
Приспособления для рубки металла
Содержание:
§ 3. Инструмент и приспособления для рубки металла
Рубкой называется слесарная операция, при которой с помощью режущего инструмента (зубила) с заготовки или детали удаляют лишние слои металла или заготовку разрубают на части.
При современных способах обработки материала или заготовок рубка металла является подсобной операцией.
Рубку металла производят в тисках, на плите и на наковальне с помощью слесарного молотка, слесарного зубила, крейцмейселя, кузнечного зубила и кувалды.
Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения зубила во время операции. Горизонтальную рубку производят в тисках. При этом заднюю грань зубила устанавливают к плоскости губок тисков почти горизонтально, под углом не более 5°. Вертикальную рубку выполняют на плите или наковальне. Зубило устанавливают вертикально, а перерубаемый материал укладывают на плите горизонтально.
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800 г. Молотки насаживают на ручки из дерева твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400—600 г равна 350 мм, массой 800 г — 380—450 мм. Чтобы молоток во время работы не соскакивал, конец ручки, на который насажен молоток, расклинивают деревянными или металлическими клиньями толщиной 1—3 мм. Клинья ставят вдоль большой оси сечения ручки. Деревянные клинья ставят на клею, а металлические заершивают, чтобы они не выпадали.
Рабочую часть зубила и крейцмейселя— (5, в, г) закаливают на длину не менее 30 мм, а головку закаливают слабее лезвия (на длину около 15—25 мм), чтобы при ударе молотком она не крошилась и не трескалась.
Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют крейцмейсели длиной 150—175 мм с лезвием шириной 5—10 мм. Головки зубила и крейцмейселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали — 60°, для рубки латуни, меди и цинка —45°, для рубки очень мягких металлов (алюминия, свинца) — 35—45°.
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой. На 6 показано, как надо держать зубило при заточке и как проверять правильность заточки угла.
§ 4. Правила и приемы рубки металла
Производительность и чистота рубки металла зависят от правильных приемов работы. При рубке стоять надо устойчиво и прямо, вполоборота к тискам. Молоток полагается держать за ручку на расстоянии 15—20 мм от конца и наносить сильные удары по центру головки зубила. Смотреть следует на лезвие зубила, а не на его головку, в противном случае лезвие зубила пойдет неправильно. Зубило полагается держать на расстоянии 20—25 мм от головки.
Заготовки из листовой или сортовой стали можно обрубать в тисках по уровню губок или по рискам сверх уровня губок тисков.
При рубке по уровню губок тисков (8, а, б) заготовку зажимают прочно в тиски так, чтобы верхнее ребро выступало сверх губок на 3—4 мм и срубают первую стружку на всю длину заготовки. Затем заготовку переставляют в тисках, чтобы верхнее ребро выступало на 3—4 мм сверх уровня губок тисков, и срубают вторую стружку. Так последовательно обрубают изделие до требуемого размера.
При рубке сверх уровня губок тисков (8, в) по рискам заготовку зажимают в тиски, чтобы размеченная риска была сверх уровня губок тисков и параллельна им. Рубку производят по размеченным рискам последовательно, как и при рубке по уровню губок тисков. Лезвие зубила при рубке должно быть расположено под углом 45° к обрубаемому металлу, а головка приподнята кверху под углом 25—40°. При таком расположении зубила линия срубания будет ровцой и рубка будет производиться быстрее.
Большой слой металла на широкой плоскости заготовки срубают следующим образом: заготовку зажимают в тиски, зубилом обрубают фаску, крейцмейселем прорубают поперечные канавки, а затем зубилом срубают выступающие грани. При прорубании канавок крейцмейселем толщина стружки должна быть не более 1 мм, а при срубании выступающих граней зубилом — от 1 до 2 мм.
Полосовую сталь перерубают на плите или наковальне (9). Предварительно на обе стороны полосы мелом наносят линии переруба. Затем, уложив полосу на наковальню, устанавливают слесарное зубило вертикально на размеченной риске и сильными ударами слесарного молотка надрубают полосу на половину ее толщины. Потом полосу переворачивают, надрубают с другой стороны и отламывают отрубаемую часть.
Круглый металл перерубают таким же образом, с поворотом прутка после каждого удара. Надрубив пруток по всей окружности на достаточную глубину, отламывают отрубаемую часть.
Углеродистую и легированную конструкционную сталь толщиной до 20—25 мм можно перерубать в холодном состоянии на плите или наковальне с помощью кузнечных зубил (10, а, б) и кувалд (10, в, г). Для этого на -т*« ипи , Чвтыре стороны заготовки наносят мелом линии переруба. Затем укладывают металл на наковальне, устанавливают вертикально кузнечное зубило на линии разметки и сильными ударами кувалды надрубают металл по всей этой линии на требуемую глубину, постепенно переставляя зубило. Так же надрубают металл с другой стороны или со всех четырех сторон, после чего отламывают отрубаемую часть. Для ускорения и упрощения рубки применяют вспомогательный инструмент — нижиик (подсечку). Подсечку хвостовиком вставляют в квадратное отверстие наковальни, затем заготовку кладут на подсечку, а сверху устанавливают кузнечное зубило, как показано на 10, Д и кувалдой наносят удары по зубилу. Таким образом происходит одновременная рубка металла с двух сторон зубилом и подсечкой.
Чугунные трубы перерубают зубилом на деревянных подкладках. Сначала по окружности трубы мелом намечают линию переруба, а затем, подложив под трубу подкладки, за два-три прохода надрубают трубу зубилом по линии разметки (И, а), постепенно поворачивая ее. Проверив глубину прорубленной канавки, которая должна составлять не менее 7з толщины стенки трубы, легкими ударами молотка отделяют часть трубы. Зубило при работе нужно держать перпендикулярно к оси трубы (11, б). Торец трубы в месте переруба должен быть ровным, перпендикулярным к оси трубы и совпадать с намеченной линией переруба. Правильность Торца проверяют на глаз, а контролируют угольником.
§ 3. Механизмы и приспособления для рубки металла
Более производительной является механизированная рубка металла пневматическим молотком (12),работающим под действием сжатого воздуха давлением 5— 6 кгс/см2. Сжатый воздух подводится к молотку по шлангам от компрессора. Пневматический молоток состоит из цилиндра /), в который вставляют зубило, поршня /, двигающегося в цилиндре, и воздухораспределительного устройства. Благодаря воздухораспределительному устройству поршень получает поступательное и возвратное движение и быстро перемещается вперед и назад по цилиндру. При поступательном движении поршень ударяет по зубилу, которое разрубает металл. Молоток включают в работу нажатием курка 6. Рабочий держит молоток двумя руками и направляет зубило на место рубки.
Ручной винтовой пресс (13) применяют для перерубки чугунных канализационных труб диаметром 50 и 100 мм. Он состоит из сварной станины 2, двух боковых стоек 5, имеющих в верхней части шейки с резьбой, на которые надета траверса 6. Траверса прикреплена к стойкам гайками. На траверсе гайкой и винтом В нижней части стоек помещена нижняя неподвижная обойма со вставным нижним ножом, а в верхней части стоек — верхняя подвижная обойма 3 со вставным верхним ножом. Верхняя подвижная обойма скреплена с ходовым винтом накладкой 12 и болтами 4 и вместе с ними поднимается и опускается. Боковые стойки 5 являются направляющими для верхней обоймы. Снизу к плите станины приварен швеллер со стойками по концам. Этот швеллер является направляющим элементом при укладке трубы для перерубки.
Ножи крепятся к обоймам болтами. Внутренние диаметры лезвий ножей должны быть на 2 мм меньше наружных диаметров перерубаемых труб. Для каждого диаметра труб имеется пара ножей и пара катков, устанавливаемых на швеллере для подачи труб к ножам.
На прессе работают следующим образом. Сначала устанавливают ножи и катки в соответствии с диаметром перерубаемых труб. Подняв маховиком верхнюю обойму с ножом, укладывают трубу на катки так, чтобы линия переруба совпала с острием нижнего ножа. Затем резким рывком поворачивают маховик в обратную сторону, опуская при этом ходовой винт с верхним ножом. От резкого нажима нижнего и верхнего ножей на боковых сторонах трубы сначала появляется надрез, труба расклинивается и затем раскалывается са две части. Пресс обслуживает один рабочий.
Механизм ВМС-36А (14) для перерубки чугунных канализационных труб диаметром 50 и 100 мм работает по принципу приводного пресса. На сварной станине / механизма смонтирован редуктор с двумя головками 2. Одна головка предназначена для перерубки труб диаметром 50 мм, вторая—для труб диаметром 100 мм. Трубы перерубаются четырьмя подвижными ножами, вмонтированными в патроны головок механизма. Механизм включается в работу от электродвигателя мощностью 1,5 кВт, с частотой вращения 1420 об/мин. Запуск двигателя осуществляется ножной педалью.
Для перерубки труб вначале включают электродвигатель. Затем
берут заранее размеченную трубу и укладывают ее на опоры так, чтобы линия разметки на трубе совпала с лезвием ножа. После этого ногой нажимают на педаль. Ножи опускаются на трубу, которая от нажима ножей перерубается по линии разметки. После перерубки ножи возвращаются в исходное положение и работа головки автоматически прекращается. Время перерубки труб одного цикла составляет 3 с. Каждый из четырех ножей охватывает перерубаемую трубу на длине, равной четверти ее окружности. На 15 показаны плоскости режущих ножей, геометрия которых учитывает особенности перерубаемого материала, т. е. хрупкость чугуна. Для предупреждения разрушения и обеспечения гладкой и ровной поверхности реза перерубаемой трубы режущие грани ножей выполнены прерывистыми за счет прорезанных поперечных канавок. Радиус окружности, образуемой режущими гранями ножей, должен быть меньше наружного радиуса перерубаемой трубы. Угол заострения ножей 60°. Процесс рубки происходит следующим образом.
При сближении ножи в первый момент касаются трубы в восьми точках. При дальнейшем сближении они врезаются в трубу; образуются лунки, располагаемые по окружности. Около лунок возникают микротрещины, направленные от лунки к лунке и в глубь металла. В ходе процесса микротрещины сливаются и образуются бегущие трещины того же направления, которые опережают подачу ножей. Это приводит к тому, что один конец трубы отделяется от другого.
Ножами описанной конструкции можно отрезать от чугунных канализационных труб кольца длиной 20 мм.
При рубке во избежание ушибов и ранений необходимо соблюдать следующие меры предосторожности:
прочно насаживать молоток или кувалду на ручку;
надежно укреплять металл в тисках и при рубке на наковальне поддерживать отрубаемую часть заготовки;
применять ограждающие сетки при рубке твердого или хрупкого металла, чтобы отлетающие осколки не поранили работающего или находящегося вблизи человека;
работать исправным инструментом и на исправных станках;
при перерубке труб на прессе работать в рукавицах.
До перерубки труб необходимо проверить исправность механизма, электрооборудования и защитных ограждений.
Обработка дерева и металла
В практике слесарно-сборочных работ широко применяют режущие инструменты, предназначенные для вырубки заготовок различных профилей, а также для вырезки заготовок из листовой стали и цветных металлов. К этим инструментам относят зубила разных форм и размеров.
Зубило представляет собой простейший, но необходимый в слесарном деле режущий инструмент, в котором режущее лезвие имеет форму клина. При рубке металла особое значение имеет правильный угол заточки режущей части зубила или крейцмейселя. Для этой цели применяют угломерный прибор, с помощью которого можно проверять углы заточки сверл, зубил, крейцмейселей, резцов и др. Прибор состоит из поворотного диска диаметром 75 мм, на котором закреплен сектор со шкалой, проградуированной от 10 до 140°. Положение сектора со шкалой при установке на угол заточки фиксируют винтом.
Действие инструмента на обрабатываемый металл изменяется в зависимости от положения оси клина и направления действия и силы удара. Следует добавить, что врезание режущей части зубила зависит не только от силы удара молотком по бойку зубила, но и от массы молотка, угла наклона зубила и расстояния замаха молотка. При рубке нужно следить за тем, чтобы правая рука не напрягалась, а локоть ее был слегка согнут во время кистевого удара молотком по бойку зубила. Удар должен быть не сильным, но точным, при этом большой, указательный и средний пальцы руки немного вытянуты вдоль ручки молотка, слегка захватывают ее, безымянный палец и мизинец, сжимая ручку молотка, создают направление и точность удара бойка молотка по бойку зубила. При замахе молоток должен проходить с правой стороны от головного убора и не доходить до козырька примерно 50—100 мм, при этом высота h замаха не должна превышать 400—800 мм.
На рис. 2, б показан второй прием захвата рукоятки молотка всеми пальцами правой руки. Пальцы слегка вытягивают вдоль рукоятки молотка и направляют боек молотка гю бойку крейцмейселя, который захватывают большим, указательным, средним и безымянным пальцами, при этом большой палец создает направление инструменту при вырубке, например, канавок во вкладыше подшипника, закрепленного в тисках.
В процессе сборочных работ слесарям часто приходится производить чеканочные работы с помощью чеканочного молотка и специальных чеканов; при этом точность и сила удара бойка молотка по бойку чекана во многом зависят от правильности расположения пальцев рук при захвате ручки чеканочного молотка и чекана.
Для вырезания заготовок и прокладок разной формы из листовой стали и цветных металлов толщиной от 0,2 до 1,5 мм применяют три типа ручных ножниц.
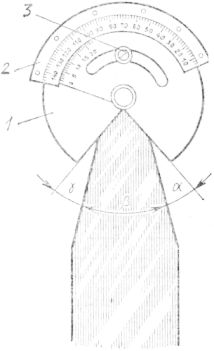
Рис. 1. Проверка угломерным прибором угла заточки зубила:
У — передний угол; Р — угол заострения; а — задний угол
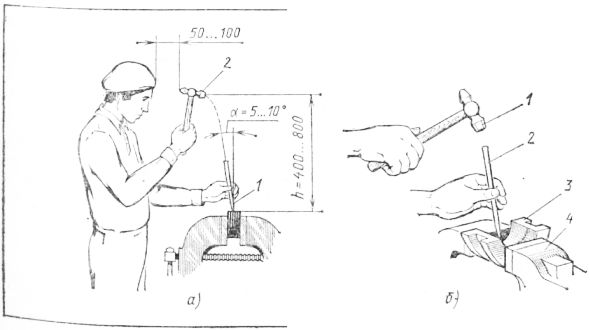
Рис. 2. Приемы рубки металла зубилом
При работе важно правильно располагать пальцы правой руки при захвате рукояток ножниц. Один из приемов захвата приведен на рис. 4, а: мизинец слегка опущен вниз, большой палец немного приподнят вверх вдоль верхней рукоятки и прижимает ее к ладони; при этом указательный, средний и безымянный пальцы, захватывая снизу рукоятку ножниц, создают силу при резании. На рис. 4, б изображен второй прием захвата, когда указательный палец руки вытянут вдоль рукоятки ножниц, а большой палец слегка опущен вниз и создает направление пальцам среднему, безымянному и мизинцу при нажатии рукояток ножниц в процессе резания. Третий прием захвата: четыре пальца правой руки слегка захватывают сверху рукоятку ножниц, а большой палец прижимает к ладони вторую рукоятку ножниц, что создает удобство всем пальцам правой руки при резании. Для вырезания круглой листовой заготовки используют специальные ножницы с пластинчатой пружиной, закрепленной на нижней рукоятке. Пружина, упираясь снизу в рукоятку, разжимает их. В этом случае ножницы держат в правой руке, обхватывают большим пальцем верхнюю рукоятку и прижимают ее к ладони, а указательный, средний, безымянный пальцы и мизинец располагают вдоль рукоятки, обхватывают ее и нажимают на рукоятку снизу, создавая ей направление в процессе резания. Левой рукой удерживают лист заготовки и направляют его между режущими кромками ножниц, а правой рукой, сжимая и разжимая рукоятки, направляют верхнюю режущую кромку рукоятки и точно по разметочной линии вырезают круглую заготовку.
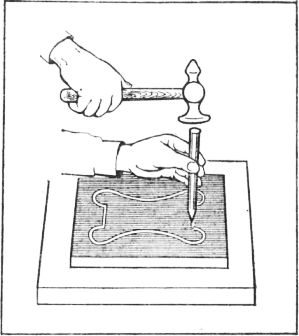
Рис. 3. Установка чекана и нанесение удара молотком при чеканке фасонного канта детали
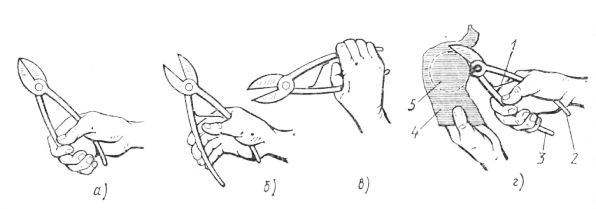
Рис. 4. Положение пальцев рук при захвате рукояток ножниц в процессе вырезки заготовок из листовой стали
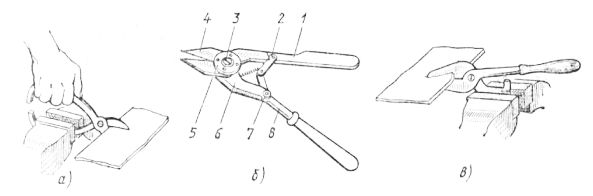
Рис. 5. Приемы разрезания листового материала на полосы
Для разрезания листа толщиной 0,2—0,5 мм на полосы применяют ручные ножницы: одну рукоятку (нижнюю) зажимают в тисках, а верхнюю захватывают пальцами правой руки и, периодически поднимая и опуская ее, разрезают заготовку по размеченной линии.
Для резания листовой стали толщиной до 2,5 мм применяют силовые ножницы. При работе рукоятку (с насечкой) закрепляют в тисках, а рукоятку (рабочую с пластмассовым наконечником) захватывают правой рукой. Рабочая рукоятка представляет собой систему двух последовательно соединенных рычагов. Первый рычаг заканчивается ножом и соединен винтом через шайбу с рукояткой. Рукоятка через ось и двухшарнирное звено соединена с рукояткой. Эта система рычагов увеличивает силу резания примерно в 2 раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам потайными заклепками. Эти ножницы имеют специальное приспособление для резки прутков диаметром до 8 мм. Малогабаритные силовые ножницы обеспечивают хорошее качество реза на детали.
Для разрезания металла толщиной до 2 мм применяют стуловые ножницы. Нижнюю ручку закрепляют в параллельных тисках или крепят на столе или на другом жестком основании. Эти ножницы малопроизводительны, при работе требуют значительных Усилий, поэтому их применяют для разрезания небольшой партии листового металла.
При разрезании металла применяют различные типы механических и гидравлических ножниц и прессы. Настольные ручные Рычажные ножницы применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни до 6 мм. Перед началом Работы основание ножниц крепят болтами к столешнице верстака.
Разрезание листовых заготовок настольными рычажными (а) и электровибрационными (б) ножницами
Затем правой рукой поднимают рукоятку и шарнирно соединенный с ней осью нож. Второй нож закреплен в корпусе ножниц. Затем лист укладывают на столик и плавным нажимом на рукоятку разрезают лист строго по размеченной линии.
Ножи изготовляют из инструментальной стали и закаливают до твердости HRC3 52—60. Углы заострения режущих граней 75—85°. Перед работой проверяют, смазаны ли трущиеся части, плавно ли ходит рычаг, нет ли зазора между режущими кромками ножей и т. д.
Рубка металла, инструменты и технологические особенности которой мы рассмотрим в этой статье – достаточно трудоемкий процесс, который требует выполнения не только соблюдения техники безопасности, но и особого контроля со стороны человека.
На сегодняшний день существует огромное количество различных инструментов для рубки металла, а также иных вспомогательных средств для его нарезки. В данном случае нам предстоит подробно ознакомиться с процедурой рубки металла и рассмотреть при помощи, каких инструментов она выполняется.
Основные предназначения
В основном такая процедура, как рубка металла на гильотине или ином станке и приспособлении применяется в следующих случаях:
- Срубание или удаление излишних слоев металла с поверхности заготовочных деталей.
- Выравнивание поверхностей, что имеют неровную форму.
- Процедура удаления твердой корки и окалины.
- Обрубание заусенцев и иных неровностей на кованных и литых деталях.
- Обрубание излишнего материала, его концов, краев и отдельных листов.
- Рубка металла гильотиной на части (для листового и сортового материала).
- Проделывание отверстий, намеченных определенным контуром.
- Прирубание кромок встык под сварку.
- Обрубание головок заклепок, впоследствии – их удаления.
- Вырубание смазочных каналов и шпоночных пазов.
Как уже было указано выше, для рубки металла в основном используют гильотины, однако плазменную резку никто еще не отменял. В данном случае рассмотрим плюсы и минусы каждого из вариантов в отдельности.
Рубка и гибка металла при помощи гильотины
Гильотины стоят не так дорого и имеют массу преимуществ, а именно:
- Быстрая нарезка металлических деталей и удаление излишков с заготовок.
- Гильотины просты в работе, а также не несут какой-либо опасности для человека при правильном использовании.
- В настоящее время существуют механизмы, которые позволяют не только рубить, но также гнуть металл, придавая ему различную форму.
- Гибка листового металла возможна даже при использовании компактной гильотины.
- Достаточно легко выполнить ремонт станка самостоятельно в силу того, что здесь отсутствуют сложные механизмы.
- Гильотины хорошо подходят для вырубки небольших отверстий и каналов.

Однако имеются у этих станков и недостатки, а именно:
- Они обладают большой массой, что в некоторых случаях усложняет их использование.
- Давление, создаваемое при рубке металла, выполняется за счет воздуха, из-за чего требуется постоянное подключение к компрессору.
- Цена хорошей гильотины достаточно высокая, однако это гарантирует долгий срок ее службы и качество обработки металла, гибка которого была на ней произведена.
- Подобный гибочный станок хоть и прост в ремонте и обслуживании, однако требует подбора специальных деталей.
На фоне огромного числа преимуществ гильотин, небольшой список их недостатков выглядит незначительным.
Плазменная резка
Такой вспомогательный способ нарезки металла отличается следующими качествами:
- быстро, ровно и качественно разрезает металл любой толщины;
- имеет компактные габариты;
- удобство в применении.
На фоне небольшого списка преимуществ, у плазменной резки имеется масса недостатков, а именно:
- Небезопасна при работе.
- Требует постоянного подключения к баллонам с кислородом;
- При использовании необходимо внимательно следить за температурой, иначе есть риск подорваться.
- Работа с плазменной резкой требует использования защитного шлема или линз, так как от высокой температуры и яркой искры человек может ослепнуть.
- С ее помощью можно только резать металл, гнуть или делать в нем каналы невозможно.
Плазменная резка имеет еще огромное множество недостатков, однако она ценится за быстроту. С ее помощью можно нарезать листовой металл под размер в считаные минуты.
Гибка металла
Гибка – это процесс, при котором металл под высоким давлением кривошипного пресса принимает изогнутую форму. В данном случае предусмотрено использование гильотинного оборудования, которое помимо рубки способно также гнуть металл под высоким давлением.
Важно. Оборудование для резки, рубки и гибки металла, требует соответствующего обслуживания и ремонта. Именно поэтому после покупки, рекомендуется подобрать мастерскую, которая оказывает соответствующие услуги.
Покупка оборудования и дальнейшее его обслуживание
Услуги по покупке оборудования для резки и обработки металлопроката предоставляют крупные машиностроительные заводы, где производятся станки с гильотинными и иными функциями. Их можно найти в интернете на официальных ресурсах производителей в Москве, Новосибирске, Челябинске и многих других городах России.
Обслуживанием станков занимаются как сами производители, так и сторонние компании, чья деятельность направлена на обслуживание и ремонт крупного оборудования металлопроката. Найти такие сервисы вы также можете в интернете либо запросив рекомендации у производителя оборудования.
Видео: рубка металла гильотиной.
Итоги
В современной жизни металлообработка претерпела ряд инновационных изменений, появились автоматизированные гильотины и иные станки, которые при правильно заданной программе способны изготовить заготовку без изъянов.
Металлообработка будет востребована всегда, в силу того, что этот материал используется повсеместно. Именно поэтому гильотины и другое оборудование изготавливаются с расчетом на то, что оно будет служить не одно десятилетие. Но это возможно лишь при условии регулярного ремонта и обслуживания станков.


Отправить ответ