод с рутиловым покрытием, аналог российского МР-3. Создаст шов с высокими характеристиками на переменном или постоянном токе. Подходит сварки углеродистых и низколегированных металлов.
- ОК 48.00. Способен работать исключительно на постоянном токе, при этом создает надежные швы. Что делает его популярным при работе с ответственными конструкциями.
- ОК 53.70. Идеален для варки труб, данные электроды относят к разновидностям специализированных.
- ОК 61.30 и ОК 63.20. Ими варят нержавейку.
- ОК 68.81. Рекомендуются для варки трудносвариваемых металлов;
- ОК 92.60. Предназначены для чугунных сплавов или при соединении чугуна с другим металлом;
- ОК 96.20. Потребуются для работы с алюминием.
Общие советы, как правильно выбрать электроды
Подведя итоги вышесказанного, для себя можно четко сформулировать основные критерии выбора электродов для работы инвертором.
- Выбор зависит от вида металла, его толщины и свойств. Если требуется сделать ответственный шов, лучше остановиться на продукции известных производителей, которые годами подтверждают качество своих электродов.
- При работе с углеродистой сталью ее поверхность должна быть абсолютно чистой. Если присутствуют следы ржавчины или загрязнений, которые нет возможности очистить, то выбрать нужно изделия с рутиловой обмазкой.
- При сварочных работах на ответственных объектах лучшим выбором станут основные электроды.

Электроды – устройство и принцип действия.

Появление новых видов сварок (MIG/MAG, TIG) немного расширило ассортимент материалов, применяемых для сварки, но основным расходным материалом сварочных работ до сих пор остаются плавкие штучные электроды для ручной сварки (MMA). Это неудивительно – снижение цен на компактные сварочные трансформаторы и сварочные инверторы привело к тому, что сварка перестала быть уделом специалистов и сварочный аппарат сегодня есть у многих. Соответственно, обилие различнейших электродов на прилавках может вогнать в ступор даже опытного мастера.
Вообще, большинство характеристик электродов имеет рекомендательный характер. Вполне можно при сварке переменным током железных деталей использовать электроды для нержавейки, да еще и предназначенные для постоянного тока. Но при неправильном использовании электродов качество шва будет намного хуже, да и процесс сварки может вызывать немалые затруднения. Поэтому, прежде чем начать использовать свежекупленный сварочный аппарат, надо разобраться, какие электроды подойдут к нему и к каждому конкретному свариваемому материалу.

Устроен электрод достаточно просто – металлический стержень из электропроводного материала, покрытый обмазкой (покрытием). Назначение стержня – создавать электрический контакт между анодом и катодом для поддержания электрической дуги и (в случае плавкого электрода) служить источником металла для шва. Основное назначение обмазки – создавать при горении газовую защиту для предотвращения окисления расплавленного металла. Кроме того, компоненты обмазки могут служить для стабилизации горения дуги, облегчения розжига дуги и изменения свойств металла шва.
Особенность использования покрытых электродов – в образующейся поверх сварочной ванны пленке продуктов сгорания обмазки — шлака. Шлак легче расплавленного металла, и, пока металл находится в жидком состоянии, шлаковая пленка покрывает его сверху, улучшая защиту сварочной ванны. Но если шов делается в несколько проходов, перед каждым последующим проходом остывший шлак следует счищать, иначе вкрапления шлака могут остаться в глубине шва, что очень сильно снизит его прочность. Также шлак следует счищать после окончания сварки, особенно, если предполагается последующая покраска сваренных деталей.
Различают три вида ручной сварки плавким электродом: переменным током, постоянным током прямой полярности и постоянным током обратной полярности.

При сварке переменным током анод и катод меняются местами с частотой питающей сети, дуга нестабильна и требует не только использования подходящих электродов, но и немалого опыта сварщика. Плюсом сварки переменным током является минимальное магнитное отдувание электрической дуги – отклонение дуги в сторону под действием электромагнитных сил, возникающих в свариваемых деталях. В большинстве случаев это преимущество не будет заметно, но иногда стыковые и угловые швы проще варить переменным током.
Кроме того, сварка переменным током оптимальна при сварке алюминиевых сплавов. Хотя наилучший эффект дает сварка алюминия TIG-методом в среде аргона, существуют и электроды по алюминию для MMA-сварки без создания защитной газовой среды, и ими лучше варить переменным током. В то же время сварка алюминия простой ручной сваркой сложна и требует от сварщика особых навыков и немалого опыта.
При сварке постоянным током следует иметь в виду, что анод (положительный полюс) всегда нагревается сильнее катода. Поэтому сварку током прямой полярности (когда вывод «+» подведен к детали, а «-» — к электроду) применяют при сваривании толстостенных элементов и при резке металла. А сварку обратной полярности – наоборот – при сварке тонкостенных элементов и при сварке металлов, не любящих сильного нагрева. Следует иметь в виду, что форма дуги при прямой и обратной полярности разная и пятно контакта дуги с металлом в случае обратной полярности имеет меньшую площадь. Вследствие этого при сварке постоянным током обратной полярности глубина проплавления больше, но площадь сварочной ванны меньше, шов тоньше.
Характеристики электродов.

Покрытие. Различные покрытия обусловливают различные свойства, и соответственно, применения электродов. Наиболее распространенными покрытиями являются рутиловое и основное.
Рутиловое покрытие хорошо зажигается даже при невысоком напряжении холостого хода аппарата, электроды с таким покрытием дают мало брызг, шов получается аккуратный, с низкой пористостью. Электродами с рутиловым покрытием можно варить детали, не счищая ржавчину, и продукты горения этого покрытия наименее токсичны. Из минусов рутилового покрытия – высокая вероятность образования трещин шва и обилие трудноудалимого шлака. Предназначены для сварки низкоуглеродистого металла как постоянным, так и переменным током. Начинающим сварщикам рекомендуется применять электроды именно с рутиловым покрытием.
Электроды с основным покрытием предназначены для образования швов высокой прочности, стойких к ударным нагрузкам. Шов стоек к появлению трещин, но при неправильно выставленных параметрах сварки, может иметь пористую структуру. Кроме того, для уверенного розжига таких электродов требуется высокое напряжение холостого хода сварочного аппарата. Варить такими электродами рекомендуется постоянным током обратной полярности.
Также на электродах встречается кислое покрытие (по свойствам близкое к рутиловому, но продукты его горения высокотоксичны), целлюлозное (близкое к основному) и ильменитовое, средние по свойствам между рутиловыми и основными.
Род тока. Выбирается исходя из особенностей сварочного аппарата. Сварочным трансформаторам не подойдут электроды, предназначенные только для постоянного тока. Обладатели же выпрямителей могут выбирать электроды сообразно имеющейся задачи.

Диаметр. Следует выбирать, исходя из толщины свариваемых деталей и возможностей сварочного аппарата. Таблица соответствия токов и диаметров обычно приведены на коробке электродов. Если на коробке таблицы нет, можно выбрать по усредненным данным:
Ориентировочная таблица соответствий токов сварки.
| Диаметр электрода | Толщина металла | Сварочный ток |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 6 | 10-24 | 220-320 |
Приоритет – у возможностей сварочного аппарата. Если аппарат позволяет использовать электроды максимум 4мм, то для сварки толстых (толще 10мм) деталей все равно придется использовать 4мм электроды – просто варить придется долго, в несколько проходов. Не стоит пытаться варить электродами, большими, чем это позволяется руководством по эксплуатации сварочного аппарата – тока не хватит для создания дуги и сварка будет просто невозможна.
Назначение. Выбирается исходя из материала предполагаемых к сварке деталей. Чаще всего можно варить детали и электродами для других металлов, но тогда надо быть готовым к тому, что свойства металла шва будут отличаться от свойств металла самих деталей. Поэтому для ответственных швов лучше все же подбирать соответствующие электроды.
А для наиболее ответственных швов, подверженных сжатию-растяжению или ударным нагрузкам, следует обратить внимание на показатели прочности и пластичности электродов: временное сопротивление , относительное удлинение , ударная вязкость и предел текучести . При выполнении ответственных швов надо следить, чтобы перечисленные показатели металла свариваемых деталей более или менее совпадали с аналогичными показателями электродов. Следует иметь в виду, что эти показатели электродов характеризуют не металл, из которого сделан электрод, а металл будущего шва. Свойства самого электрода могут быть другими, и излишняя пластичность электрода, призванного обеспечить упругий шов, не должна вводить в заблуждение.

Временное сопротивление (или статический предел прочности) показывает, при каком усилии произойдет разрушение детали.

Относительное удлинение показывает, насколько металл детали растянется перед началом разрушения.

Предел текучести – это напряжение, при котором начинается деформация детали.
Ударная вязкость характеризует устойчивость металла к ударным воздействиям. Если ударная вязкость электрода меньше ударной вязкости деталей, то при ударных нагрузках разлом произойдет именно по шву.

Положение сварки. Выбирая электрод, обратите также внимание на рекомендуемое положение сварки – некоторые электроды не позволяют вести сварку сверху вниз: сварочная ванна забивается стекающим шлаком. Поэтому, если у вас есть веская причина варить именно так, подберите соответствующий электрод.
Обработка электродов перед сваркой. Некоторые электроды перед применением требуют специальной обработки – например, выдерживания в температуре 190-300 градусов в течение некоторого времени. Если у вас нет возможности обеспечить такие условия, имейте в виду, что могут возникнуть затруднения при сварке, особенно при начальном её этапе.

При выборе электродов также обращайте внимание на вес упаковки: цена обычно указывается за коробку, а фасовка может быть самая различная – от 100г до 5кг и больше.
Покрытие большинства электродов боится влаги, варить «подмоченными» электродами намного сложнее – пока он не прогреется и не просохнет, будут происходить постоянные залипания и потери дуги. Поэтому покупку лучше производить в магазинах, обеспечивающих правильные условия хранения. Покупая электроды, осматривайте упаковку: цел ли полиэтилен упаковки, нет ли следов воздействия влаги на картонной коробке. Набравшие влагу электроды можно высушить в обычной духовке, но лучше все же подмокшие электроды не покупать.
Варианты выбора.

Начинающим сварщикам стоит выбирать электроды с рутиловым покрытием.

При повышенных требованиях к будущему шву следует обратить внимание на электроды с основным покрытием.
Владельцам сварочных трансформаторов следует выбирать из электродов, работающих на переменном токе.
Самые дешевые электроды – для сварки углеродистой стали. Они стоят от 100 до 200 р/кг в зависимости от производителя, материала покрытия и прочих характеристик.


Отправить ответ