
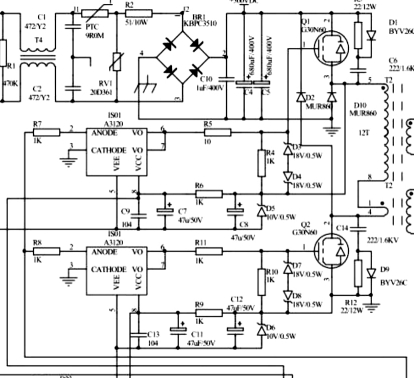
Ресанта саи 190а схема электрическая принципиальная
Содержание:

Пришёл в ремонт сварочный инвертор САИ 190А
Не включался, поменял D24, включился нет напр. на выходе. Поменял 3845 появилось 6в и горят и зеленый и желтый.
Поменял оптопару А3120, на выходе появилось 67 вольт. Инвертор заработал.
СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ
НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140
Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
Первый вариант принципиальной схемы сварочного инвертора выполнен с использованием управляющего трансформатора, а второй — с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания. Поскольку первый похож на то, что есть у меня, т.е. используется управляющий трансформатор, то с него и начнем.
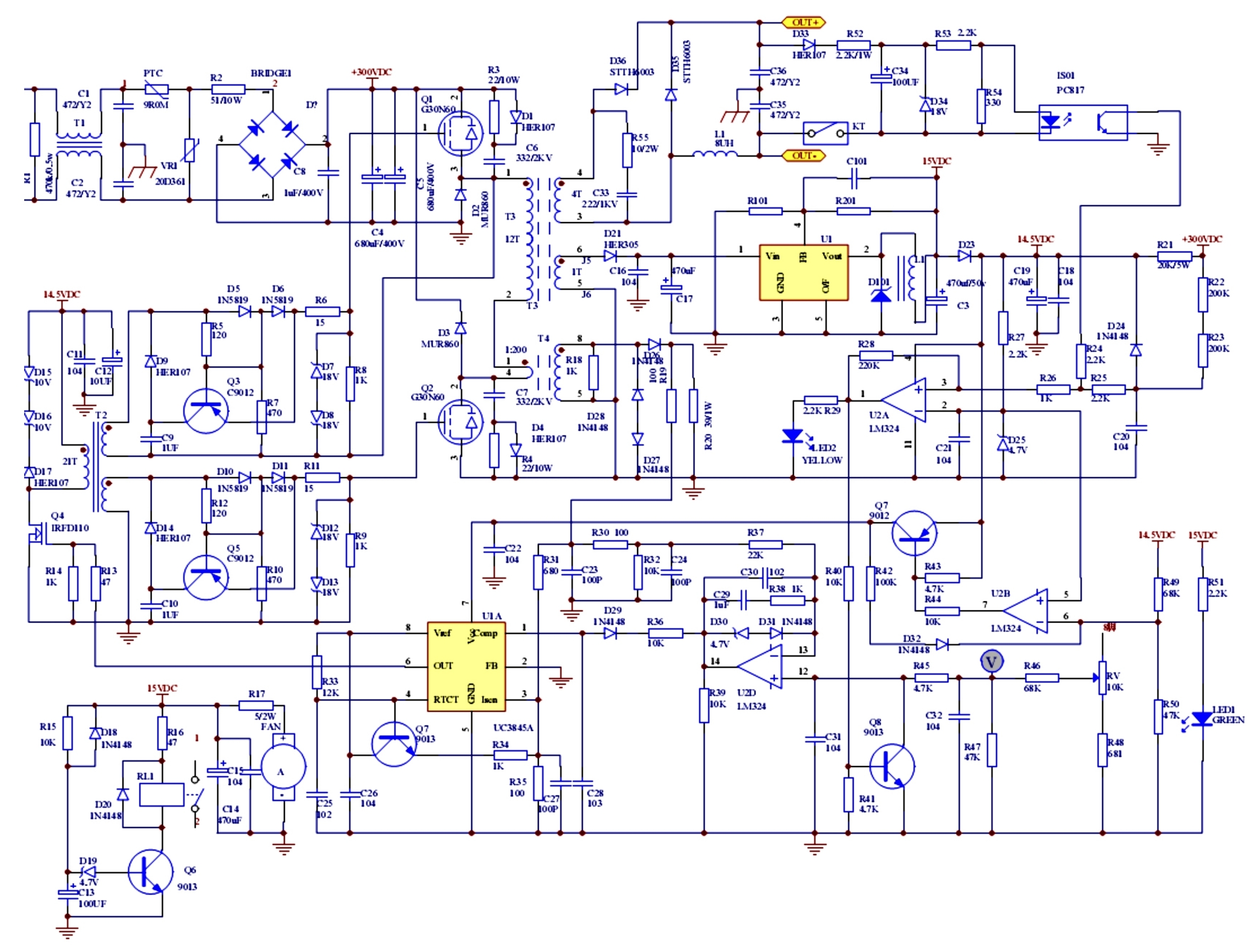
Итак, подаем питание и смотрим что будет происходить.
Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления.
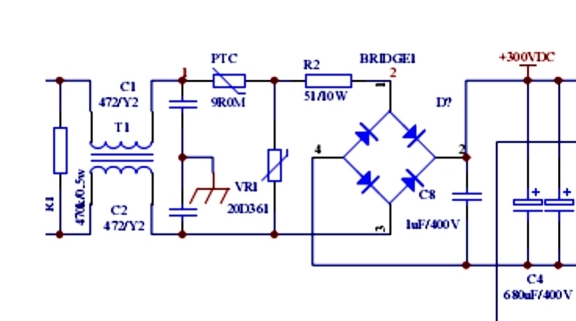
Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост.
По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19.
Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции.
Теперь смотрим очень внимательно не забыв перевести мозг в состояние ВКЛ.
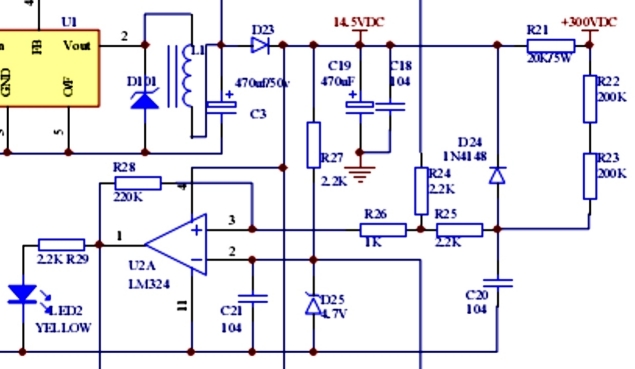
Сопротивление R21 меньше суммы сопротивлений R22 и R23 в 20 раз, а емкость С19 больше емкости С20 в 4700 раз, следовательно напряжение на верхнем выводе С20 будет больше напряжения на верхнем выводе на 0,6 вольта – напряжение падения на диоде D24. Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт.
Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта.
На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания.
Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50. И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
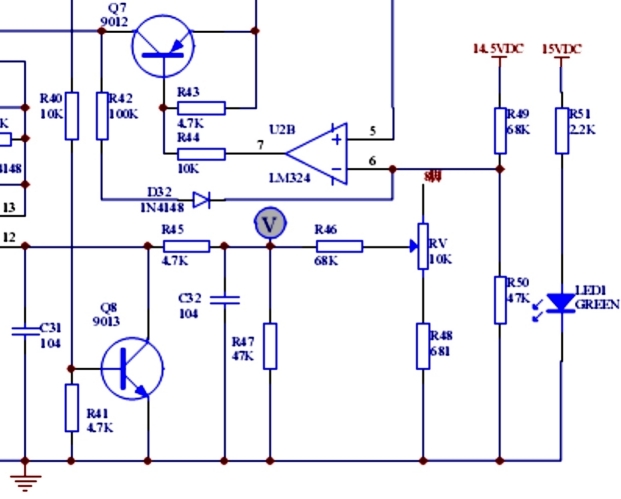
Как только напряжение на верхнем выводе С19 станет равным 12 вольтам на делителе сформируется напряжение равное 4,9 вольта, а это больше опорного напряжения 4,7 вольта и компаратор U2B сформирует на своем выходе напряжение близкое к нулю, транзистор Q7 открывается и подает питание на контроллер UC3845.
Контроллер начинает выдавать управляющие импульсы и силовые транзисторы начинают открываться. Но делают они это на очень короткий промежуток времени, поскольку на контроллере формируется имитация превышения выходного тока все еще открытым транзистором Q8.
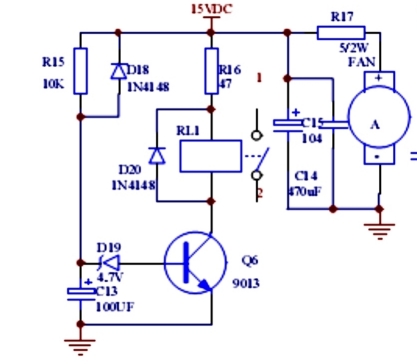
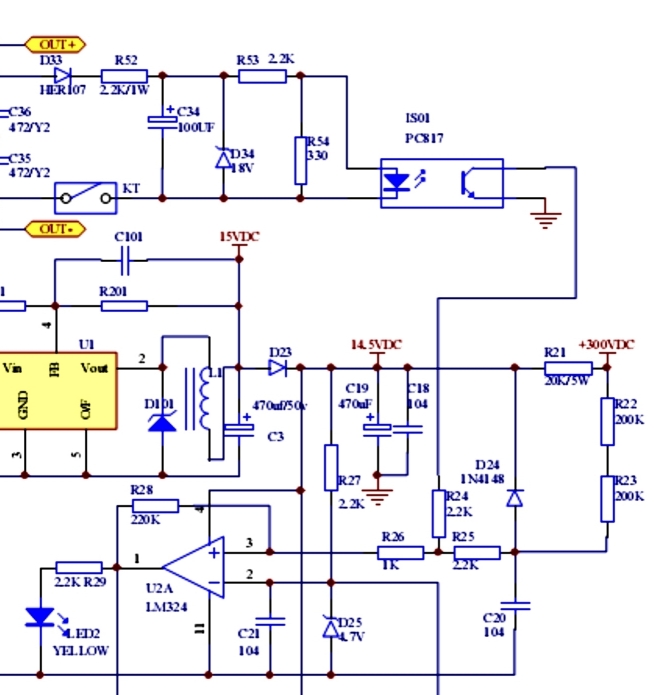
На обмотке питания управления появляется напряжение и теперь все управление может потреблять гораздо больший ток. Это напряжение стабилизируется импульсным стабилизатором U1 и тут становится наглядной одна проблема – если первоначально напряжение с левого вывода R21 будет идти сразу на всю схему, то запуска у нас не произойдет никогда – вентилятор потребляет слишком много и напряжение не будет увеличиваться на верхнем выводе С19. Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания.
Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2.
Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль. Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
Поэтому рассмотрим лишь оставшиеся узлы.
Управление силовыми транзисторами происходит с помощью управляющего трансформатора, вторичные обмотки которого через диоды Шотки идут на затворы силовых транзисторов при наличии управляющего импульса. Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса.
При наличии управляющего импульса оба транзистора открываются и через первичную обмотку протекает ток, который создает магнитное поле наводящее напряжение на вторичной обмотке. При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.
К сервису данного сварочного инвертора можно отнести защиту от перегрева и залипания электрода, выполненных на одном управляющем элементе – оптроне ISO1.
Пока светодиод данного оптрона светится открытый транзистор оптрона формирует почти ноль на выводе 3 U2A. Как только электрод касается свариваемой заготовки напряжение на светодиод еще какое то время поступает за счет накопленной в конденсаторе С34 энергии. Это время и есть время поджига дуги и если дуга не загорелась, т.е. электрод залип, то светодиод оптрона тухнет, тем самым закрывая транзистор оптрона. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад – работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы.
Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.
Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится.
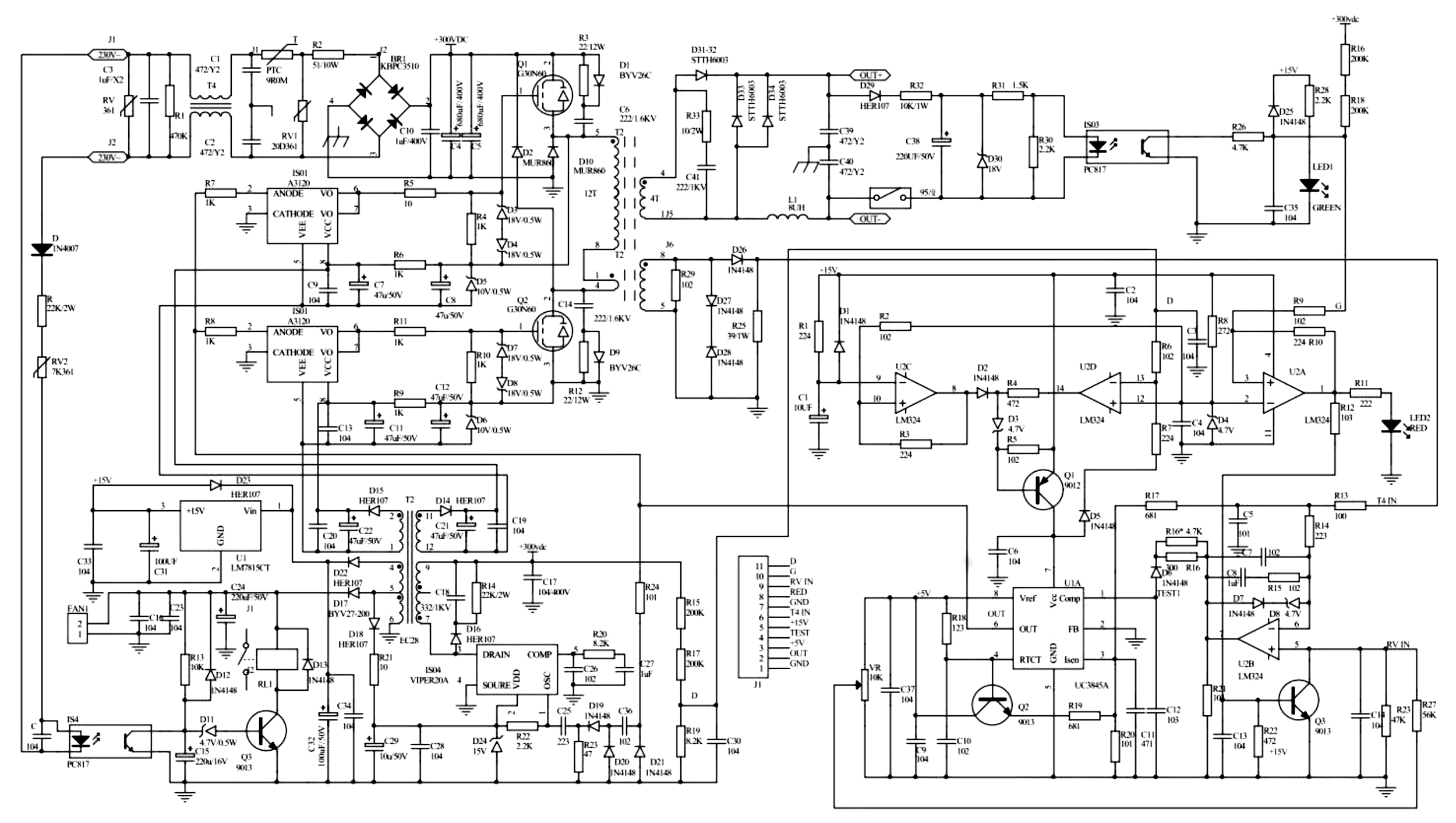
Второй вариант схемы отличается не большими изменениями в самом управляющем блоке, ну например транзистор подающий питание на UC3845 открывается через стабилитрон. Питание управление организовано от отдельно блока питания, который выдает 4 напряжения:
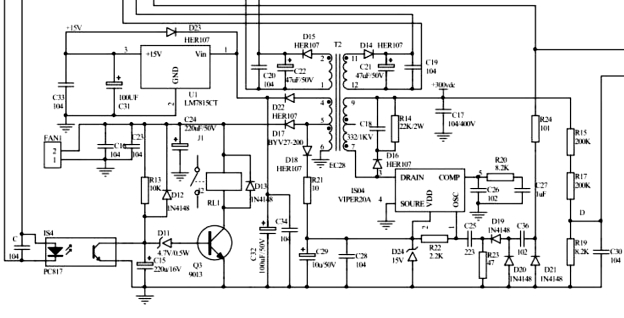
15 вольт для питания управления, которые стабилизируются дополнительной КРЕНкой, вольт 12 для вентилятора и два напряжения для оптодрайверов силовых транзисторов. Величина должна быть порядка 25 вольт.
Оптодрайверы управляют силовыми транзисторами через дополнительный формирователь отрицательного напряжения, выполненный на R6-D5 и R9-D6. Подача отрицательного напряжения на затворы силовых транзисторов значительно уменьшает время их закрытия, следовательно уменьшается нагрев транзисторов.
Софтстарт тоже организован несколько иначе – пока горит светодиод оптрона транзистор Q3 будет закрыт, но нагреваясь термистор RV2, имеющий отрицательную зависимость сопротивления от температуру увеличивает свое сопротивление и светодиод тухнет, тем саамы разблокируя базу Q3 и реле софтстарта включается.
Откровенно говоря и в первом варианте схемы и во втором включение реле происходит довольно медленно и не зависит от состояния схемы управления, что может приводить к подгоранию контактов реле.
На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками. ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
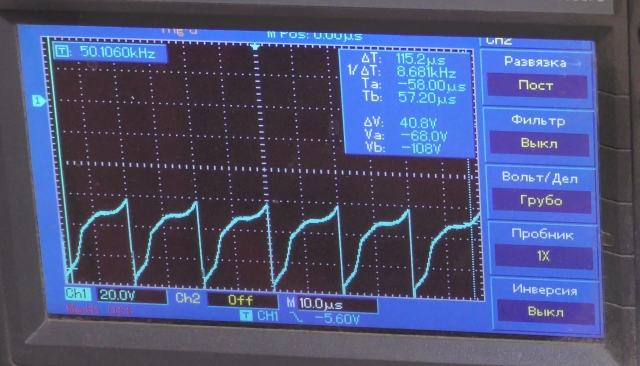
Осциллограмма выходного напряжения без нагрузки.
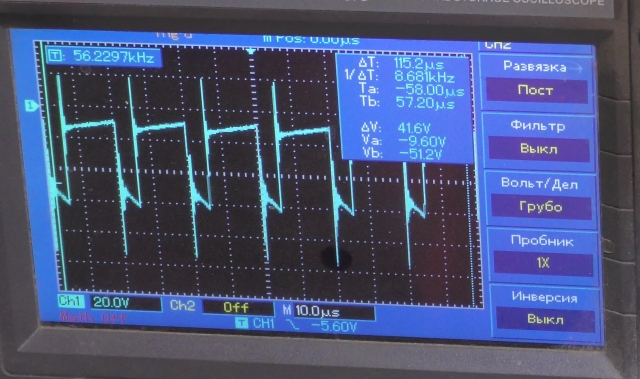
Осциллограмма выходного напряжения при нагрузке 60 А.
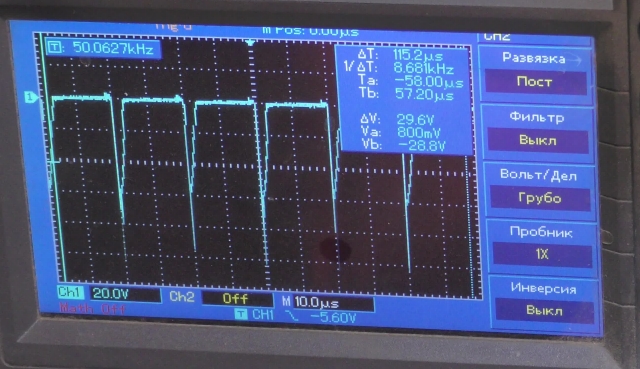
Осциллограмма выходного напряжения при сработанной защите.
Ресанта САИ-190 – пользующийся популярностью сварочный инвертор, разработанный специалистами из Латвии, но производимый на заводе компании в Китае. Основным назначением оборудования данной модели является электродуговая сварка, выполняемая в ручном режиме. Осуществляется такая сварка при помощи стандартных штучных электродов, на которые нанесено специальное покрытие.

Базовая модель семейства САИ-190 с индексом «А»
Сварочный инвертор Ресанта САИ-190 работает от однофазной электрической сети с напряжением 220 В и частотой тока 50 Гц. Благодаря такой характеристике это устройство можно одинаково успешно использовать как для оснащения производственного цеха, так и для выполнения сварочных работ в домашней мастерской и на приусадебном участке. Способствует высокой популярности данного оборудования и тот факт, что оно отличается простотой настройки рабочих режимов, обслуживания и эксплуатации.
При работе с инвертором «Ресанта» рассматриваемой модели следует принимать во внимание такой параметр, как продолжительность непрерывной работы, который составляет 70%. Такая характеристика указывает на то, что за промежуток времени, равный 10 минутам, выполнять сварку можно в течение 7 минут, а 3 оставшиеся давать на остывание элементов электрической схемы устройства.
Скачать бесплатно электросхемы инвертора (на четырех листах) в формате pdf можно по ссылке ниже:
Электрические схемы Ресанта САИ-190
Как работает инвертор данной модели
Сварочный аппарат Ресанта САИ-190, как и инверторы других моделей, работает по следующему алгоритму.
- Переменный ток, поступающий на вход устройства из электросети, преобразуется в постоянный.
- Сформированный постоянный ток подается на инверторный блок, где снова преобразуется в переменный, но обладающий высокой частотой.
- При помощи принципа широтно-импульсной модуляции напряжение высокочастотного тока понижается, соответственно, увеличивается его сила. За реализацию такого принципа в электрической схеме инвертора отвечает компактный трансформатор.
- После того как высокочастотный переменный ток будет отрегулирован по заданным параметрам напряжения и силы, его вновь выпрямляют. Сформированный постоянный ток подается к сварочному держателю (именно с его помощью создается и горит электрическая дуга).
На видео можно посмотреть внутреннее состояние аппарата спустя год эксплуатации.
Функциональные возможности аппарата
Разработчики и производители наделили инвертор Ресанта САИ-190 техническими характеристиками и дополнительными опциями, которые делают работу с ним легкой, безопасной и комфортной, позволяют создавать качественные, надежные и аккуратные соединения даже сварщикам, не имеющим высокой квалификации и достаточного опыта.
Так, при достижении температуры внутри устройства критического значения термодатчик, имеющийся в электрической схеме, обеспечивает включение на передней панели сигнальной лампочки. В этой ситуации необходимо проверить, не замкнуты ли между собой силовые кабели, а затем дать инвертору остыть, не отключая его.
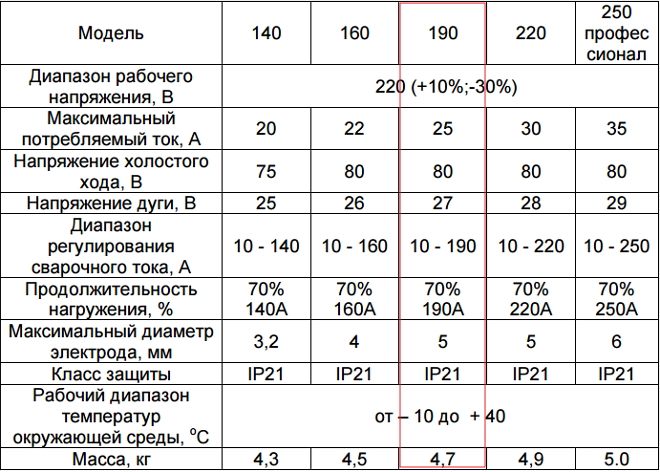
Технические параметры САИ-190 в сравнении с другими сварочными аппаратами Ресанта
К дополнительным опциям, которыми наделен инвертор «Ресанта» данной модели, относятся:
- «Горячий старт» – функция, обеспечивающая быстрое зажигание дуги и ее стабильное горение;
- «Антизалипание» – опция, предполагающая автоматическое прекращение подачи электротока на электрод в тот момент, когда последний приваривается к поверхности детали (после того как электрод будет отделен от обрабатываемой поверхности, ток снова начнет поступать к нему).
Данные характеристики, кроме улучшения качества сварки и облегчения технологического процесса ее выполнения, повышают КПД инвертора и тем самым позволяют экономить электроэнергию.
К особенностям инвертора Ресанта САИ-190 следует отнести:
- плавную и точную регулировку сварочного тока, сила которого может варьироваться в интервале 10–190 А;
- наличие удобного наплечного ремня (это позволяет переносить устройство по рабочей площадке и использовать его для сварки в труднодоступных местах);
- размещение электрических схем и других элементов внутренней конструкции аппарата в прочном металлическом корпусе, который надежно защищает их от механических повреждений и активного запыления.
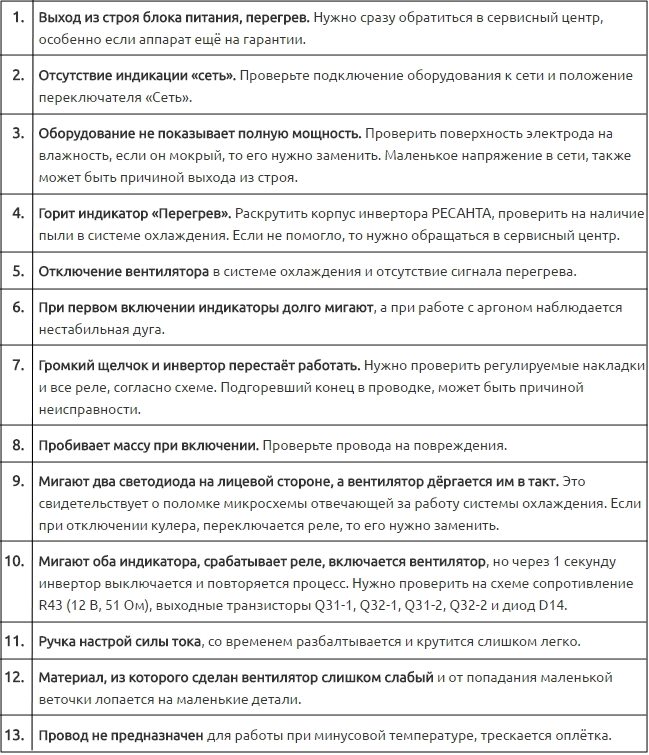
Часто встречающиеся неполадки в работе САИ-190
Преимуществами инвертора Ресанта САИ-190, о чем свидетельствуют и отзывы тех, кто уже работал с ним, являются:
- надежные IGBT-транзисторы, составляющие основу электросхемы;
- компактные размеры и легкий вес (это придает устройству исключительно высокую мобильность, позволяет использовать его для выполнения работ даже в труднодоступных местах);
- наличие опции «Защита от перегрева»;
- наличие системы вентиляции туннельного типа;
- точная и плавная регулировка сварочного тока, сохранение рабочих параметров даже при резких скачках в электросети;
- высокая производительность, обеспечиваемая техническими характеристиками инвертора;
- класс защиты – IP 21;
- простота эксплуатации и технического обслуживания;
- экономное потребление электроэнергии;
- наличие дополнительных опций «Антизалипание» и «Горячий старт».
Если анализировать отзывы пользователей об инверторе Ресанта САИ-190, можно узнать и о его недостатках.
- Провода и кабели, поставляемые в комплекте с инвертором, имеют небольшую длину, что не слишком удобно.
- Вентиляторы устройства, установленные во внутренней части корпуса, не приспособлены для работы при достаточно низких температурах (от –25 градусов Цельсия): замерзают и перестают вращаться.
И представители компаний, занимающихся продажей и техническим обслуживанием инверторов Ресанта САИ-190, и потребители отмечают нестабильность их качества и технических характеристик. Этот серьезный недостаток характерен для бюджетного сварочного оборудования.
Модификация Ресанта САИ-190 ПН для сварки на пониженном напряжении
Модификацией рассматриваемого инвертора является модель Ресанта САИ-190 ПН, которая чаще всего применяется для выполнения работ в домашней мастерской, на даче или на приусадебном участке. Технические возможности такого аппарата позволяют эффективно выполнять сварку даже в тех ситуациях, когда напряжение в питающей электрической сети сильно понижено (до 140 В).

Инвертор сварочный «Ресанта» модели САИ-190ПН
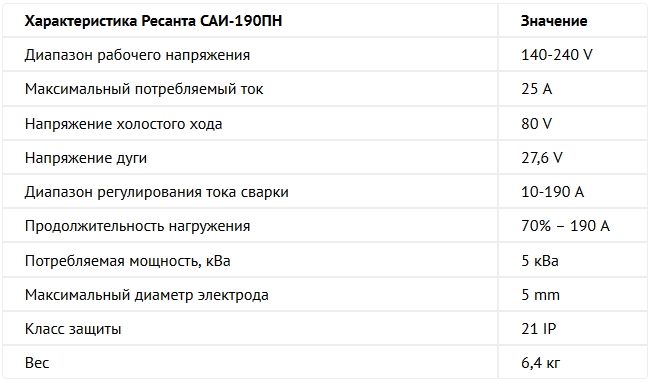
Характеристики Ресанта САИ-190 ПН
Особенно незаменимым такой инвертор является в тех случаях, когда сварочные работы необходимо выполнять в условиях сельской местности, где напряжение в электросетях не отличается стабильностью. Остальные характеристики данного аппарата полностью идентичны техническим параметрам базовой модели.
Инвертор Ресанта САИ-190 ПРОФ для профессионального использования
Отдельного внимания заслуживает модификация инвертора Ресанта САИ модели 190, специально разработанная для профессионального использования, – Ресанта САИ-190 ПРОФ. Технические возможности этого инвертора позволяют использовать для сварки электроды диаметром до 5 мм.

«Ресанта» модели САИ-190 ПРОФ
Кроме дополнительных опций, которыми наделена базовая версия инвертора 190-й модели, аппарат профессиональной серии обладает еще одной – «Форсирование дуги». Данная функция обеспечивает автоматическое увеличение силы тока в тот момент, когда длина дуги резко сокращается. Благодаря данной опции практически полностью исключен риск прилипания электрода к поверхности соединяемых деталей.

Характеристики Ресанта САИ-190 ПРОФ
Размер увеличения силы тока в момент уменьшения длины дуги (в процентах от величины базового сварочного тока) можно отрегулировать перед началом выполнения сварки. Выбирается данный параметр в зависимости от нескольких факторов: материала изготовления соединяемых деталей и их толщины.
Наличие такой опции в перечне характеристик инвертора позволяет обеспечить стабильность горения дуги, а также добиться высокой текучести металла, из которого изготовлены соединяемые детали и электродный стержень.
Преимущества инвертора профессиональной серии
Характеристики инверторов профессиональной серии и отзывы на такое оборудование хорошо показывают, почему оно отнесено к данной категории.

Передняя панель сварочного инвертора Ресанта профессиональной серии
Корпус данного аппарата выполнен в обновленном, улучшенном дизайне, панель управления устройством, защищенная крышкой из прозрачного пластика, расположена на его лицевой части. Чтобы сварщику было удобнее следить за параметрами работы аппарата, на панели управлении имеется цифровой дисплей.
Для улучшения охлаждения электронной схемы устройства вентиляционные отверстия на его корпусе имеют увеличенную площадь. В том числе и благодаря такому конструкторскому решению продолжительность непрерывной работы инвертора на максимальном сварочном токе составляет 70%.
Инвертор Ресанта САИ-190 ПРОФ отличается расширенным диапазоном величины напряжения, от которого он может эффективно работать. Благодаря использованию в электронной схеме специального корректора коэффициента мощности интервал рабочего напряжения данного аппарата составляет 100–260 В. Наличие такого корректора, кроме того, позволяет успешно использовать инверторы профессиональной серии в связке с автономными источниками электротока – бензиновыми и дизельными генераторами.

Дополнительные вентиляционные прорези по бокам аппарата
По сравнению с аналогами инверторов из других серий, профессиональный аппарат может работать с генераторами меньшей мощности. Так, если для нормальной работы инверторов серий 190 и 190 ПН необходим генератор, мощность которого не может быть меньше 5,5 кВт, то профессиональный инвертор (ПРОФ) может эффективно работать и с генераторами мощностью 4,6 кВт.
При работе инвертора профессиональной серии (что часто отмечается в отзывах) в питающей сети не происходит таких значительных падений напряжения, как при эксплуатации аналогичного сварочного оборудования из других серий. Большим плюсом таких устройств является и то, что они более экономно потребляют электроэнергию – до 30%.
При таких примечательных технических характеристиках и высокой мощности инвертор профессиональной серии компактен и имеет небольшой вес – чуть меньше 5 кг. Для оперативного перемещения по рабочей площадке корпус аппарата оснащен удобной и надежной ручкой.
Ресанта САИ-190: отзывы пользователей
Как правило, всю суть пользовательских отзывов можно уместить в несколько типичных рецензий, в которых фигурируют недостатки и достоинства рассматриваемого сварочного аппарата. Именно такие отзывы и представлены ниже.


Отправить ответ