
Виды газовых горелок для сварки
Содержание:
- 1 Принцип работы горелки для сварки
- 2 Работа с горелкой
- 3 Какие сварочные горелки подходят для частного применения
- 4 Какие горелки предлагают производители
- 5 На что обращаем внимание при покупке сварочной горелки
- 6 Сварочная горелка для полуавтомата
- 7 Горелка для аргонодуговой сварки
- 8 Горелка для тиг сварки
- 9 Газовая горелка для сварки
- 10 Горелка для точечной сварки
- 11 Что собой представляет газовая сварка
- 12 Газовая сварка: плюсы и минусы
- 13 Что такое аргонная сварка
- 14 Особенности полуавтоматической сварки
- 15 Выбор сварочного полуавтомата и уход за ним
- 16 Какой сварочный полуавтомат выбрать?
- 17 Выбор горелки
- 18 Техника безопасности при работе с газовой горелкой
- 19 Фото сварочной горелки

Владельцы частных домов, гаражей и небольших мастерских, желающие все сделать своими руками, вынуждены приобрести минимальный перечень инструментов, приборов и устройств. В этот перечень обязательно входит сварочный аппарат, когда нет проблем с электричеством в месте проведения работ, или газовая сварка. Иногда выбор в пользу газосварки осуществляют на основании необходимых первичных вложений для укомплектования полноценного рабочего места. Газосварка в финансовом плане выигрывает. Основной инструмент – горелка.
Принцип работы горелки для сварки
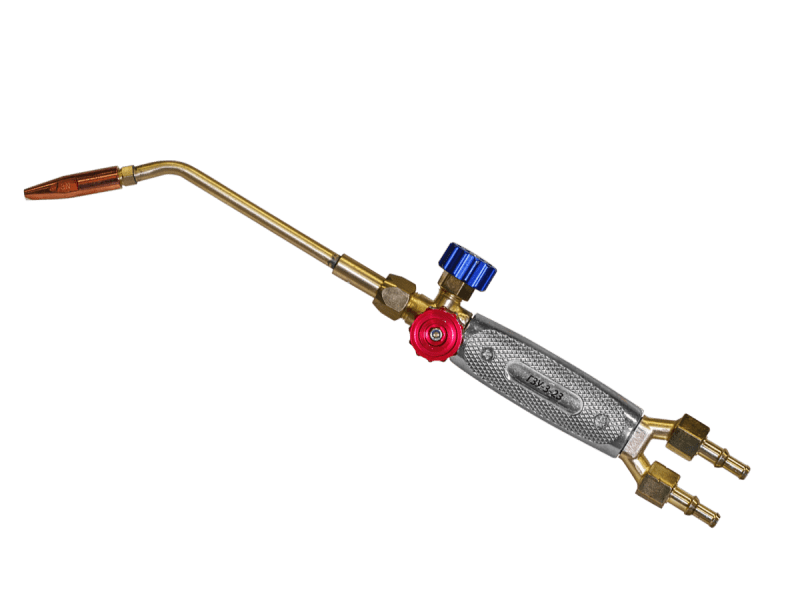
Основное визуальное отличие горелок для сварки от других – наличие двух входов для раздельной подачи рабочего газа (ацетилена или пропана) и кислорода. Обе составляющие подают под давлением, их смешивание происходит внутри, в специальной камере. Чем в большей степени рабочий газ обогащен кислородом, тем устойчивее и горячее пламя на выходе из сопла. С целью такого обогащения практически во всех моделях горелок средней мощности (толщина свариваемого металла от 3 мм) перед смесительной камерой установлен инжектор.

Работа с горелкой
Подразумевается, что баллоны с рабочим газом установлены, снабжены редукторами, а рукава подачи (шланги) присоединены каждый к своему отверстию и зажаты накидной гайкой.
Сразу после подключения необходимо убедиться, что ничего нигде не утекает, для чего открывают примерно на половину оба вентиля на горелке и проверяют наличие струи газа из сопла, подставив руку.
Эту процедуру выполняют один раз, при первичном соединении.
Последовательность розжига и регулировки пламени
- Открыть вентили примерно на четверть.
- Через несколько секунд поднести к соплу огонь (спичку или зажигалку).
- Направить пламя (упереть) в лист металла и отрегулировать огонь, используя кислородный вентиль.
Следует помнить, что при избытке кислорода пламя может оторваться от сопла и погаснуть, при недостатке может заворачиваться в сторону руки.
Особенности сварки (пайки) медных труб при помощи горелок
Для соединения медных труб наружным диаметром до 35 мм в помещении достаточно иметь в собственном арсенале газовую горелку для пайки с собственным резервуаром или насаживаемую на баллон. Грамотно отрегулированное пламя позволит разогреть трубу и расплавить припой.
При работе с более серьезными диаметрами труб или объемными изделиями использование сварочной горелки проблематично: удовлетворительный результат получается только у опытных сварщиков, да и то в результате проб и ошибок.
Связано это и со свойствами самой меди, и с наличием в сплаве других элементов.
Какие сварочные горелки подходят для частного применения
 До недавнего времени газосварочное оборудование имели предприятия и мастерские. Если для каких-либо работ приглашался газосварщик, то оборудование он привозил «фирменное»: с той фирмы, где числился. Дело не в горелке, последние несколько десятков лет не произошло значимых изменений ни в конструкции (не считая дизайнерских или эргономических решений), ни в материале рабочих частей (как была изначально латунь, так и есть).
До недавнего времени газосварочное оборудование имели предприятия и мастерские. Если для каких-либо работ приглашался газосварщик, то оборудование он привозил «фирменное»: с той фирмы, где числился. Дело не в горелке, последние несколько десятков лет не произошло значимых изменений ни в конструкции (не считая дизайнерских или эргономических решений), ни в материале рабочих частей (как была изначально латунь, так и есть).
Загвоздка была с баллонами, содержащими ацетилен и кислород. Сейчас можно приобрести достаточно компактные баллоны с необходимым содержимым. Еще проще (для частника) при сварке использовать не ацетилен, а обычный бытовой газ: стандартного баллона хватит надолго.
Тогда и горелку следует выбирать ту, которая рассчитана на использовании пропана. В принципе, можно работать на незаявленном в паспорте топливе, но тогда и о гарантиях можно забыть, и о регулярной (очень частой) чистке придется вспомнить за счет появления нагара в самых неожиданных местах. Оптимальное решение: вариант ацетилен/пропан. Какой есть, таким и пользоваться.
На стоимость горелки вид рабочего газа влияет в меньшей степени, чем то, ради чего приобретается устройство: толщина свариваемого металла, то есть мощность. Иногда интересует, правда, и минимальная толщина, но она для большинства сварочных горелок в диапазоне 0,3 – 0,7 мм.
Опытные газосварщики в процессе работы модифицируют любую горелку для большей эффективности или удобства.
Какие горелки предлагают производители
Сварщики со стажем отдают предпочтение проверенным годами горелкам от Донмета (ДМ) и непроизвольно находят мелкие неудобства при переходе на горелку другого производителя. Как правило, через пару недель работы рука привыкает к новому аппарату, и о замечаниях забывают. Так что, самая послушная сварочная горелка – та, что приобретена первой, на которой осваивались навыки.
Принципиальных отличий между сварочными горелками разных производителей не наблюдается, но в индивидуальном порядке можно заметить, что
- у кого-то более удобная ручка (корпус),
- у кого-то вентили разного цвета (синий и красный, как правило) или
- меньший вес.
С целью наглядности характеристики некоторых современных моделей (по одной на производителя) сведены в таблицу
| Модель | Рабочий газ | Максимальная толщина свариваемого металла, мм | Стоимость (ориентировочно), руб. | Вес в сборе, г |
| REDIUS Г3-К | пропан/ацетилен | 11 | 2000 | 860 |
| Г2 273 “MINI DM” | ацетилен | 7 | 1300 | 290 |
| KRASS ГЗУ-3-23 | пропан | 9 | 1450 | 620 |
| РОАР ГС-2К | ацетилен/пропан | 5 | 2500 | 600 |
| Сварог ГЗУ-3-23 | пропан | 3 | 1250 | 620 |
| BRIMA ГЗУ-3 | пропан | 7 | 2500 | 570 |
В список попали четыре российских производителя и два китайских: KRASS и BRIMA. Большинство моделей предполагают не только сварку, но и резку металла.
Каждый уважающий себя и покупателя производитель сопровождает свое изделие паспортом, в котором имеется раздел по эксплуатации. Прочесть его полезно. Горелки без документации лучше обходить стороной.
Начинающему газосварщику можно рассмотреть возможность приобретения газосварочного аппарата Kemper 555 одной из модификаций, например, 555 ВМ. Это легко переносимое полностью оснащенное рабочее место. Вес с баллонами 7 кг. Стоимость всего набора от 4500 руб., но с более мощными горелками значительно дороже, около 12 000 руб. Продукт новый, разработка итальянская, а чье производство – можно увидеть только на упаковке. Отзывов соотечественников пока не встретилось. Подкупает наличие минимально необходимого оборудования сразу: приобрел, распаковал и работай.

На что обращаем внимание при покупке сварочной горелки
Переход с электросварки на газовую для сварщика даже с минимальным опытом сложности не составит: если дугу чувствовал, то с пламенем разберется. Сложнее пойдет процесс, когда обучение начинают с газовых горелок для сварки.
Итак, выбирая сварочную горелку, смотрят в заявленные характеристики. Интересуют:
- минимальная и максимальная толщина металла,
- рабочий газ,
- вес,
- габариты,
- наличие дополнительных наконечников в комплекте поставки,
- наличие (обязательно) сопроводительного документа с инструкцией.
На цену особо смотреть не стоит: много не выкроишь из-за вполне соизмеримых сумм. Зато возможность подержать горелку в руке перед покупкой, даже перебрать несколько штук – гарантия удачного выбора.
 Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к электроду.
Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к электроду.
Газовая горелка для сварки необходима для образования газосварочного пламени, которое нагревает и расплавляет металл.
Горелка для сварочного аппарата бывает различных видов и предназначается для выполнения разных сварочных работ по металлу.
Сварочная горелка для полуавтомата
 Показатели сварочной горелки для полуавтомата зависят от вида охлаждения, вида разъема для подключения к сварочному оборудованию и от номинального тока сварки.
Показатели сварочной горелки для полуавтомата зависят от вида охлаждения, вида разъема для подключения к сварочному оборудованию и от номинального тока сварки.
Такой вид сварки отличается от ручной возможностью в процессе сварки охлаждать горелку. Горелка к сварочному полуавтомату активно применяется для проведения сварочных работ в труднодоступных местах.
Сварка в полуавтоматическом режиме без газа заключается в том, что сварочная ванна – место соединения двух сварочных поверхностей между собой защищается не средой инертного газа, а безгазовой защитой.
Принято считать, что есть специальный вид электродов, которые используются для сварки инверторными автоматами.
Читайте подробнее об электродах для инвертора.
Горелка сварочная для полуавтомата состоит из 3-х основных частей:
- сварочная горелка;
- шлейф сварочной горелки;
- элемент контактного соединения.
 Горелка для полуавтоматической сварки служит для связи с процессом сварки. По шлейфу горелки осуществляется подача сварочной проволоки и жидкости для охлаждения, а также тока для сварки и защитного газа или флюса.
Горелка для полуавтоматической сварки служит для связи с процессом сварки. По шлейфу горелки осуществляется подача сварочной проволоки и жидкости для охлаждения, а также тока для сварки и защитного газа или флюса.
Элемент контактного соединения нужен для соединения источника сварки полуавтомата и сварочной горелки.
Рукоятка горелки изготавливается с использованием литого материала. Материал обладает изоляционными свойствами. Наконечники изготавливаются из различных материалов: медь, вольфрам и медь, бронза, сплав из меди и графита.
Горелка для аргонодуговой сварки
 Аргоновая сварка является очень популярной. Такой вид сварки используется для сварки алюминия, серебра, чугуна и других материалов.
Аргоновая сварка является очень популярной. Такой вид сварки используется для сварки алюминия, серебра, чугуна и других материалов.
Преимуществами аргоновой сварки являются высокое качество шва и длительность использования изделия после сварки. Горелка для аргонодуговой сварки работает по определенному принципу.
Она совмещает качества газовой и дуговой сварки. В качестве источника энергии используется электрический разряд, а специальный газ, у которого масса больше массы кислорода, служит для защиты шва от проникновения кислорода. Электродом служит провод из вольфрама.
 Горелка для аргонной сварки имеет назначение – образование пламени для сварочного процесса. Такой вид горелок различается по следующим характеристикам:
Горелка для аргонной сварки имеет назначение – образование пламени для сварочного процесса. Такой вид горелок различается по следующим характеристикам:
- мощности;
- длине кабеля;
- типу охлаждения;
- типу управления;
- способу подключения к сварочному оборудованию.
Рукоятка с головкой состоит из сопла из керамики, цанги, корпуса цанги, короткой или длинной каппы.
Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями.
Читайте подробнее о сварке металлов.
Сварочные работы нужно проводить исключительно в специальной защите. О маске-хамелеоне читайте здесь.
Горелка для тиг сварки
 Горелка для тиг сварки служит держателем электрода и направляет защитный газ в область сваривания.
Горелка для тиг сварки служит держателем электрода и направляет защитный газ в область сваривания.
В такой горелке отсутствует направляющий канал для проволоки, и проволока подается вручную.
Основные детали горелки тиг:
- корпус горелки;
- электрод;
- уплотнительная втулка;
- корпус уплотнительной втулки.
Электрод служит для передачи дуге сварочного тока. Вставляется электрод в электродный щиток корпуса горелки через уплотнительную втулку и ее корпус.
Электродный щиток для закрепления электрода поворачивается. Положение горелки при сварке – 15-40 градусов к вертикали.
Полуавтоматическая сварка в защитной газовой среде, широко применяется при кузовном ремонте на специализированных СТО, при строительно-монтажных работах и многих других областях производства. Читайте про сварочный полуавтомат.
Аппараты контактной сварки применяются в тех случаях, когда сваривание металлических запчастей происходит при их нагревание посредством электрического тока дуги. Подробнее здесь.
Газовая горелка для сварки
 При проведении газосварочных работ применяется газовая сварочная горелка. Сварка газовой горелкой подогревает и расплавляет металл, сваривая детали.
При проведении газосварочных работ применяется газовая сварочная горелка. Сварка газовой горелкой подогревает и расплавляет металл, сваривая детали.
Материалом для такого вида горелки в основном служит латунь, а для наконечника медь. Алюминиевые сплавы при изготовлении газовых горелок используются для облегчения веса горелки.
Газовые горелки разделяются на два вида:
Различие этих двух видов в величине давления газа, которая допустима для использования и в их конструкции. Инжекторные горелки с низким давлением, не инжекторные с высоким давлением.
Так как огневые и сварочные работы требуют особенных навыков у производителя работ, соблюдения норм технической и промышленной безопасности, а так же допусков, то проводиться периодическая аттестация с целью продления или получения разрешения и допуска к огневым работам различных категорий. Читайте подробнее об аттестации сварщика.
Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и прочего. О сварочном журнале читайте здесь.
По применению газовые горелки могут быть универсальными и узкоспециальными. Универсальная газовая горелка для сварки может производить резку металла, его подогрев и сварку.
Узкоспециальные горелки служат для проведения одного вида работ.
От вида газа, который может использоваться с горелками, также зависит их разновидность. Существуют пропановые горелки для сварки и горелки для ацетилена, газов-заменителей, жидкого горючего.
Горелка для точечной сварки
 Горелка для точечной сварки обладает многими преимуществами. Сварочный аппарат с данным видом горелки имеет разный режим работы.
Горелка для точечной сварки обладает многими преимуществами. Сварочный аппарат с данным видом горелки имеет разный режим работы.
Действие горелки для точечной сварки заключается в выполнении сварочного соединения в виде точек. Детали для выполнения точечной сварки соединяются внахлест.
Особенности горелки для точечной сварки:
- простота применения;
- отличное качество шва;
- точки на шве только с одной стороны;
- соединение листов разной толщины.
Разные виды горелок дают возможность использовать их для различных сварочных работ.
Может пригодиться горелка для сварки алюминия или горелка для сварки пластмасс.
При выборе горелки нужно учитывать множество нюансов: назначение, область применения, разъем для подключения к аппарату сварки и многое другое.
Чрезвычайно похожая на аргонную, плазменная сварка, происходит при помощи потока плазменной дуги. Дуга должна быть направлена в нужное русло, плазма же, которая ее образовывает, — это ионизированный газ.
Сварочные работы под слоем флюса — качественный метод соединения двух металлов посредством электродуговой сварки, когда ванна расплава — сварочная ванна защищена от атмосферного воздуха слоем порошкообразного флюса. Подробнее здесь.
Первое, на что стоит обратить внимание, выбирая оборудование для сварочных работ – это то, что существует несколько разных типов сварки, а значит, и несколько видов сварочных горелок. Перед покупкой желательно ознакомиться с их плюсами и минусами, и приобрести то, что подходит именно вам.

Краткое содержимое статьи:
Что собой представляет газовая сварка
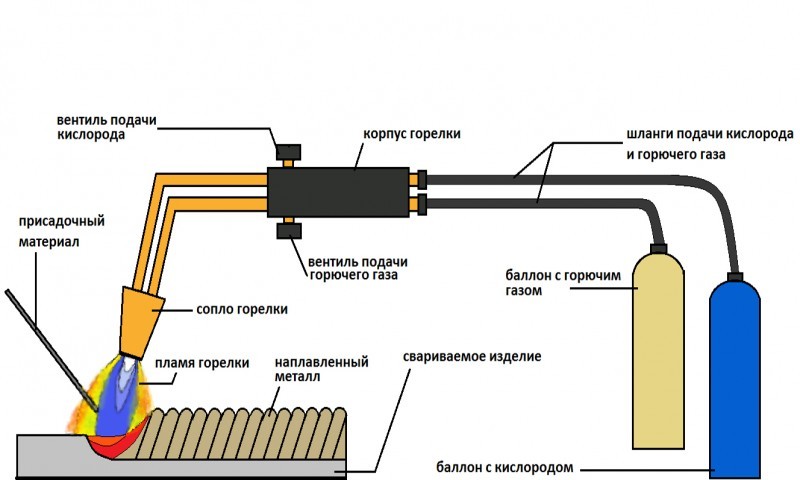
При газовой сварке металл разогревается пламенем высокой температуры, которое получается при возгорании кислородно-ацетиленовой смеси (в некоторых случаях ацетилен заменяют другим газом – метаном, пропаном, керосиновыми парами, и т.д.).

Кислород и горючий газ поступают в горелку, где смешиваются в необходимых пропорциях, и в виде смеси выдуваются из сопла. Затем горелку необходимо поджечь. Как правило, используют специальную зажигалку или спичку. Некоторые модели горелок оборудованы пьезоэлектрическим поджигом.

Вместе со швом свариваемого изделия плавится и специальная проволока – присадочный прут, которую прикладывают ко шву.

Есть два основных типа горелок – с инжектором и без. Устройство сварочной горелки с инжектором отличается тем, что кислород подается в камеру-смеситель под давлением, которое превышает давление горючего газа. Таким образом в смесителе создается разреженное пространство, засасывающее горючий газ.

Сам инжектор – цилиндр с несколькими каналами: по центральному подается кислород, по нескольким периферическим канальцам – горючий газ. За счет этого достигается разница давлений.

Без инжекторные горелки этого цилиндра не имеют. Давление для подачи горючего газа и кислорода в них одинаковое.
Горелка соединяется с баллонами шлангом, на котором установлен специальный клапан, предотвращающий обратную тягу. Если этого клапана нет, газ в баллонах может воспламениться, что приведет к взрыву.

Газовая сварка: плюсы и минусы
Газовая сварка широко используется в промышленности. Ее плюсы – простота технологии, дешевизна аппаратов, и то, что их легко найти и купить. Пламя регулируется простым вентилем. При наружных ремонтных работах подобная сварка хороша тем, что пламя газовых сварочных горелок не может погасить даже сильный ветер.

Оборудование для этого типа сварки легко перевозить в нужное место. Оно не требует дополнительной установки, и поэтому работать можно где угодно – даже в лесу.

Минусов у газовой сварки тоже немало. Самый очевидный – взрывоопасность. При небрежной работе может произойти пожар или взрыв горючей смеси.

Другим недостатком является то, что зона нагрева слишком велика, и поэтому могут расплавиться те детали свариваемого изделия, которые не нужно было трогать.

Данная технология не рекомендуется для сварки листов металла толще 3-5 миллиметров – шов получится неаккуратным, будет деформироваться и трескаться.

Что такое аргонная сварка
Аргонная (аргонодуговая) сварка используется в тех случаях, когда нужно избежать контакта свариваемого металла с кислородом. Особенно хороша она для работы с алюминием.

В аргонной сварке применяется электрод из тугоплавкого металла – вольфрама. Электрод расположен в центре сопла горелки, из которого выдувается защитный газ тяжелее кислорода.




Для разогрева металла служит электрическая дуга, а газ вытесняет кислород из области сварки, благодаря чему окисления не происходит. Шов при этом получается тонким, прочным и почти незаметным. Именно поэтому в наше время аргонная сварка очень популярна.

Особенности полуавтоматической сварки
Полуавтоматическая сварка обладает всеми достоинствами аргонной, но при этом она еще и механизирована. Электродная проволока в ней одновременно является присадочной. Она непрерывно подается в зону сварки, где плавится вместе с кромкой изделия. Из сопла горелки поступает защитный газ, предохраняющий шов от контакта с воздухом. Сама горелка охлаждается воздухом или жидкостью.

Присадочная проволока, охлаждающая жидкость и флюс для сварки (если есть такая функция) подаются по специальному шлейфу.

Выбор сварочного полуавтомата и уход за ним
В продаже много самых различных модификаций сварочных автоматов. Они различаются и по цене, и по своим возможностям.

Самые продвинутые оснащены дополнительными функциями – системой для удаления охлаждающей жидкости, самоочисткой и так далее. В дешевых моделях отсутствует даже система подачи защитного газа.






Какой сварочный полуавтомат выбрать?
Это зависит только от того, что предпочитает мастер. Кому-то удобнее дешевые и простые горелки, кому-то нужны полнооперационные, подходящие для всего спектра работ.



Часто дорогие полуавтоматы требуются, если сварщик работает с алюминием и другими цветными металлами, сварку которых без защитного газа невозможно сделать качественно.

При работе с полуавтоматом нужно очищать сопло горелки после каждой сварки, так как на нем остаются капли расплавленного металла.

Кроме того, нужно иметь большой запас наконечников – они выгорают уже через несколько часов работы. Даже сама горелка для полуавтомата сварочного – расходная деталь. В среднем она изнашивается через полгода, и ее необходимо заменять. Периодичность замены деталей, как правило, указывают в паспорте прибора.

Выбор горелки
Как выбрать сварочную горелку? Нужно иметь в виду, что как сопло, так и наконечник горелки подвержены износу из-за постоянного нагрева. В продаже есть разные детали – как менее, так и более долговечные, изготовленные из теплостойких материалов. На срок службы влияет размер и вес наконечника: чем он больше, тем наконечник дольше прослужит.

Глядя на фото сварочных горелок, легко заметить, что они отличаются по форме сопла. Это зависит от вида работ: более узкие и длинные сопла подходят для работы на малом пространстве, в труднодоступных местах, а также для работы, требующей большой аккуратности и точности.




Полуавтоматические, автоматические и аргонодуговые горелки различаются по мощности и силе тока. От этих параметров напрямую зависит их рабочий цикл.

Рабочий цикл – это параметр, определяющий, как долго горелка может работать без перерыва в течение десяти минут. Измеряется он в процентах.

Если сварка автоматическая, рабочий цикл равен ста процентам, т.е. перерывы в работе не требуются. В случае, когда сварочные работы выполняет человек, длительность рабочего цикла заметно меньше.

Слишком мощную горелку брать не стоит – она будет тяжелой и громоздкой, что затруднит работу.

Обратите внимание и на рукоятку горелки – ее должно быть удобно держать, а вес прибора нужно подбирать таким образом, чтобы руки не уставали при долгой работе. В продаже есть горелки с эргономичными рукоятками, повторяющими контуры ладони рабочего, которые очень удобны в использовании.

Так как сварка часто происходит в полевых условиях, на большой высоте, и т.д, то горелка может случайно выпасть из рук. Исходя из этого, лучше подбирать ударопрочное оборудование.

Наконец, если есть возможность, лучше, чтобы горелка и запасные части для нее были одной и той же марки – это облегчит уход за ней.

Техника безопасности при работе с газовой горелкой
Горючую смесь, выходящую из сопла, нужно поджигать с большой осторожностью. Для начала следует приоткрыть вентиль (примерно на четверть оборота), продуть горелку, и только затем поджечь газ. Для этого используют спички, искровые зажигалки, или пьезоподжиг. Категорически запрещается зажигать горелку от любых горящих предметов.

Только после того, как горючая смесь воспламенится, можно подкрутить вентиль и отрегулировать пламя. Чтобы погасить горелку, регулятор закручивают, перекрывая доступ газа в сопло. При утечке газа следует немедленно прекратить работу.

Любая сварка, в том числе газовая, опасна для глаз, поэтому нужно пользоваться защитной маской или очками.
Фото сварочной горелки














Отправить ответ