
Револьверная головка токарного станка с чпу
Содержание:
При выборе токарного инструмента и оборудования основными учитываемыми критериями являются их производительность и функциональность, при необходимости налаживания серийного выпуска деталей и проведения сложных работ предпочтение отдается универсальным моделям с многопозиционной поворотной головкой с посадочными отверстиями под несколько режущих элементов. Такие разновидности известны в качестве токарно-револьверных, они имеют широкую сферу применения и чаще всего являются автоматизированными. Из-за сложностей конструкции и высокой цены их выбор, наладку и ремонт доверяют специалистам, целесообразность использования обосновывают экономическим расчетом.

Назначение, виды выполняемых работ
Данная разновидность станков отличается от более простых наличием перемещаемой револьверной головки, имеющей несколько (от 4 и выше) гнезд для крепления разных фрез и в разы упрощающей процесс многоинструментальной обработки сложных деталей. Производительность этих устройств объясняется как возможностью быстрой смены приспособлений, так и одновременным и сверхточным воздействием на несколько поверхностей заготовки. Это обеспечивается большим числом позиций в самой головке, ее вращением в рабочем пространстве, наличием дополнительных упоров (у моделей без ЧПУ), скоростной подачей и автоматическим переключением узлов, запитываемых от отдельных приводов.
Как следствие, станки токарно-револьверной группы считаются многофункциональными и успешно задействуются при выполнении следующих операций:
- Нарезания внутренней и наружной резьбы, формирования канавок с разным профилем и глубиной плашками и метчиками.
- Точения и торцевой подрезки вращающихся заготовок.
- Обработке фасонных поверхностей с привлечением специальных шаблонов или резцов с поперечной подачей.
- Получение конических деталей и форм – по аналогии с предыдущим способом, как посредством использования копиров, так и за счет одновременной продольной обработки заготовки широкими резцами.
- Зенкерование, развертывания, сверления отверстий.
Задействование этих устройств увеличивает производительность токарных работ в разы, помимо быстрой подачи нужного узла скорость операций в профессиональных моделях возрастает за счет наличия систем с охлаждающими жидкостями. Они же позволяют станку резать металлы с высокой плотностью. Безопасность токаря обеспечивают специальные щиты, у автоматических разновидностей рабочее пространство полностью закрыто. Многие современных модели оснащены транспортерами для удаления отходов, попадание ее на оператора в любом случае исключено.
Виды и особенности токарно-револьверных центров
Классификация этого оборудования условная, чаще всего она связана с конструктивными особенностями и направлением оси вращения заготовки. Так, в зависимости от типа и размеров обрабатываемой детали различают патронные и прутковые виды станков. В первых заготовка фиксируется финтом или гидравлическим приводом, с таким исполнением проще закрепить кусок металла с большим сечением. Целевым назначением прутковых токарно-револьверных станков является изготовление деталей с небольшим диаметром, при необходимости – более длинных в сравнении с патронной разновидностью, или обработка литых, кованных и штампованных заготовок с помощью дополнительных насадок. Первая группа при этом является более универсальной, их применение допускает возможность работы с прутьями с тонким сечением.
В зависимости от расположения основной оси вращения выделяют горизонтальные, вертикальные и наклонные модели, последние встречаются реже. Самые продвинутые устройства допускают выполнение токарных работ с изменением угла наклона заготовки. Разновидности с горизонтальной осью чаще всего имеют головку барабанного типа с продольной и круговой подачей режущего инструмента, при таком исполнении отсутствуют поперечный суппорт. Чаще всего оно встречается у прутковых станков. Разновидности с вертикальной или наклонной осью револьверной головки, наоборот, всегда имеют оба суппорта, дополнительный поперечный задействуется при выполнении отрезных и подрезных работ и накатки.
В зависимости от способа контроля положения узлов все станки данной группы разделяются на имеющие ЧПУ и полуавтоматы. Последние имеют упоры для ограничения продольной и поперечной подачи, их настройка занимает больше времени, закрепление и снятие заготовок при работе с ними выполняется вручную. В автоматических токарно-револьверных станках все операции осуществляются при минимальном привлечении работника. К ним относят как действия по фиксации деталей, так и изменение скорости, направления подачи, включение и выключение устройства.
Вне зависимости от назначения станка, к его важным техническим параметрам относят:
- Класс точности, определяющий возможности модели и качество получаемых изделий.
- Показатели размеров обрабатываемой заготовки и расстояния между рабочими узлами. Из всех технических характеристик эти являются самыми важными, они напрямую влияют на количество и сортамент выпускаемых изделий.
- Твердость обрабатываемого металла. Эта характеристика оказывает прямое влияние на выбираемые режимы резания.
- Число оборотов в мин., оказывающее прямое влияния на скорость изготовления и гладкость деталей.
- Скорость подачи и измерения положения отдельных узлов токарно-револьверного станка.
- Подключение или отсутствие СОЖ, защищенность оператора.
- Габариты и вес, удобство доступа к панели.
- Мощность привода и количество энергопотребления. Современный токарно-револьверный малогабаритный станок имеет среднее потребление в пределах 15-18 кВт, многофункциональные обрабатывающие центры – не менее 30. При необходимости обеспечения длительной работы в непрерывном режиме обращается внимание на защищенность оборудования от перегрева и скорость выключения привода при случайном отключении сети.
- Наличие или отсутствие дополнительных функций: фильтров в СОЖ, транспортера для удаления стружки.
Обзор токарно-револьверных станков с ЧПУ
Среди зарубежных производителей этих устройств лидируют компании Goodway и Haas Automation Inc. (обе – США), Accuway (Тайвань), Knuth (Германия), Trens (Словакия), Mupem (Испания), JET (Швейцария), ZMM Bulgaria Holding (Болгария). Российские модели выпускает Тверской, Астраханский, Алапаевский, Новочеркасский и другие станкостроительные заводы, как правило они способны работать в двух режимах: полу- и полностью автоматическом. Среди популярного токарного оборудования с револьверной головкой, управляемого ЧПУ, выделяют:
1. Станок 1325Ф30, выпускаемый российским заводом с 1984 г и используемый в условиях мелко- и среднесерийного производства, включающего изготовление деталей со ступенчатым и криволинейным профилем. Модель имеет вертикальную головку при горизонтальной компоновке корпуса и первую категорию качества. Точность обработки деталей согласно ГОСТ 8-82Е соответствуют «П» классу, рабочим материалом является калиброванный холоднокатанный прут с сечением от 18 до 25 мм.
2. Goodway GS 200 – горизонтальный токарно-револьверный станок от ведущего изготовителя с наклонной станиной (30°), программно-управляемыми задней бабкой и приводной головкой с 12 позициями. Данное оборудование ценится за производительность, высокую скорость и точность обработки деталей, и возможность работы в тяжелых режимах резания благодаря двухдиапазонному двигателю.
3. 1П426ДФ3 – высокопроизводительная модель, выпускаемая Алапаевским станкостроительным заводом, предназначенную для точной токарной обработки штучных изделий в полуавтоматическом режиме при изготовлении партий с повторяющимися деталями в объеме от 10 до 500 штук, при времени работ от 2 до 16 ч на каждую. Данный станок имеет 6 электродвигателей для запуска разных узлов и 2 револьверные головки на суппорте с вертикальными направляющими: шестигранную и круглую.
4. Mupem 4200 WIN 42 – инновационный станок для токарной обработки прутковых материалов с 2 вертикальными и 2 горизонтальными суппортами 8-позиционной головки. Настрой первых проводится как с помощью ЧПУ, так и вручную, работа вторых исключительно автоматизована. Предусмотрена возможность модернизации путем установки вращающихся инструментов или узла для вспомогательных операций. По аналогии с остальными современными моделями Mupem 4200 WIN 42 имеет транспортер для удаления стружки.
5. Haas ST-50 – многоцелевой токарно-револьверный центр с ЧПУ с большим сечением проходного отверстия в шпинделе, для применения в сложных условиях, включая частные температурные воздействия и изготовление тяжелых труб и фитингов, соединительных элементов и аналогичных вытянутых деталей из металла. Модель оснащена массивной головкой с гидравлическим приводом с комплектом метрических инструментальных оправок, системой подачи СОЖ, IPS и VQC (интуитивного и визуального программирования), портами для подключения USB и Ethernet интерфейсом.
6. ТС1625Ф3 – российский многофункциональный станок с тяжелой и монолитной станиной из чугуна, усиленным шпинделем и 2 револьверными головками. Модель ценится за повышенную виброустойчивость, простоту управления и безопасность работы токаря, в сравнении с оборудованием с равной производительностью ее энергопотребление ниже. Этот станок рекомендуют выбрать для серийного выпуска типовых деталей, его программы позволяют изготовить до 90% от общего номенклатурного ряда метизов вне зависимости от области их использования.
Стоимость и характеристики оборудования
Токарно-револьверное оборудование поставляется станко- и приборостроительными заводами в новом состоянии или после капитального ремонта, в обоих случаях на них предоставляется гарантия. Ориентировочные расценки на модели с ЧПУ с учетом их основных характеристик приведены в таблице:
| Наименование модели, производитель | Параметры обтачиваемых деталей | Мощность, кВт | Габариты, мм/ Вес, кг | Цена, рубли |
| 1325Ф30-01, ОАО «Новочеркасский СЗ», тип ЧПУ – НЦ-31 | Наибольшая длина заготовки в цанговом зажиме – 100 мм, диаметр детали над станиной – 320, при максимальном сечении одного прута в 25 | 13,2 | 4355×1456×1736/ 2585 | 2395000 – новом состоянии, от 450000 – б/у |
| Goodway GS 200, США, с системой управления Fanuc 0i-TD | Максимальная длина точения – 591 мм, сечение – до 400 при прутке до 51 | от 11 | 4500×1700×1800/ 2800 | От 3600000 |
| 1П426ДФ3, Алапаевский станкостроительный завод, с системой ЧПУ 2У22 | Диск над станиной – до 500 мм, диаметр штучной заготовки – до 250, прута – до 65, перемещение суппорта 340/50 | 18,5 | 3525×1570×2655/ 8800 |
Станки без блока ЧПУ обходятся дешевле (от 80000 рублей и выше), но они уступают программируемым в точности обработки и гибкости изменения техпроцесса. Их ассортимент представлен проверенными временем устройствами (1П371, 1М425, 1Н318, С193А, 1А365 российской сборки, некоторые серии Knuth), но из-за снятия с производства и сложностей при необходимости проведения тяжелых или непрерывных работ их постепенно заменяют современными моделями с цифровым управлением. Применение в частных целях практически исключено, высокая стоимость токарно-револьверных станков окупается только при размещении в цехах с серийным производством.
Для обработки самых различных заготовок из металла применяются станки токарной группы. В отдельную группу относят токарно-револьверные станки, которые пользуются сегодня весьма большой популярностью.
Назначение токарно-револьверного станка схоже с оборудованием токарной группы, разница заключается в наличии многопозиционной поворотной головки. Этот конструктивный элемент позволяет существенно повысить эффективность работы станка, сократить время, требующееся на обработку одной заготовки. Кроме этого сегодня большой популярностью пользуется токарно-револьверный станок с ЧПУ, снабженный револьверной головкой с посадочными местами для нескольких режущих инструментов.

Общие характеристики
Появление револьверной головки стало неизбежным последствием развития металлообрабатывающей индустрии. Это связано с тем, что данная конструкция в сочетании с ЧПУ позволяет существенно ускорить обработку заготовок, повысить точность размеров и шероховатости поверхности. Рассматривая станок револьверный по металлу следует уделить внимание нижеприведенным моментам:
- Подобное оборудование зачастую приобретают лишь для установки в цехах, которые выпускают продукцию крупными партиями. Только в этом случае универсальные токарно-револьверные станки оправдывают свою высокую стоимость.
- Характеристика токарно-револьверного станка определяет возможность обработки при высокой скорости и большой подаче, так как в зону резания подается СОЖ для охлаждения инструмента и заготовки.
- Тот момент, что основные узлы токарно-револьверного станка расположены также, как и у других токарных станков, определяет вид и количество проводимых операций. Технические характеристики токарно-револьверного станка определяют возможность быстрой смены режущих инструментов. Поэтому за одну установку можно провести сразу несколько операций, при этом затрачиваемое время на смену режущего инструмента снижается в несколько раз.
При рассмотрении общих характеристик следует уделить внимание именно револьверной головке. Станок токарно-револьверный, модель может оснащаться самой различной револьверной головкой, позволяет устанавливать сразу несколько режущих инструментов в определенной последовательности. При этом количество инструментов может варьироваться в пределе от 4 до нескольких десятков. Конструкция этого узла довольно сложна, а смена режущего инструмента проходит путем поворота головки вокруг своей оси. Токарно-револьверный современный станок оснащается числовым программным управлением для того, чтобы повысить производительность и точность обработки.

Классификация
Универсальные или иные токарно-револьверные станки могут отличаться по самым различным параметрам, двумя основными признаками классификации назовем:
- Тип обрабатываемой заготовки: патронные и прутковые. В патроне могут крепиться валы большого диаметра, в прутковых прут достаточно большой длины, но с небольшим диаметром.
- По расположению оси заготовки выделяют вертикальные, горизонтальные и наклонные модели. Довольно большой популярностью пользуются модели с горизонтальным и вертикальным расположением заготовок, а вот с наклонной осью встречаются намного реже. Некоторые модели позволяет проводить наклон заготовки для точения или проведения других операций под углом.
Паспорт токарно-револьверного станка содержит всю необходимую информацию, которая может использоваться при выборе конкретной модели. Некоторые варианты исполнения снабжаются планшайбой с тремя или четырьмя кулачками, приводимыми в движение при помощи гидравлического привода. Этот момент определяет возможность проведения обработки заготовок с довольно большими размерами. Примером можно назвать заготовки, которые получаются путем ковки или литья.
Токарно-револьверный станок полуавтомат относится в отдельную группу оборудования, которое предназначено для обработки прутков различного диаметра. Среди особенностей этих станков по металлу можно выделить следующие моменты:
- Одношпиндельный токарно-револьверный станок этой группы имеет шпиндель с отверстием под пруток. При этом размер отверстия относительно невысокий.
- Дополнительное оснащение представлено узлом, который проводит подачу и фиксацию заготовки. При этом данный токарно-револьверный станок имеет устройство по отводу полученной заготовки после обработки, что позволяет максимально автоматизировать производство.
В продаже можно встретить модели, которые имеют самое различное количество шпинделей. При этом выделим следующие моменты:
- При горизонтальном расположении оси рабочей головки суппорт может вращать вокруг своей оси и выполнять возвратно-поступательное движение в направлении оси. Вращение проводится по нескольким позициям, которых может быть более одного десятка.
- В случае вертикальной или наклонной оси рабочей головки может присутствовать как поперечный суппорт, так и револьверный.
Кроме этого токарно-револьверный современный станок с ЧПУ имеет устройство, которое позволяет проводить высокоточную обработку с изменением положения револьверной головки. Основные узлы зачастую прячут под защитным кожухом, что позволяет существенно повысить безопасность обработки.
Виды выполняемых работ
Как ранее было отмечено, технические характеристики современного токарно-револьверного станка позволяют проводить самые различные операции. Деталями могут стать различные детали, представленные телами вращения. К наиболее распространенным видам проводимых операций относят:
- Точение по наружному диаметру: черной и чистовой проход.
- Точение, подрезка торцевой поверхности, а также отрезная операция при установке соответствующего режущего инструмента.
- Нарезание внутренней и наружной резьбы при использовании самого различного режущего инструмента.
- Образование канавок различной формы и глубины. При установке соответствующего режущего инструмента может проводится получение канавки определенной формы и глубины.
Рассматривая паспорт токарно-револьверного станка, можно уделить внимание тому, что нарезание резьбы может проходить при применении плашки или метчика. Для этого устройство крепления инструментов должно оснащаться специальными державками с функцией перемещение в осевом направлении.
Кроме обычной цилиндрической формы могут обрабатывать и следующие разновидности заготовок:
- Имеющие фасонный профиль. Если применяется полуавтомат, то точение и иная операция проводится по копировальной линейке или криволинейному шаблону. За счет этого существенно упрощается поставленная задача по обработке.
- Коническая поверхность. Как и в предыдущем случае, точение может проходить по специальному копиру. Кроме этого коническую поверхность получают путем выполнения одновременной продольной поперечной подачи, для чего устанавливается привод рабочей подачи.
Кроме этого в отдельную группу выделяют станок малогабаритный токарно-револьверный. Есть возможность проводить их установку в небольших мастерских.
Особенности токарно-револьверной группы
Особенности данной группы определяют увеличение показателя производительности в несколько раз. Конструкция многошпиндельных и других станков этой группы характеризуется следующими моментами:
- Все приспособления станка могут оперативно заменяться.
- Для ускорения процесса смены положения заготовки практически любой узел снабжается устройством быстрой подачи.
- Многорезцовые державки, применяемые в качестве оснастки также повышают производительность.
Не стоит забывать о том, что сложность конструкции усложняет и ремонт токарно-револьверного станка, а также требует своевременного проведения квалифицированного обслуживания.

Электрическая схема токарно-револьверного станка на примере 1П365
Принцип работы определяет важность в правильной настройки механизмов, которые есть в оборудовании. Настройка проводится следующим образом:
- Для каждой заготовки проводится создание технологического процесса, в котором должна содержаться информация в последовательности расположения инструментов и их виде.
- Создаваемый чертеж должен также содержать информацию о том, какой вылет должен быть у режущего инструмента. Стоит помнить о том, что для получения высокоточных деталей учитывается то, насколько инструмент выходит за пределы револьверной головки.
- Некоторые модели предусматривают установку упоров, которые ограничивают продольную и поперечную подачу. На моделях с ЧПУ упоров нет, так как положение всех узлов контролируется высокоточным приводом.
Основная характеристика подобных станков заключается в диаметральном размере заготовки. Большинство моделей предназначено для работы с заготовки, диаметр поперечного сечения которых находится в пределе от 16 до 63 сантиметров. Рассматривая назначение прудковых станков следует уделить внимание следующим характеристикам:
- Наибольший показатель диаметра поперечного сечения, который может находится над суппортом.
- Максимальная длина прудка. Этот параметр также может зависеть от того, в каком помещении размещается станок.
- Пределы перемещения подвижных элементов конструкции.
Эти параметры указываются в описании токарно-винторезных станков. Также учитываются и другие характеристики, о которых пойдет речь ниже.
Основные характеристики
Выбирая токарно-револьверный станок мини, многошпиндельный или одношпиндельный следует уделить внимание на следующие характеристики:
- Класс точности. Для определения возможности применения той или иной модели станка для получения заготовок учитывается то, какой класс точности может быть достигнут. Большинство моделей имеет класс точности Н.
- Наибольшие показатели размеров заготовки (длина и диаметр), а также размещения узлов относительно друг друга.
- Из какого материала изготовлена заготовка. Как правило, может обрабатываться углеродистая, легированная сталь, чугун или другие сплавы. С учетом материала выбирается инструмент и режимы резания.
- Максимальное количество оборотов в минуту. Деталь с определенными параметрами шероховатости и точности размеров можно получить только при раскручивании заготовок до определенной скорости. При этом следует учитывать количество передач.
- В описание производители также заносят информацию о том, с какой скоростью могут перемещаться отдельные узлы при быстрой подаче. Кроме этого есть и рабочая подача, которая также имеет определенную скорость.
- Мощность установленного мотора и их количество. Малогабаритный станок оснащается моторами меньшей мощности, так как заготовки имеют небольшие размеры и за один проход снимается меньше металла. Серийный метод производства определяет то, что устанавливаемые моторы должны выдерживать длительную работу.
- Габаритные размеры оборудования, а также его вес. Мини станок проще установить, так как нет необходимости в проведении предварительной подготовки основания. Крупногабаритное оборудование требует тщательной подготовки основания.
Стоит учитывать, что кинематическая схема токарно-револьверного станка также может существенно отличаться. Старые модели созданы так, что для нарезания определенной резьбы приходится проводить установку определенных сменных колес. Для наладки можно использовать чертеж токарно-револьверного станка.
Особенности устройства блока ЧПУ
Как ранее было отмечено, чаще всего токарно-револьверный станок узлы имеет те, которые могут работать от блока ЧПУ. Это связано с тем, что ЧПУ обеспечивает высокую производительность.ъ

Токарно-револьверный станок с ЧПУ
Среди особенностей современных моделей отметим следующие моменты:
- Зачастую обработка заготовок проводится под защитным кожухом. Эта особенность исключает возможность получения травмы в ходе эксплуатации подобных станков. Защитный кожух используется по причине того, что все узлы управляются блоком ЧПУ.
- При установке соответствующей оснастки и режущего инструмента обработка может вестись с высокой точностью. При этом вероятность погрешности очень мала. Примером можно назвать то, что устанавливаемые резцы должны иметь износостойкую режущую кромку, которая в последнее время изготавливается в виде пластин.
- Тот момент, что для выполнения различных операций не нужно проводить в ручную смену режущего инструмента, определяет существенно снижение времени, которое требуется для получения детали.
- Повышение производительности позволяет существенно снизить себестоимость получаемых деталей.
Однако ремонт токарно-револьверного станка с ЧПУ вызывает довольно много трудностей. Поэтому нужно проводить своевременное обслуживание для снижения вероятности появления серьезных проблем с оборудованием.
Многие токари знакомы с такими моделями как 1341, 1П365, 1П731, С193А. Все эти модели обширно устанавливаются в машиностроительных цехах. Совершенствование компьютеров привело к появлению более современных и эффективных моделей. Высокая автоматизация работы позволяет повысить точность и увеличить качество изделий. Так популярной моделью можно назвать станок 1В340Ф30 и 1П426ДФ3. Эти станки имеют многофункциональные блоки управления, зона резания закрыта защитным кожухом. Компоновка существенно отличается от тех, которые применялись при создании более ранних моделей.
В заключение отметим, что даже ремонт токарно-револьверного станка без блока ЧПУ вызывает довольно много трудностей из-за сложности конструкции револьверной головки. Ремонт токарно-револьверного станка, который изготовлялся еще на момент существования СССР, осложняется отсутствием требующихся запасных частей. Конечно, их можно изготовить своими руками, но при этом возникают серьезные трудности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Общие сведения. В револьверной головке помещают несколько инструментальных шпинделей или инструментов. Смена инструментов на рабочей позиции станка осуществляется путем ее поворота- Револьверные головки могут иметь 4, 5,6, 12,16 позиций (граней).
Достоинства револьверных головок: простота конструкции, небольшие затраты времени на смену инструмента (2. 3 с). Их недостатки: небольшое число размещаемых инструментов, недостаточная жесткость, относительно низкая точность коротких шпинделей.
Револьверными головками оснащают токарные автоматы, агрегатные станки, токарные, вертикально-сверлильные и вертикально-фрезерные станки с ЧПУ.
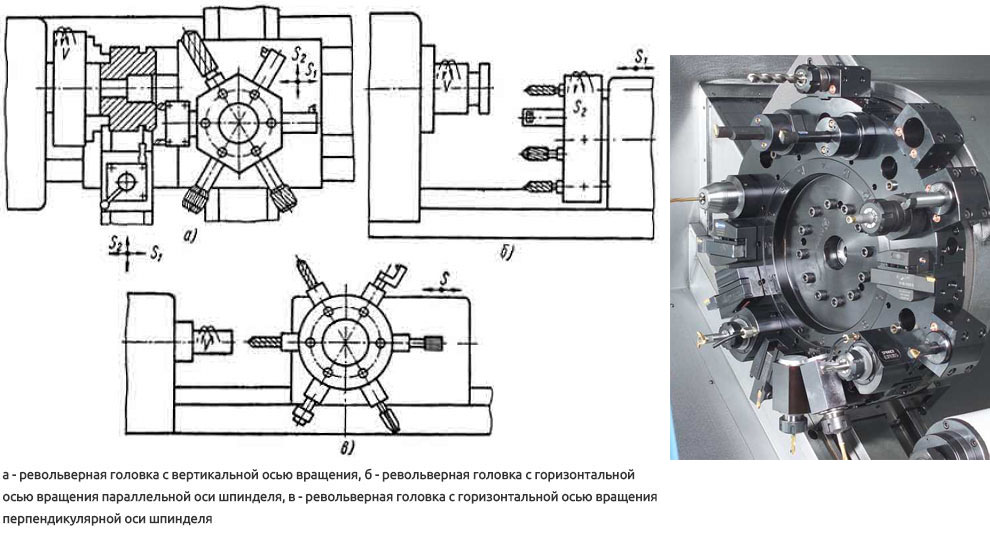
Типы револьверных головок. Инструменты, закрепленные непосредственно в револьверной головке (резцы, сверла и др.) , в процессе обработки детали вращения не получают. Инструментальный шпиндель, находящийся на рабочей позиции головки, приводится во вращение, а резьбонарезной также и реверсируется.
Оси инструментов могут быть направлены радиально (рис. 13.9, а), параллельно оси головки (рис. 13.9, б), под углом к ней (рис. 13.9, в). В последнем случае число позиций в головке может быть увеличено, так как расположение инструментов, соседних по отношению к находящемуся в рабочей позиции, позволяет увеличить длину рабочего хода головки. В револьверных головках станков типа ‘гибкий модуль" инструменты устанавливаются как в радиальном направлении, так и в осевом.

Применяются комбинации двух револьверных головок, которые могут быть расположены концентрично (рис. 13.10, а) или эксцентрично (рис. 13.10, б) . В одной из них устанавливают резцы, в другой — стержневые инструменты и борштанги. Это позволяет увеличить концентрацию операций на станке.
Эта же цель достигается путем размещения двух револьверных головок на одном корпусе, на двух отдельных корпусах, находящихся на одних салазках, или на разных салазках. При большом числе стыков жесткость револьверной головки снижается.
Механизмы делительного вращательного движения. Для поворота револьверной головки применяются электрический, гидравлический, пневматический источники энергии и их комбинации. В состав привода поворота могут входить: двигатель (электрический, гидравлический, пневматический), передаточный механизм (зубчатая или червячная передача) и делительный механизм (кулачковый, мальтийский, зубчато-рычажный в сочетании с гидроцилиндром. Делительные механизмы обеспечивают поворот револьверной головки на определенный постоянный угол и обычно применяются в станках, работающих по жесткой программе в массовом производстве. В станках с ЧПУ при необходимости поворота револьверной головки на различные углы, задаваемые программой, и вращения без остановок в промежуточных позициях применяются механизмы с управляемым жестким упором ударного действия или с упором, вводимым в гнездо; упоры могут одновременно служить фиксаторами. В револьверных головках современной конструкции механические преобразователи движения заменяют управляемым электрическим приводом, осуществляющим также торможение поворотного устройства.
Часто используется метод позиционирования, состоящий в том, что исполнительный орган с замедлением перебегает позицию фиксации, а затем выходит на эту позицию при обратном вращении головки с малой скоростью. При применении регулируемого электропривода используют улучшенный трапецеидальный закон изменения скорости, оптимизируя работу механизма поворота на этапах разгона и торможения.
Механизмы фиксации. Эти механизмы обеспечивают необходимую точность позиционирования и жесткость головки под нагрузкой.
Механизмы одинарной фиксации допускают относительно большую погрешность индексации. Для ее снижения фиксатор располагают на возможно большем расстоянии от оси поворота головки.
Для фиксации револьверных головок и поворотных столов станков с ЧПУ применяют зубчатые торцовые муфты. Муфту образуют две полумуфты с зубчатыми венцами, которые представляют собой плоские конические колеса с прямыми или круговыми зубьями. Высота прямых зубьев изменяется вдоль радиуса колеса (рис. 13.11), их поперечное сечение совпадает с профилем зубьев рейки при  . Круговые зубья имеют постоянную высоту (рис. 13.12), на одной полумуфте они выпуклы, на другой вогнуты. Угол профиля составляет 2O. 45 0 . Зубья контактируют по всей длине. Муфты с прямыми зубьями более технологичны, с круговыми зубьями более жестки.
. Круговые зубья имеют постоянную высоту (рис. 13.12), на одной полумуфте они выпуклы, на другой вогнуты. Угол профиля составляет 2O. 45 0 . Зубья контактируют по всей длине. Муфты с прямыми зубьями более технологичны, с круговыми зубьями более жестки.
Одна полумуфта закреплена на неподвижном корпусе, другая — на поворотной части револьверной головки. Перед поворотом головка расфиксируется путем отвода ее от корпуса.
Благодаря увеличению числа отдельных фиксирующих пар и усреднению погрешностей деления механизм обладает повышенной точностью. Его недостатки: потери времени на разъединение венцов, возможность всасывания пыли при уменьшении давления внутри механизма отвода поворотной части головки.
Механизм фиксации, состоящий из трех зубчатых венцов (рис. 13.13), работает следующим образом. Подъем венца 1 приводит к расфиксации головки. Затем происходит поворот головки вместе с зубчатым венцом 2. После опускания венец 1 зацепляется с венцами 2 и 3, и происходит фиксация поворотного устройства. Этот механизм обладает следующими преимуществами: устранено всасывание обычно запыленного воздуха в его внутреннюю полость, уменьшено время на фиксацию и расфиксацию благодаря снижению массы поднимаемого узла. Однако по сравнению с механизмом, состоящим из двух венцов, он имеет пониженную жесткость, обусловленную наличием дополнительных контактных поверхностей и износом зубьев венцов 2 и З. Контакт венцов можно сделать более полным, если обеспечить податливость венца/.

Проектирование зубчатых торцовых муфт с прямыми зубьями. Геометрические параметры муфт на первом этапе определяют предварительно, на втором уточняют по критериям жесткости и прочности стыка и необходимого усилия затяжки, на третьем проверяют экспериментально.
Выполнив эскизный проект револьверной головки, определяют наружный диаметр муфты Dе , задаются числом зубьев z = 96 (если головка должна иметь 4, 6, 8 или 12 позиций) или z = 72 (если требуется позиционирование через каждые 5° ). Вычисляют модуль зубчатых венцов

и округляют его до стандартного значения, равного 2; 2,5; 3 и 4 мм.
Рабочая высота зуба

средний радиус венца


длина зуба (ширина венца)


Определив геометрические параметры муфты, находят минимальную силу, необходимую для ее затяжки. На расчетной схеме (рис. 13.14) верхняя (подвижная) полумуфта с прикрепленным к ней узлом, например поворотной частью револьверной головки, не показана. В момент резания на револьверную головку действуют составляющие силы резания  и сила затяжки Р, направленная по нормали к условной площадке
и сила затяжки Р, направленная по нормали к условной площадке  стыка колец и проходящая через их центр 0. Если составляющие силы резания перенесли в начало координат, на револьверную головку, кроме сил действуют три момента:
стыка колец и проходящая через их центр 0. Если составляющие силы резания перенесли в начало координат, на револьверную головку, кроме сил действуют три момента: 


Результирующая сил Р и Р z создает равномерное давление в точках стыка между плоскими кольцами, находящихся на окружности среднего радиуса:
 (13.1)
(13.1)
где S — площадь проекции контактных поверхностей на плоскость Q:

 коэффициент, учитывающий неравномерность и прерывистость контакта:
коэффициент, учитывающий неравномерность и прерывистость контакта:

Суммарный момент от моментов 
Суммарный момент увеличивает давление на одной половине кольца на  и на столько же уменьшает его на другой. Максимальное значение
и на столько же уменьшает его на другой. Максимальное значение  в точках кольца на окружности радиуса R
в точках кольца на окружности радиуса R
 (13.2)
(13.2)
где  осевой момент инерции области Q.
осевой момент инерции области Q.
Так как  то
то

Момент Mz увеличивает давление на одной стороне зубьев на  и на столько же уменьшает на другой стороне:
и на столько же уменьшает на другой стороне:
 (133)
(133)
Максимальное и минимальное давление в точках контакта, находящихся на окружности радиуса R:
 (13.4)
(13.4)
С учетом зависимостей (13.1)—(13.3) получаем

Жесткость стыка считается достаточной, если в процессе черновой обработки ни в одной его точке на окружности радиуса R давление не становится меньше допускаемого  , принимаемого равным (1. 2) МПа. Это условие соблюдается, когда сила затяжки удовлетворяет соотношению
, принимаемого равным (1. 2) МПа. Это условие соблюдается, когда сила затяжки удовлетворяет соотношению
 (13.5)
(13.5)
В результате упругих деформаций поверхностей зубьев муфты режущая кромка инструмента в направлении осей Z и У смещается на δz и δy:
 (13.6)
(13.6)
 (13.7)
(13.7)
где  и
и  — значения угловой контактной податливости стыка зубьев относительно осей X и Y-
— значения угловой контактной податливости стыка зубьев относительно осей X и Y-  ; к — коэффициент контактной податливости стыка:
; к — коэффициент контактной податливости стыка: 
Зубчатые венцы муфт проектируют в следующем порядке. Выполняют эскизный проект револьверной головки, на основе которого определяют геометрические параметры зубчатого венца и координаты хр,ур, zp точки приложения силы резания. Принимают значения параметров  Исходя из требуемой жесткости станка, допустимые смещения
Исходя из требуемой жесткости станка, допустимые смещения  режущей кромки инструмента в результате деформации поверхностей зубьев принимают равными 0,05-0,1 общего допустимого смещения режущей кромки. Например, при проектировании револьверной головки токарно-револьверного станка усилия Рx, Ру, Рz, схему нагружения и координаты точки приложения нагрузки можно установить по ГОСТ 17—70 (проверка 17).
режущей кромки инструмента в результате деформации поверхностей зубьев принимают равными 0,05-0,1 общего допустимого смещения режущей кромки. Например, при проектировании револьверной головки токарно-револьверного станка усилия Рx, Ру, Рz, схему нагружения и координаты точки приложения нагрузки можно установить по ГОСТ 17—70 (проверка 17).
Определяют составляющие силы резания и моменты типового получистового режима обработки. При этой нагрузке по зависимостям (13.6) и (13.7) проверяют, не превосходят ли расчетные значения  допустимые
допустимые  и
и  Если оказалось, что
Если оказалось, что  или
или  увеличивают R. Затем находят модуль т , округляют его до стандартного и повторяют расчет
увеличивают R. Затем находят модуль т , округляют его до стандартного и повторяют расчет  и
и 
Определяют нагрузки на муфту для типового чернового режима обработки. При этих нагрузках по зависимости (13.5) вычисляют требуемое усилие затяжки муфты.
По зависимости (13.4) рассчитывают максимальное давление на боковых поверхностях зубьев  и сравнивают с допускаемым [ aQ ], которое принимают равным 700 МПа. Если условие прочности не соблюдается, необходимо изменить конструктивные параметры зубчатых венцов.
и сравнивают с допускаемым [ aQ ], которое принимают равным 700 МПа. Если условие прочности не соблюдается, необходимо изменить конструктивные параметры зубчатых венцов.
Проектирование зубчатых торцовых муфт с круговыми зубьями. На основе эскизного проекта револьверной головки определяют наружный диаметр муфты Dg и проверяют ее зубья на прочность по зависимости
где М— крутящий момент, создаваемый нагрузкой и приведенный к оси полумуфты, Н-м; [σ] — допускаемое напряжение сопротивления разрыву для материала муфты, МПа.
Затем вычисляют модуль муфты

и округляют до стандартного. Определяются другие параметры муфты ( см. рис. 13.12):


Отправить ответ