
Приспособление для шлифования плоскостей
Содержание:
Существуют различные приспособления для ручной и механизированной шлифовки. Все их можно разделить на два основных вида.
- Инструменты, выполняющие непосредственно саму обработку детали — ручные устройства, к которым относятся шлифблоки (колодки, бруски) и шлифовальные насадки на дрель или болгарку, представляющие собой всевозможные опорные тарелки и барабаны.
- Устройства, обеспечивающие необходимое положение шлифовального инструмента относительно детали — направляющие, опорные поверхности и т.п.
К отдельному виду можно отнести приспособления для пылеотвода, которыми в силу обилия и вредности шлифовальной пыли также не стоит пренебрегать.
Ручные приспособления для шлифовки
К наиболее простым ручным устройствам относятся шлифовальные колодки, которые могут носить названия: шлифблоки, шлифовальные бруски и т.п. В зависимости от их формы ими можно обрабатывать как плоские, так и фасонные поверхности.
Шлифовальная колодка состоит из трех основных элементов — корпуса с рабочей поверхностью, на которую натягивается шкурка, зажимного механизма, фиксирующего шкурку на колодке, и ручки, к которой прилагают усилие при шлифовке. Последняя в качестве самостоятельного элемента может и отсутствовать, в этом случае ее роль выполняет корпус. Зажимной механизм также может заменяться другими элементами, выполняющими его функцию, например, или липучкой.
Выпускается множество видов фирменных колодок, отличающихся друг от друга формой и способом крепления наждачной шкурки. Корпус чаще всего изготавливается из пластмассы, рабочая поверхность которой покрыта мягким материалом, способствующим сглаживанию неровностей.
Простейшие колодки для шлифования нетрудно изготовить и самому. Лучше всего для этого подходит дерево. Рабочую поверхность желательно оклеить или оббить мягким материалом, например войлоком.
Наиболее простая конструкция бруска представляет собой два куска доски или ДСП, стянутых друг с другом шурупами — таким образом, чтобы шкурка обтягивала нижний кусок, а ее концы зажимались между деталями.
Если приложить чуть больше старания, то можно изготовить более функциональный брусок, в котором зажим шкурки будет осуществляться барашковой гайкой, что намного быстрее и удобнее, чем использовать для этого шурупы.
Для обработки больших поверхностей, если по каким-то причинам не подходит электроинструмент, лучше всего изготовить себе шлифовальный "рубанок". Его возможная конструкция приведена на рисунке ниже. Она настолько проста, что не нуждается в пояснениях. Размеры устройства определяются конкретными условиями работы — параметрами обрабатываемой плоскости и физическими данными работающего.
Для шлифовки кромок, располагаемых под углом строго 90° к смежной поверхности, полезным будет приспособление, позволяющее обеспечить требуемый прямой угол. Оно изображено схематично, конкретная реализация может быть любой.
Одной из основных задач при изготовлении самодельных брусков является надежное крепление к ним шкурки. Кроме механических зажимов (с помощью шурупов, гаек и т.п.) в самодельных шлифовальных брусках можно использовать и другие способы крепления наждачной бумаги.
Можно просто прибить ее по торцам маленькими гвоздями. Метод прост в реализации, но неудобен, если приходится часто менять шкурку.
Приемлемый способ закрепления наждачной бумаги — ее приклеивание. Для этого годятся клеи, позволяющие относительно легко отделять шкурку от основы при ее замене.
Иногда применяют крепление шкурки клиньями. В бруске делают пропилы, в которые заправляются края шкурки и загоняются деревянные клинья. Пропилы и клинья могут быть самыми разными по размерам.
Приспособления для дрели и болгарки
Шлифовальные тарелки. Эти насадки представляют собой диск из пластика или резины, к которому крепится наждачная шкурка в виде круга. Пластиковые тарелки имеют мягкую или не очень мягкую прослойку между основой и липучкой, для лучшего прилегания шкурки к обрабатываемой поверхности. Тарелки для дрели имеют хвостовик в виде стержня, для УШМ — резьбу для наворачивания их на выходной вал болгарки. Насадку для шлифования на болгарку можно превратить в насадку для дрели, ввернув в нее адаптер с хвостовиком.
Но из-за жесткости насадки для болгарки, строго вертикальное расположение дрели относительно плоскости при шлифовании практически неосуществимо. При использовании жесткой тарелки (гибкой работать легче) любой небольшой наклон приводит к вгрызанию края тарелки в заготовку и попытке дрели вырваться из рук, что приводит к увеличению наклона и более глубокому вгрызанию края круга. Это приводит к хорошо заметным углублениям на обрабатываемой поверхности. Поэтому на дрель подходят только насадки для шлифовки способные компенсировать наклоны дрели: либо резиновые, либо с толстым мягким слоем между пластмассовой основой и липучкой, либо имеющие подвижное крепление штыря.
Жесткие тарелки годятся только для работы с закрепленной дрелью, например как изображено ниже.
Если не найти в продаже подходящую насадку на дрель для шлифовки, и есть жесткая насадка, то можно своими руками сделать толстый мягкий слой между пластмассовой основой и липучкой.
Липучка аккуратно отрезается канцелярским (строительным) ножом, а в качестве мягкого слоя приклеивается большая круглая губка для мытья тела. При сжатии губки в процессе шлифования, может нарушаться симметрия (липучка со шкуркой смещается в какую-то сторону) но при оборотах дрели (3000 об/мин) это не критично, с болгаркой возможно работать не будет.
Выпускаются комбинированные насадки для шлифования на дрель, в которых хвостовик может находиться в двух положениях относительно рабочей поверхности — быть жестко заблокированным с ней или иметь степень свободы (разблокированным). В последнем случае рабочая поверхность инструмента имеет возможность адаптироваться к наклону дрели, благодаря чему обработка получается без образования углублений. Но цена таких приспособлений близка к цене орбитальных шлифовальных машин.
Чтобы сделать хвостовик подвижным, скручивается конусная гайка (на фото ниже с аналогичным приспособлением, она скручена к патрону).
Шкурка крепится к тарелкам с помощью липучки. Этот способ крепления требует специальной наждачной бумаги, на которую нанесен ответный слой липучки.
Шлифовальные барабаны. Шлифовальные барабаны для дрели представляют собой цилиндр с хвостовиком, на цилиндре закреплена шлифовальная бумага в виде бесконечной ленты (лента наждачной шкурки, склеенная концами) или полоска наждачки со свободными концами. В отличие от опорной тарелки, у которой рабочая поверхность располагается перпендикулярно оси вращения, у барабанов она расположена параллельно ей.
Чтобы шкурка плотно сидела на барабанах, последние имеют различные механизмы натяжения. По принципу действия их два — увеличение наружного диаметра барабана (применяется для бесконечной ленты) и натяжение абразивной ленты с помощью специального механизма (применяется для незамкнутых лент). Увеличение диаметра барабанов реализуется разными способами — их подкачиванием (у пневматических моделей), сжатием в осевом направлении (у барабанов с резиновыми элементами). По-разному может быть выполнено и натяжение незамкнутой ленты. Чаще всего это делается с помощью вращающегося винта, который натягивает концы наждачной бумаги. Ниже приведено несколько вариантов барабанов с различным типом натяжения шкурки.
Барабан под шлифовальные бесконечные ленты можно изготовить, поместив резиновые прокладки между деревянными дисками. При затягивании осевого болта резина раздавливается, расширяясь в радиальном направлении и надежно фиксируя шлифовальную бумагу, надетую на барабан.
Шлифовальные приспособления с использованием дрели. Шлифовать детали тарелкой или барабаном, держа дрель в руках, не так просто, как это может показаться тому, кто сам никогда этого не делал. Во многих случаях более качественной поверхности удается достигнуть, закрепив инструмент неподвижно. Особенно при обработке небольших деталей, которыми легко манипулировать, держа их в руках. Существуют приспособления для шлифования, позволяющие закрепить электроинструмент, сделав его полностью или частично неподвижным.
Можно использовать фирменные направляющие для дрели, которые предназначены главным образом для сверления, но могут быть с успехом использованы и для шлифования — в основном барабаном. Работать с их помощью можно двумя способами. Закрепив дрель в направляющей неподвижно и смещая относительно инструмента заготовку (фото А ниже), или перемещая направляющие вместе с дрелью относительно заготовки, прижимая к последней опорную поверхность направляющих (фото Б ниже). И в том и другом случае наклон барабана исключается, благодаря чему обеспечивается обработка поверхности под нужным углом.
Можно самостоятельно изготовить простейшее приспособление для шлифовки из двух досок, позволяющее обеспечить угол шлифуемой кромки по отношению к главной поверхности равным точно 90°.
Удаление пыли. При шлифовании дерева образуется много пыли, которая не только создает неудобства, но и вредит здоровью при её вдыхании. С пылью необходимо бороться. Самый простой способ для этого — отсасывание её пылесосом, поместив шланг поближе к зоне шлифовки.
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Плоское шлифование является методом обработки закаленных и незакаленных деталей машин; иногда плоское шлифование применяют вместо чистового строгания и чистового фрезерования, а также такой трудоемкой операции, как шабрение. Оно отличается высокой производительностью, так как позволяет обрабатывать заготовки с большими габаритными размерами и имеет малые затраты времени на установку и закрепление заготовок благодаря тому, что применяют магнитные столы. Плоские поверхности можно шлифовать периферией и торцом шлифовального круга.
На рис. 7.7 приведены схемы обработки плоских поверхностей деталей на плоскошлифовальных станках.
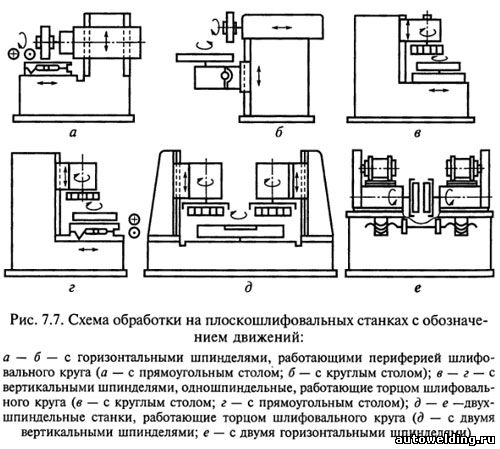
Периферией круга обрабатывают, например, заготовки с жесткими допусками на отклонения от плоскостности (контрольные плиты, угольники, линейки, стыки ответственных деталей и др.); детали с буртиками и пазами; тонкие детали, подверженные короблению; детали, имеющие недостаточно жесткую опорную поверхность, что приводит к неустойчивому положению их на станке, а также детали, на торце которых следует сделать поднутрение или создать выпуклости, и др.
Основными технологическими факторами, определяющими режим шлифования, являются заданные точность и шероховатость поверхности, мощность двигателя главного привода и стойкость шлифовального круга. Режимы резания задает технолог или мастер или выбирают по справочникам.
Показателями режима резания при плоском шлифовании периферией круга являются: скорость круга; скорость подачи заготовки; поперечная (параллельная оси шпинделя) подача и глубина шлифования.
Скорость шлифовального круга выбирают в зависимости от вида шлифования (обычное или скоростное) и возможностей станка. Скорость подачи заготовок совпадает с продольным перемещением стола, на котором их закрепляют. Увеличение скорости подачи заготовки приводит к увеличению производительности обработки, поэтому выбирают высокие скорости подачи заготовки, особенно при предварительных операциях и снятии больших припусков. Повышение скорости подачи заготовки приводит к уменьшению нагрева и деформации обрабатываемого изделия. На чистовых операциях снижают скорость подачи заготовки.
При увеличении поперечной подачи повышается производительность, но увеличивается шероховатость обрабатываемой поверхности и износ круга, поэтому на чистовых операциях применяют меньшую поперечную подачу.
Глубина резания определяет в основном производительность обработки, однако она зависит от зернистости круга, требуемой шероховатости обрабатываемой поверхности, мощности двигателя привода шлифовальной бабки и ряда других факторов. При обработке крупнозернистыми кругами применяют большую глубину резания. При шлифовании мелкозернистыми кругами с большой глубиной наблюдается значительный износ мягких кругов или быстрое засаливание твердых кругов. При выполнении черновых операций используют большие значения скорости и глубины резания, а на чистовых операциях их снижают.
Для повышения точности обработки и снижения шероховатости поверхности в конце цикла следует применять выхаживание.
Устройства для установки и закрепления шлифовальных кругов. Шлифовальные круги 3 (рис. 7.8, а) диаметром 30. 100 мм свободно надевают на шпиндель 1 станка и закрепляют при помощи фланцев 2 и гаек 5. Фланцы обязательно должны иметь выточки и упругие прокладки 4 из кожи или резины для обеспечения равномерности зажима круга.
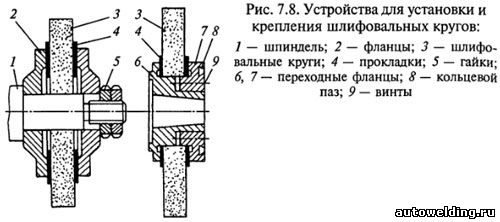
Шлифовальные круги 3 диаметром свыше 100 мм закрепляют на переходных фланцах 6 и 7 (рис. 7.8, б) при свободной посадке круга на шейку фланцев. Между торцами фланцев и круга устанавливают картонные прокладки 4. Оба фланца соединяют винтами 9. В кольцевом пазу 8 фланца 7 размещают балансировочные грузики.
Устройства для установки и закрепления заготовок на плоскошлифовальных станках. Электромагнитная плита (рис. 7.9) состоит из стального литого или сварного корпуса 1, в котором закреплены сердечники 5 с немагнитными прослойками 2 между ними. На нижнюю часть сердечников надеты катушки 4 из медного эмалированного провода, к которым подается постоянный ток. Снизу к корпусу привинчена крышка 6. Включение плиты в работу производят рукояткой 3. Свободное пространство в корпусе заливают эпоксидной смолой для герметизации (предохранения от попадания СОЖ). Плиту закрепляют в Т-образных пазах стола и шлифуют рабочую поверхность стола для обеспечения параллельности плоскости зеркала плиты по отношению к направлению поперечной подачи.

Размагничивание электромагнитных плит. После шлифования заготовку необходимо снять с плиты и устранить ее остаточную намагниченность. Этого достигают размагничиванием. От качества и эффективности систем размагничивания зависят производительность станков и точность шлифования на них. Основной задачей системы размагничивания является обеспечение возможности легкого съема обработанной заготовки с плиты.
Доля времени размагничивания плиты в общем времени вспомогательно-подготовительных и заключительных работ составляет 8. 20%, следовательно, снижение длительности размагничивания существенно повышает производительность станка.
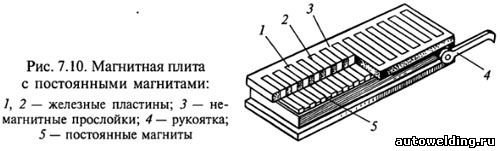
Магнитные плиты в отличие от электромагнитных не нуждаются в питании от источников энергии. Полюсами в них являются постоянные магниты из никель-алюминиевого сплава, намагниченные на специальных электрических установках. Магнитные плиты, как правило, притягивают заготовки слабее, чем электромагнитные.
На рис. 7.10 показан общий вид магнитной плиты. Верхняя часть сделана из железных пластин 1 и 2 с немагнитными прослойками 3 между ними. Сильные постоянные магниты 5 можно перемещать, попеременно замыкая их на железные пластины и на закрепляемую заготовку. Переключение магнитов производят рукояткой 4. Нижнюю часть плиты закрепляют на столе станка разными прихватами и болтами.
В шлифовальные станки, работающие по полуавтоматическому циклу, встраивают специальные автоматические устройства (демагнизаторы) для размагничивания шлифуемых стальных заготовок.
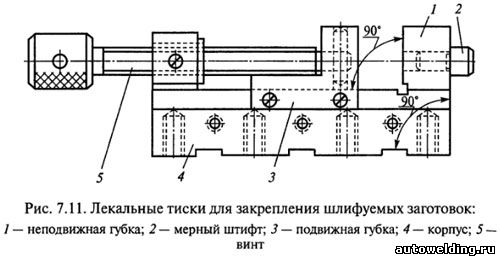
Кроме магнитных и электромагнитных плит для закрепления шлифуемых заготовок находят применение лекальные тиски, универсальные прижимы, установочные планки, плиты и т.п.
Лекальные тиски (рис. 7.11) отличаются от обычных машинных тисков точностью изготовления и возможностью кантования. Боковые поверхности лекальных тисков изготовляют параллельно одна другой и перпендикулярно основанию. Для закрепления тисков предусматривают резьбовые отверстия, но в основном их крепят на магнитной плите. Тиски изготовляют из стали, закаливают и шлифуют со всех сторон.
Для установки заготовки на магнитной плите применяют установочные планки и плитки, которые повышают надежность крепления заготовки к плите.
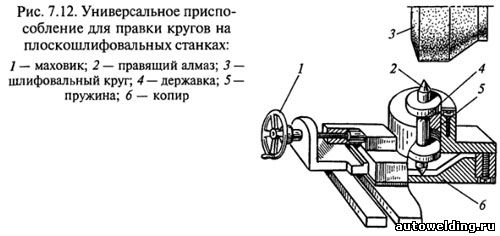
Правка шлифовального круга. В массовом и крупносерийном производствах правящие устройства располагают на шлифовальной бабке. В мелкосерийном и единичном производствах заданный профиль на шлифовальном круге можно получить с помощью съемного приспособления, устанавливаемого на столе станка (рис. 7.12). Правящий алмаз 2 закрепляют в подвижной державке 4. В нижней части державки имеется рабочий наконечник, который под действием пружины 5 поджат к копиру 6. Поворотом маховика 1 державка перемещается вдоль копира и передает его профиль шлифовальному кругу 3. Таким же устройством можно осуществить правку круга прямого профиля по гладкому копиру.
Контроль и средства контроля деталей в процессе шлифования. Установка на плоскошлифовальных станках прибора активного контроля позволяет повысить точность обработки деталей и безопасность обслуживания станка. В процессе шлифования применяют два способа контроля.
При первом способе, схема которого представлена на рис. 7.13, а, регистрируется высота шлифуемой детали в данный момент времени с помощью электронного или пневматического щупа 7, при этом результаты измерения передаются в регистрирующее устройство. При достижении заданного размера автоматически отключается движение подачи. Однако при таком способе измерения не учитывается износ круга и требуется периодическая подналадка устройства правки. Для получения точности измерения применяют щуп 1, дополнительно измеряющий расстояние до плоскости, на которой базируется деталь. При этом движение подачи на глубину отключается при достижении заранее установленной разности показаний обоих щупов, соответствующей абсолютной высоте детали.
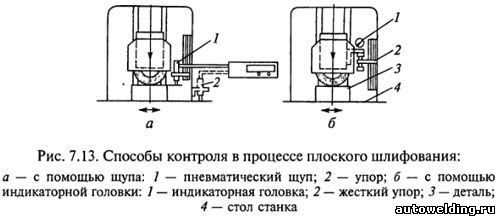
При втором способе измерения (рис. 7.13, б) применяется индикаторная головка 1, соприкасающаяся с жестким упором 2, закрепленным на станке. Пробную деталь 3 шлифуют до требуемой высоты, после чего индикаторную головку устанавливают на ноль. Все остальные детали устанавливают на стол станка 4 и шлифуют до тех пор, пока стрелка индикатора не дойдет до нулевого положения, а затем выключают движение подачи на глубину шлифовального круга. При этом также не учитывается износ круга и требуется периодическая подналадка индикатора.
Первый способ измерения более точный, однако из-за того, что щуп работает непосредственно в зоне шлифования, существует опасность его загрязнения и большого износа. В этом случае целесообразно применять пневматические средства измерения. При шлифовании крупных деталей и особенно при работе шлифовщика с низкой квалификацией наличие автоматического контроля резко сокращает брак. Второй способ является более простым и дешевым. Его целесообразно применять в тех случаях, когда не предъявляют высоких требований к точности обработки.
Для повышения точности обработки на некоторых плоскошлифовальных станках применяют подналадчики, которые при увеличении высоты детали сверх определенного заданного предела дают команду на перемещение круга, что обеспечивает компенсацию его износа.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.


Отправить ответ