
Приспособа для развальцовки трубок
Содержание:
- 1 Особенности выполнения развальцовки труб
- 2 Приспособления для работы
- 3 Советы по выбору инструмента
- 4 Ситуации, в которых может потребоваться развальцовка
- 5 Виды соединения элементов
- 6 Предназначение тормозных трубок
- 7 Когда требуется развальцовка тормозных трубок
- 8 Самостоятельная развальцовка
- 9 Плюсы и минусы развальцовки трубок своими руками
- 10 Сферы применения
- 11 Особенности технологии
- 12 Технология развальцовки трубок
- 13 Применяемое оборудование
- 14 Специфика развальцовки стали и алюминия.
- 15 Как выполнить развальцовку трубок
 Вальцевание, или развальцовка, медных труб — это технологический процесс, который заключается в деформации стенок в нужном для человека направлении. Такую операцию проводят в тех случаях, когда нужно надёжно и герметично соединить трубки из меди с разнообразными приборами и устройствами или для состыковки отдельных элементов трубопровода.
Вальцевание, или развальцовка, медных труб — это технологический процесс, который заключается в деформации стенок в нужном для человека направлении. Такую операцию проводят в тех случаях, когда нужно надёжно и герметично соединить трубки из меди с разнообразными приборами и устройствами или для состыковки отдельных элементов трубопровода.
На сегодняшний день трубки из меди очень распространены. Если их соединение должно быть разъёмным, то без развальцовки не обойтись. Развальцовщик для медных труб может быть различным: специальное серийно выпускаемое оборудование или простой набор инструментов, который качественно позволит выполнить этот процесс при соблюдении всех рекомендаций.
Особенности выполнения развальцовки труб
Развальцовка трубок из меди может потребоваться в таких ситуациях:
- Концы трубок, которые изготовлены из меди, нужно подготовить для их соединения с помощью пайки.
- Конец трубки необходимо подготовить для соединения его с прочими материалами при помощи муфты. В таких ситуациях при развальцовке подгоняют следующие геометрические параметры трубки: угол изгиба, внутренний и внешний диаметр и прочие.
- Тому концу трубки, который обрезали, необходимо придать нужную конфигурацию.
Для качественной развальцовки применяют специально изготовленные приспособления и инструменты, а также производят такие действия:
- Хорошо зачищается конец изделия, соединение которого нужно выполнить.
- Надевается специальная муфта на зачищенный конец.
- При помощи специального приспособления или инструмента развальцовывается конец изделия до тех пор, пока угол расширения не составит 45 градусов.
- После того как процедура завершится, из приспособления извлекается конец изделия. После этого разрешено сразу же начинать соединение.
 Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если трубку из меди нужно развальцевать для того, чтобы с помощью пайки осуществить её соединение, то последовательность ваших действий должна быть следующей:
- Тщательно зачистите конец изделия, которое следует развальцевать (лучше всего для этих целей применять специально предназначенные щёточки).
- С помощью специально предназначенного устройства конец трубки, изготовленной из меди, расширяют до таких размеров, чтобы можно было вставить в него конец второй трубки. Но между соединительными элементами при этом должен выдерживаться зазор в 0,124 миллиметра. Для этих целей применяется измерительный прибор.
- На внутреннюю часть развальцованного участка трубы наносится флюс равномерным слоем. Он необходим для обеспечения герметичного и надёжного соединения.
- В развальцованное изделие вставляется второй элемент соединения на глубину, равную диаметру трубки.
- С помощью паяльной лампы, электрического паяльника или газовой горелки нужно прогреть место будущего соединения до тех пор, пока припой начнёт плавиться.
- Все зазоры между краями соединительных труб из меди заполняются расплавленным припоем. Вследствие этого формируется герметичное и надёжное соединение.
После того момента, когда будет сформировано соединение двух медных трубок необходимо положить их на горизонтально расположенную поверхность и подождать полного остывания.
Приспособления для работы
Для развальцевания своими руками трубок, изготовленных из меди, применяют специальные приспособления. Они могут быть двух видов:
- С ручным приводом.
- С электрическим приводом.
 Они используются для монтажа систем отопления, водоснабжения и кондиционирования. Инструменты с электрическим приводом чаще всего совмещают в себе несколько функций: можно не только развальцевать при их помощи трубку из меди, но и согнуть её под тем углом, который вам необходим.
Они используются для монтажа систем отопления, водоснабжения и кондиционирования. Инструменты с электрическим приводом чаще всего совмещают в себе несколько функций: можно не только развальцевать при их помощи трубку из меди, но и согнуть её под тем углом, который вам необходим.
Каждое приспособление для развальцовки трубок работает, основываясь на принципе пластической деформации.
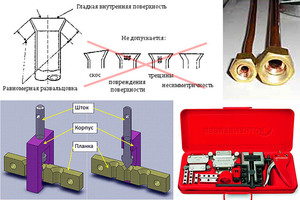
Именно по этой причине важным является тот факт, чтобы оно с такими процессами могло справляться очень бережно и не нарушать гладкость внутренней поверхности стенок и однородность структуры материала, а также сохранить равномерную толщину стенок.
Для качественной развальцовки трубок из меди можно применить приспособления, указанные далее.
Ручной шаблон
Это приспособление, имеющее конусообразную форму, оно изготавливается из сплава, который тверже меди. К достоинствам подобного приспособления относят простоту в применении и низкую цену. Но при его использовании могут разрываться стенки изделия из меди. А это значит, что о высоком качестве развальцовки не может быть и речи.
Механический развальцовщик
Главным рабочим органом этого устройства является валик, который состоит из твёрдого сплава. Перекатываясь по краю медного изделия, валик придаёт ему необходимую конфигурацию. При работе механическим развальцовщиком можно сделать равномерную деформацию участка трубки, который обрабатывается, а на её конце формировать стенки с одинаковой толщиной и высоким качеством их внутренней части.
Развальцовщик с наличием электрического привода
В этом инструменте есть набор насадок, которые меняются в зависимости от необходимой толщины стенки. Электрический развальцовщик позволяет обрабатывать медные трубки с меньшими трудозатратами и большей производительностью. К недостаткам такого прибора можно отнести его высокую цену. Аккумулятор способен отработать примерно 100 операций.
Эспандер
Это устройство ручное. Оно позволяет за одно движение развальцевать конец медного изделия, работая по принципу рычажного механизма. Несмотря на то что конструкция инструмента довольно проста, есть и определённые недостатки. Одним из них, и, пожалуй, наиболее существенным, является тот факт, что контролировать толщину стенок изделия, которое подлежит обработке, невозможно. Исходя из этого можно сделать вывод о том, что о качественном результате говорить не приходится.
Советы по выбору инструмента
 Медную трубку развальцевать несложно, учитывая высокую степень пластичности такого материала. Но для получения хорошего и качественного результата при выполнении такой технологической процедуры, нужно выбирать только специализированные приборы и инструменты. Если пользоваться простейшими приспособлениями, к которым можно отнести эспандеры и болванки, то результат может быть негативным:
Медную трубку развальцевать несложно, учитывая высокую степень пластичности такого материала. Но для получения хорошего и качественного результата при выполнении такой технологической процедуры, нужно выбирать только специализированные приборы и инструменты. Если пользоваться простейшими приспособлениями, к которым можно отнести эспандеры и болванки, то результат может быть негативным:
- Если стенки изделия небольшой толщины, то они будут загибаться.
- При воздействии такого инструмента на стенки изделия могут возникать его разрывы.
- Добиться равномерной толщины стенки практически невозможно. В итоге такой результат отразится на надёжности формирования соединения.
Преимуществами при применении специализированных инструментов являются такие факторы:
- После развальцовки внутренняя поверхность изделия становится идеально ровной и гладкой.
- Даже если вначале процесса не было равномерной толщины стенок изделия, то в процессе развальцовки этот параметр будет достигнут.
- Практически исключены разрывы стенок трубки из-за постепенной деформации.
Кроме того, применение специального оборудования позволит качественно и оперативно развальцевать конец изделия даже тому человеку, который ранее своими руками такую процедуру не осуществлял.
В развальцовочный набор могут входить такие инструменты:
- Пружины для изгибания труб.
- Труборасширитель.
- Труборез.
- Ример.
- Эксцентриковая вальцовка.
Для более качественной развальцовки необходимо особое внимание уделить выбору инструментов. Необходимо опираться на такие параметры, как:
 Наличие на поверхности обрабатываемого изделия соединительных швов.
Наличие на поверхности обрабатываемого изделия соединительных швов.- Необходимость формирования канавок на той части трубы, которая подлежит обработке.
- Толщина стенок изделия, которое будет обрабатываться.
- Длина между центрами внутренних отверстий в медной трубке (в том случае если приспособление, которое вы выбрали для развальцовки, позволяет одновременно обрабатывать несколько изделий).
- Расстояние, на которое трубка будет над рабочей поверхностью выступать.
- Глубина развальцовки.
- Внутренний и наружный диаметр изделия.
- Характеристики того материала, из которого трубка была изготовлена. Особое внимание уделяется степени его пластичности.
Практически все инструменты, которые специально предназначаются для развальцовки трубок из меди, находящиеся в продаже на сегодняшний день отличаются универсальностью. С их помощью можно медные трубки обрабатывать в достаточно широком диапазоне их наружных и внутренних диаметров. В комплекте к такому инструменту идут сменные насадки, определяющие широкий спектр применения.
Ситуации, в которых может потребоваться развальцовка
 На сегодняшний день существует очень большой ассортимент медных трубок и соединительных элементов. Именно из-за этого подобрать необходимый фитинг или профиль не составит никакого труда. Но несмотря на это, бывают моменты, когда развальцовки деталей в домашних условиях не избежать. Развальцовка может потребоваться в таких случаях:
На сегодняшний день существует очень большой ассортимент медных трубок и соединительных элементов. Именно из-за этого подобрать необходимый фитинг или профиль не составит никакого труда. Но несмотря на это, бывают моменты, когда развальцовки деталей в домашних условиях не избежать. Развальцовка может потребоваться в таких случаях:
- Изделие необходимо подогнать под определённый точный размер.
- На данный момент необходимые фитинги для покупки недоступны.
- Не изготавливается продукция требуемой формы.
Виды соединения элементов
На сегодняшний день применяются два способа соединения медных труб: муфтами и пайка. Способ, который вы выберете в процессе работы, полностью повлияет на ход ваших действий.
При соединении изделий муфтами необходимо придерживаться такого порядка действий:
- Нужно хорошо зачистить края трубы.
- На торец трубки необходимо надеть муфту.
- После этого в работу необходимо включить развальцовщик. В него нужно вставить подготовленную трубу и проворачивать винт оборудования до тех пор, пока угол изгиба не достигнет 45 градусов.
- После этого из развальцовщика следует достать обработанное изделие и при помощи муфты соединить его с другим элементом.
Специалисты рекомендуют новичкам и неопытным домашним мастерам после развальцовки применять муфтовое соединение труб.
При соединении труб пайкой выполните следующие действия:
 При помощи специальной щётки хорошо зачистите края трубы.
При помощи специальной щётки хорошо зачистите края трубы.- Трубу вставьте в развальцовщик, а края её расширьте таким образом, чтобы можно было в неё вставить вторую трубу. При этом между трубками должен быть небольшой зазор.
- Нанесите флюс на трубу, которую поместили внутрь и вставьте её в развальцованную сопрягаемую трубу. Глубина вставки должна равняться диаметру трубки.
- Прогрейте стык двух труб при помощи газовой горелки или паяльника. Припой должен будет хорошо расплавиться и полностью удалить зазор между поверхностями трубок.
- Поместите спаянные элементы на горизонтально расположенную поверхность и дождитесь остывания до температуры воздуха. Только после остывания можно работать со спаянной трубой.
Когда будете выбирать прибор для развальцовки, учтите диаметр изделий, с которыми вы планируете проводить работы. Для систем отопления диапазон сечения колеблется в пределах 32—40 миллиметров. А для систем кондиционирования применяются изделия, диаметр которых не превышает 16 миллиметров. А ещё нужно опираться на такие критерии, как качество получаемого раструба и возможность использования сменных насадок для различного сечения труб.
Для обширной армии автомобилистов, привыкших выполнять ремонт машины самостоятельно, появление новых инструментов и приспособлений в арсенале уже имеющихся – само собой подразумевающаяся неизбежность. Сегодня речь пойдёт о ремонте тормозной системы, которая очень часто требует замены тормозных трубок. Эти элементы больше других подвержены воздействию внешних факторов, что и сказывается на их состоянии. Но осуществить их замену можно только при наличии специализированного инструмента, с помощью которого выполняется развальцовка трубок. Нет инструмента – выполнить эту операцию не удастся. Это означает, что придётся всё же ехать на ближайший автосервис. Или идти в автомагазин, чтобы стать обладателем ещё одного очень полезного приспособления.

Предназначение тормозных трубок
Любая гидравлическая система нуждается в наличии магистралей, по которым жидкость подаётся в рабочие механизмы. Тормозная система автомашины не является исключением, но здесь имеются свои особенности. Связаны они как с конструкцией тормозов, так и техническими характеристиками используемой рабочей жидкости, к которой предъявляются весьма жёсткие требования:
- она должна не закипать при температурах, превышающих 200 градусов;
- не терять текучесть в сорокаградусный мороз;
- не быть агрессивной к резиновым деталям тормозной системы;
- не приводить к коррозии.
Последний пункт особенно важен для тормозных трубок, являющихся неотъемлемой частью ТС современного автомобиля. Рассмотрим принцип работы типовой тормозной системы.
Алгоритм остановки транспортного средства связан с выполнением следующих действий:
- водитель при возникновении необходимости снизить скорость движения машины вплоть до полной её остановки нажимает с соответствующим усилием на педаль тормоза;
- шток педали напрямую воздействует на поршень главного тормозного цилиндра, приводя его в действие;
- поршень, двигаясь в цилиндре, воздействует на тормозную жидкость, создавая определенное явление;
- жидкость, сжимаемость которой близка к нулю, движется по магистрали и воздействует на тормозные цилиндры, расположенные на каждом из колёс;
- поршни передают импульс движения на тормозные колодки, которые, прижимаясь к дискам, и создают тормозное усилие, притормаживая вращение колёс.
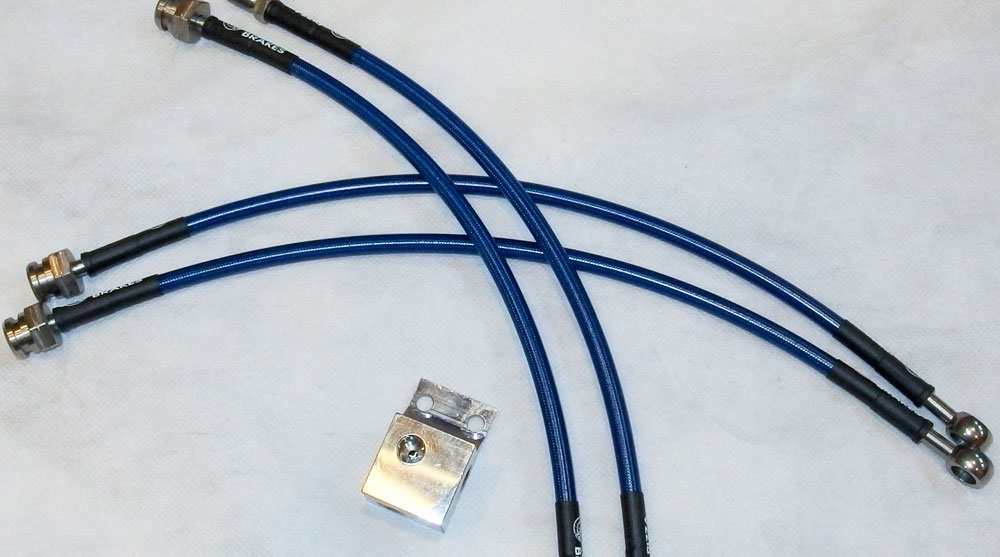
В этой цепочке тормозные трубки являются составной частью гидромагистрали, по которой движется рабочая жидкость. Их задача – не допустить подтеканий ТЖ, поэтому особое значение приобретает качество их соединения с другими элементами тормозной системы. Вот для этого и используется технологическая операция, называемая развальцовкой.
Её сущность заключается в деформировании оконечного участка трубки таким образом, чтобы равномерно увеличить её диаметр (противоположная операция, заключающаяся в сужении диаметра кончика трубки, называется завальцовкой). Развальцовка нужна для того, чтобы обеспечить максимально герметичное соединение трубок друг с другом или трубки с коллектором.
Поскольку, как мы уже отмечали, тормозные трубки подвержены механическим воздействиям, они могут получить повреждение, ставшее причиной разгерметизации системы – в этом случае требуется немедленная операция по их замене. Естественный износ – более распространённая причина замены этой компоненты тормозной системы.
Сама процедура развальцовки трубки состоит из трёх этапов:
- определение требуемого зазора между трубной решёткой и кончиком трубки;
- развальцовка и трубки, и трубной решётки;
- снятие демпфирующей нагрузки с внутренних стенок трубки.
Технология деформации требует, чтобы металл тормозной трубки подвергался так называемой пластической деформации, а металл решётки – упругой деформации. Для обеспечения этого условия решётка изготовляется из более твёрдого металла, что позволяет после завершения этапа развальцовки трубной решётке целиком «обхватить» трубку.
Обеспечение требуемой герметичности такого соединения осуществляется посредством применения метода контактного давления, образующегося между наружными поверхностями контактирующих деталей. В некоторых случаях технология соединения развальцованных кончиков труб предполагает использование сварки – такой метод называют комбинированным.
В заводских условиях развальцовка осуществляется с применением специального станка, оснащённого приводом гидравлического, пневматического или электрического типа, предусматривающего возможность контроля за скоростью вращения. Именно на привод ложится задача обеспечения требуемой надёжности соединения.
При замене тормозных трубок развальцовка осуществляется с использованием специального инструмента, который можно приобрести в автомагазине.
Когда требуется развальцовка тормозных трубок
Тормозная жидкость, обеспечивающая соблюдение ряда вышеописанных требований, обладает высокой гигроскопичностью, то есть способностью впитывать влагу. Это – расплата за уникальный комплекс характеристик, поэтому так важна полная герметичность магистрали. Попадание в систему воздуха чревато тем, что под воздействием высокой температуры он существенно увеличивает сжимаемость жидкости. А это означает, что нажатие на педаль тормоза приведёт к собственно торможению с некоторой задержкой, что недопустимо из соображений безопасности движения. И чем больше воздуха будет в системе, тем ощутимее будет задержка.
Проявляется разгерметизация вполне определённой симптоматикой – существенным увеличением тормозного пути, провалами педали и появлением посторонних звуков при торможении.
Утечка жидкости обычно сопровождается перегревом тормозных барабанов, поскольку температура кипения жидкости, разбавленной воздухом, заметно падает. Как следствие, тормозные колодки начинают изнашиваться более интенсивно и, что особенно неприятно, неравномерно.
Ещё один явный признак нарушения целостности тормозной магистрали – уход автомобиля при торможении от первоначальной траектории движения.
Отметим, что поломка тормозных трубок (вернее, необходимость их замены) может быть вызвана и другими причинами:
- деформация и трещины шестигранной головки;
- засорение резьбовых соединений;
- закоксовка тормозной жидкости в местах сопряжений.
От подобных неприятностей не застрахован ни один автомобиль, поэтому так важно периодически (минимум раз в год) проводить тестирование тормозной системы в целом. Диагностика составных частей тормозной магистрали должна осуществляться каждые 50 тысяч километров, регламентная замена резиновых шлангов и трубок производится каждые 125 тысяч километров, причём независимо от их состояния.
А поскольку замена этих элементов требует специальной обработки, рассмотрим, как развальцевать тормозную трубку своими руками и какие инструменты для этого потребуются.
Самостоятельная развальцовка
В промышленных условиях для развальцовки труб используются специальные высокопрочные валы, при этом профиль оконечности труб формируется в результате многократной их прокатки. Такой вальцовочный станок позволяет выполнить деформацию максимально точно и равномерно.
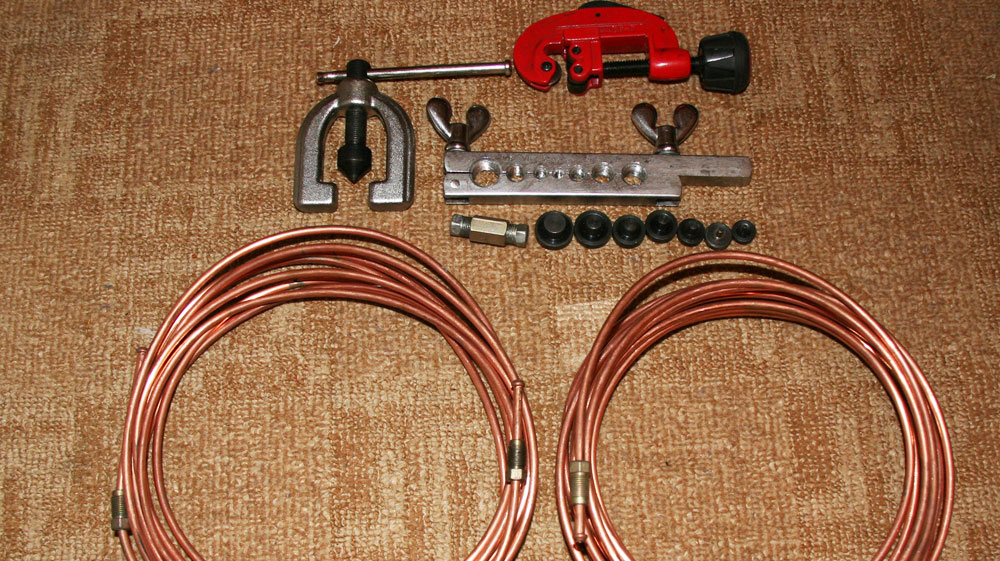
При самостоятельно развальцовке обычно используют наборы, которые можно приобрести через интернет или в специализированных магазинах. Такой комплект включает в себя труборез, зажим, а также штампы с отверстиями разных диаметров (с метрическим или дюймовым обозначением размеров) для развальцовки с применением конусного винта.
Многие автовладельцы, чтобы в домашних условиях развальцевать тормозную трубку, используют более примитивный способ, не требующий приобретения вышеописанного приспособления – коническую болванку с нужным углом. Если трубка изготовлена из меди (такие сейчас встретишь не часто – производители в целях экономии массово переходят на металл), она обладает достаточной пластичностью для выполнения такой операции своими силами. Но от вас потребуется не просто сила, а точно дозированные усилия при натяжке кончика медной трубки на конус. Любой перекос при ударе – и результат может оказаться неудовлетворительным: от разрыва вальцуемой поверхности в месте, на которое пришёлся более сильный удар, до замятия слишком истончённой при такой обработке поверхности. Так что данный способ вряд ли можно рекомендовать в качестве приемлемого – к нему следует прибегать только в случае крайней необходимости.
Гораздо более предсказуемые результаты получаются при использовании экспандера. Здесь также нужно будет применять физическую силу, но сам процесс упрощается, поскольку натяжка трубы на одну из сменных насадок осуществляется с помощью вращающейся рукоятки.
 Экспандер для труб
Экспандер для труб
Экспандер позволяет развальцевать трубку до нужного диаметра достаточно быстро, всего за один подход, однако и здесь стопроцентный результат не гарантирован. Главный залог успеха – качество самой трубки. Если оно плохое, то есть стенки не идеально ровные (имеют разную толщину на определенном участке, подвергающимся обработке), то и в этом случае тонкие стенки растянутся больше, толстые – меньше, и в результате развальцовка получится не идеальной. Попытки «дожать» соединение могут закончиться плачевно – его поломкой или смятием.
Классический инструмент для развальцовки тормозных трубок представляет собой комплект валиков, произведённых из твёрдосплавных материалов. Валики прокатываются по поверхности обрабатываемой трубы, каждый раз с всё большим усилием. В результате развальцовка производится плавно, а все те неприятности, которые характерны для более примитивных инструментов, здесь невозможны. Каждый новый оборот валики увеличивают диаметр заготовки на минимальную величину, и такая постепенная растяжка переносится металлом очень хорошо.
Подобный метод применим даже в отношении неидеальной заготовки, поскольку при наличии участков с более толстыми стенками они раскатываются до требуемой величины, при этом поверхность трубки становится ровной и гладкой, без каких-либо дефектов и шероховатостей.
Ещё один распространённый метод развальцовки – использование твёрдотельного конуса, который вдавливается с определённым усилием в трубку, предварительно укреплённую в тисках. Качество такого способа сравнимо с использованием валов, но здесь важно остановиться именно на той глубине вжатия, которая соответствует нужному диаметру развальцовки.
Безусловно, идеальным решением было бы приобретение готового станка заводского изготовления. Но если вы относитесь к категории умельцев, старающихся всё сделать самостоятельно, в том числе и редко используемые инструменты, развальцеватель для медных трубок тоже можно изготовить в домашних условиях. Без этого инструмента обеспечить надёжное соединение тормозных трубок не получится.
 Набор для развальцовки и резки трубок
Набор для развальцовки и резки трубок
Главное условие – металлические заготовки должны быть прочными, это позволит использовать приспособление на протяжении десятилетий. Конструкция такого развальцовщика довольно проста – она представляет собой станину, изготовленную из двух равных по размерам уголков.
Нам потребуются следующие инструменты и материалы:
- сверлильный станок;
- станок для заточки;
- болгарка;
- уголки (100 х 32 х 5 мм., 2 шт.);
- оправки (можно изготовить самостоятельно или попросить выточить у знакомого токаря);
- болты М8 (2 шт.).
Сам инструмент для развальцовки делается очень просто: оба уголка скрепляются с помощью болтового соединения, после чего в основании станины просверливаются отверстия, на краю которых делается фаска. Подобный инструмент позволит вам производить почти идеальную развальцовку тормозных трубок, независимо от их длины.
Алгоритм обработки труб таким самодельным приспособлением практически не отличается от способа развальцовки с использованием покупного заводского станка:
- устанавливаем заготовку в держатель и фиксируем её таким образом, чтобы внешний край, подвергающийся обработке, выступал за края примерно на 5-6 миллиметров;
- устанавливаем на трубку конус подходящего диаметра;
- после того, как одеты штуцеры, убеждаемся, что направление резьбы оказалось разнонаправленным (если смотреть со стороны кончика заготовки, резьба должна быть направленной друг от друга);
- начинаем вкручивать в заготовку конус, что приведёт к равномерному расплющиванию края трубки. Работать нужно не спеша, следя за тем, чтобы конус не перешёл вглубь дальше положенного значения;
- вынимаем деталь, аккуратно избавляемся от заусениц.
В итоге получаем аккуратную, качественно развальцованную деталь, которую можно использовать по прямому предназначению. Возможно, первый опыт может оказаться не слишком удачным, но, наловчившись, вы сможете обрабатывать края тормозных трубок столь же хорошо, как и с использованием заводских инструментов.
Плюсы и минусы развальцовки трубок своими руками
Можно не сомневаться, что, работая для себя, вы отнесётесь ко всем этапам технологического процесса с максимально возможной ответственностью и усердием. Разумеется, при этом вам не нужно будет куда-то ехать и кому-то платить за выполнение подобной работы.
Но есть и очевидные минусы – мы уже приводили примерные сроки регламентной замены тормозных трубок. А поскольку они выходят из строя относительно редко, вполне возможно, что приобретённым или изготовленным самостоятельно инструментов вам доведётся воспользоваться один, от силы два раза. Впрочем, если вы являетесь обладателем сильно изношенного авто, вполне вероятно, что замену трубок придётся производить намного чаще.
Осуществлять развальцовку тормозных трубок своими руками – задача несложная, но при условии наличия специализированного инструмента. А что выгодней – покупать его, изготавливать самостоятельно, или всё же отнести трубки специалистам, вы должны решить сами. Главное – чтобы тормозная система вашего автомобиля всегда находилась в идеальном состоянии.
Лучшие цены и условия на покупку новых авто
Развальцовка — это процесс по частичному изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра путем заданной деформации металла.
Сферы применения
Применение на практике развальцовки труб имеет несколько специфичное положение. Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
- В энергетической промышленности при изготовлении решеток водотрубных теплообменников с целью создания прочного герметичного соединения между медными или латунными трубами и цилиндрическими отверстиями стальной трубной решетки. А также на предприятиях жилищно-коммунального хозяйства для уже соответственно ремонта этих водотрубных теплообменников. Развальцовку все реже используют для закрепления труб в различном котельном оборудовании как конденсаторы, парогенераторы, экономайзеры и маслоохладители.
- В сфере бытового хозяйства для создания разъемных соединений из медных трубок, при монтаже систем кондиционирования. С помощью медных трубок и соединяют внешние и внутренние блоки сплит-системы, по которым и циркулирует хладагент.
- В пищевой отрасли при изготовлении промышленных холодильных камер для создания надежных разъемных соединений медных и латунных трубок непосредственно на месте монтажа оборудования, позволяя со стандартным оборудованием вписываться в любую конфигурацию помещений.
- В альтернативной энергетики при монтаже тепловых насосов, для соединения медных трубок по полной аналогии со сплит-системами.
- На предприятиях автопрома при изготовлении быстроразъемных соединений стальных трубок для гидравлической тормозной системы или медных трубок для гидравлической системы сцепления автомобиля. А также развальцовку методом штамповки применяют при изготовлении различных радиаторов охлаждения для двигателей внутреннего сгорания.
Особенности технологии
В современном автомобилестроении существует восемь видов развальцовки медных, латунных, алюминиевых и стальных трубок. Их применяют для создания разъемных соединений различных гидравлических и топливных систем в современных автомобилях. Большинство видов этих развальцовок производится промышленным способом на специальных станках в заводских условиях.

Но основные три типа развальцовки являются наиболее распространенными и применяются как в автомобилестроения, так и при монтаже различного энергетического оборудования. К ним относится:
- простая одинарная развальцовка под конус типа «D», делается под углом в 45 градусов в виде одинарной воронки, для ее изготовления подойдет большинство ручных приспособлений для развальцовки трубок;
- двойная развальцовка трубок под конус типа «E» также выполняется под углом в 45 градусов в виде одинарной воронки с двойным усиленным краем трубки, для ее выполнения подойдет уже более специализированный инструмент для развальцовки со специальными насадками;
- одноразовая развальцовка стальных труб под грибок типа «F», выполняется специальной эксцентриковой развальцовкой.
Развальцовка труб является достаточно непростой в технологическом плане операцией и требует тщательной подготовки. Поэтому для получения качественного соединения с помощью развальцовки необходимо выполнять и соблюдать следующие условия:
- срез трубы должен быть идеально ровным,
- стенки трубы, предназначенной под развальцовку, должны иметь одинаковую толщину по всему диаметру;
- место развальцовки должно быть идеально ровным и гладким, при этом не должно иметь следов остаточной деформации и трещин.
Технология развальцовки трубок

Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.
Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.
Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.
Совет: как и при любой обработке металлических изделий, рекомендуется место развальцовки заранее смазать небольшим количеством машинного масла.
Применяемое оборудование
Экспандер — это самое простое и незамысловатое приспособление для развальцовки трубок небольшого диаметра, которое представляет собой  устройство со сменными насадками, позволяющее развальцовывать трубки за одну простую операцию. Правда, особого качества от экспандера ожидать не надо, да и для работы с ним необходима определенная сноровка.
устройство со сменными насадками, позволяющее развальцовывать трубки за одну простую операцию. Правда, особого качества от экспандера ожидать не надо, да и для работы с ним необходима определенная сноровка.
Следующей категорией ручного инструмента для развальцовки служат различные наборы, в комплект которых, как правило, входят:
- две планки основания со специальной формы отверстиями, соответствующих основным типоразмерам стальных и медных трубок, в количестве от 5 до 11 штук в зависимости от комплектации и цены,
- приспособление развальцовки с резьбой для крепления пяти сменных штампов.
- набор сменных штампов.
Нередко такие наборы комплектуют ручными роликовыми, предназначенными для резки алюминиевых, латунных, медных, стальных и металлопластиковых труб с диаметром от 3 до 29 мм включительно.
Стоит отметить, что по многочисленным отзывам на форумах в интернете пользователи обращают внимание на прямую зависимость качества и надежности в работе таких инструментов от стоимости наборов. Как правило, дешевый станок для развальцовки трубок быстро ломается и не рекомендуется для использования при больших объемах работ.
Следующей категорией приспособлений являются различные виды станков для развальцовки трубок. Они отличаются более надежными и качественными узлами, высокой стоимостью и предназначаются для профессионального применения.
На станках развальцовку труб производят с помощью электрического, гидравлического или пневматического привода с применением контроллеров крутящего момента для полной автоматизации рабочих процессов.
Специфика развальцовки стали и алюминия.
При развальцовке стальных или алюминиевых трубок, в отличие от медных и латунных труб, операцию раскатки необходимо проводить медленно, производя постоянный контроль за состоянием поверхности, так как при приложении чрезмерного давления можно получить разрывы при растяжении металла. Это связано с тем, что стальные и алюминиевые трубки обладают меньшей пластичностью, поэтому при формировании грибка или конуса могут образоваться многочисленные микротрещины.
При неуверенности в достаточной пластичности материала стальных или алюминиевых трубок их рекомендуется предварительно перед развальцовкой нагревать соответственно для стали до 500-600⁰ C, а для алюминия до 200-300⁰ C.
Как выполнить развальцовку трубок
Вам необходимо поменять стальную или медную трубку в вашем автомобиле, а специализированный инструмент для развальцовки отсутствует, причем идея найти его или купить связана с определенными трудностями. Вот тут и пригодиться совет, как развальцевать трубку своими руками.
- Для начала берем два небольших деревянных бруска, подобрав размеры и толщину так, чтобы можно было зажать их в обычных тисках.
- Зажимаем выбранные бруски в тисках и по центру шва их соединения сверлим сквозное отверстие диаметром той самой стальной или медной трубки, которую вам надо развальцевать.
- Далее, с одной стороны отверстия сверлом большего диаметра высверливаем небольшое конусообразное углубление. Все основание готово.
- Закрепляем трубку в изготовленном основании из двух деревянных брусков и прочно зажимаем всю конструкцию в тисках. Трубка должна возвышаться на один-два миллиметра над поверхностью брусков.
- Берем стальной шарик от подшипника диаметром примерно в полтора-два раза большим, чем у трубки и не очень сильными ударами молотка начинаем процесс развальцовки. Если трубка начнет проскальзывать в деревянном основании, то, по необходимости, обматываем ее тонкой наждачной бумагой.
Совет. Если «развальцованное» соединение подтекает, то для устранения течи можно подложить тонкую свинцовую шайбу между трубкой и штуцером.
Если вы знаете свой способ развальцовки или у вас есть особый опыт в этом деле, поделитесь им в блоке комментариев.


Отправить ответ