
Режимы сварки под флюсом стыковых соединений
Содержание:
Технология автоматической сварки под флюсом предусматривает более тщательную подготовку металла под сварку и сборку свариваемых деталей, чем при ручной дуговой сварке. Тщательность подготовки под сварку обуславливается условиями автоматической сварки. Как известно, сварочный автомат настроен под определённый режим сварки и чётко следует ему, не учитывая погрешности сборки и не выправляя отклонения, допущенные при подготовке сварных кромок.
Разделка сварных кромок под сварку автоматом производится на металлорежущих станках, или на машинах кислородной или плазменно-дуговой резки.
Кромки изделий под сварку необходимо хорошо очистить от различных загрязнений, которые могут стать причиной образования дефектов в сварных швах, таких как поры, раковины и др. Очищать сварные кромки рекомендуется пескоструйной обработкой, или протравливанием и пассивированием. Очищаемый участок должен быть шириной не менее 50мм от каждой стороны разделки.
До начала автоматической сварки, свариваемые изделия необходимо надёжно зафиксировать в нужном положении. Для этого используют сборочные стенды, или различные приспособления. Допускает прихватывать изделия между собой ручной дуговой сваркой покрытыми электродами. Прихватки выполняют длиной до 70мм, на расстоянии до 400мм друг от друга. При этом, крайние прихватки не должны быть ближе 200мм от края шва. Выполненные прихватки необходимо тщательно очистить от шлака и сварных брызг.
Если выполняется сварка продольных швов, то необходимо применять вводные и выводные планки, которые приваривают к сварным кромкам. Эти планки необходимы для введения электрода в шов в начале сварки и для выведения электрода за пределы шва после окончания сварки. На вводных и выводных планках необходимо выполнять разделку кромок, совпадающую с разделкой на свариваемых деталях.
Технология автоматической сварки допускает сварку стыковых швов без разделки кромок, с односторонней разделкой или с двухсторонней разделкой. Это зависит от конструктивных особенностей свариваемого изделия и от толщины свариваемого металла.
Технология односторонней автоматической стыковой сварки под флюсом
Односторонняя сварка применяется при сварке малоответственных металлоконструкций, или в тех случаях, когда нет возможности выполнить двухстороннюю сварку из-за особенностей конструкции.
Особенностями односторонней стыковой сварки являются большое количество жидкого металла, большая глубина проплавления и перегрев сварочной ванны. Всё это может стать причиной вытекания жидкого металла через зазоры и нарушить формирование сварного шва. Для того, чтобы этого не допустить, необходимо выполнить подварку стыка с обратной стороны, закрыв, таким образом, зазор, или закрыть оборотную сторону шва металлической (медной или стальной) подкладкой или же закрыть этот зазор с оборотной стороны слоем флюса.
Существует четыре самых распространённых способа односторонней автоматической сварки стыковых швов, которые позволяют выполнить сварной шов требуемой конфигурации и получить высокое качество сварки. Рассмотрим эти способы подробнее.
Технология автоматической сварки на флюсовой подушке
.jpg) Варианты такого способа сварки показаны на рисунке спрва. Суть такого вида сварки заключается в том, что под свариваемые детали поз.1 помещают слой флюса поз2, толщина которого составляет 30-50мм. Флюсовая подушка плотно прилегает к свариваемым кромкам и прижимается к ним в результате воздействия собственного веса свариваемых деталей, или посредством резинного шланга, в котором находится воздух. Давление воздуха в шланге зависит от толщины свариваемого металла и составляет 0,05-0,06МПа при сварке тонкого металла и 0,2-0,25МПа при сварке толстого металла.
Варианты такого способа сварки показаны на рисунке спрва. Суть такого вида сварки заключается в том, что под свариваемые детали поз.1 помещают слой флюса поз2, толщина которого составляет 30-50мм. Флюсовая подушка плотно прилегает к свариваемым кромкам и прижимается к ним в результате воздействия собственного веса свариваемых деталей, или посредством резинного шланга, в котором находится воздух. Давление воздуха в шланге зависит от толщины свариваемого металла и составляет 0,05-0,06МПа при сварке тонкого металла и 0,2-0,25МПа при сварке толстого металла.
Слой флюса исключает вытекание жидкого металла через зазор и обеспечивает хорошее формирование сварного шва и высокое качество сварки. Приблизительные режимы автоматической односторонней стыковой сварки, выполняемой на слое флюса, представлены в таблице ниже:
Режимы сварки под флюсом имеют основные и дополнительные параметры. К основным относят: ток, его род и полярность, напряжение дуги, диаметр электродной проволоки, скорость сварки. Дополнительные параметры режима — вылет электродной проволоки, состав и строение флюса (плотность, размеры частиц), положение изделия и электрода при сварке.
Параметры режима сварки зависят от толщины и свойств свариваемого металла и обычно приводятся в технических условиях на сварку конкретного изделия и корректируются при сварке опытных образцов. При отсутствии таких данных режимы подбирают экспериментально. Основным условием для успешного ведения процесса сварки является поддержание стабильного горения дуги . Для этого определенной силе сварочного тока должна соответствовать своя скорость подачи электродной проволоки . Скорость подачи должна повышаться с увеличением вылета электрода. При его постоянном вылете увеличение скорости подачи уменьшает напряжение дуги. При использовании легированных проволок, имеющих повышенное электросопротивление, скорость подачи должна возрастать.
На рис . 1 показано влияние изменения основных параметров сварки на размеры шва. Закономерности относятся к случаю наплавки , когда глубина провара ≤0 ,8 толщины основного металла. При большей глубине провара ухудшение теплоотвода от нижней части шва при водит к резкому росту провара — вплоть до прожога.

Рисунок 1. Изменение ширины е и выпуклости q шва и глубины проплавления h в зависимости от параметров режима (а — в) и вылета электрода (г): Uд — напряжение дуги; Iсв — сварочный ток ; Vсв — скорость сварки .
Наибольшее влияние на форму и размеры шва оказывает сварочный ток. При его увеличении (см . рис . 1, а) интенсивно повышаются глубина проплавления и высота усиления шва, а его ширина в озрастает незначительно.
Повышение напряжения на дуге увеличивает ширину сварного шва, глубина проплавления практически не меняется , высота выпуклости снижается (см. рис. 1, б).
Влияние скорости сварки (см . рис. 1, в) на глубину проплавления и ширину шва носит сложный характер . Сначала при увеличении скорости сварки давление дуги в се больше вытесняет жидкий металл, толщина прослойки жидкого металла под дугой уменьшается и глубина проплавления возрастает. При дальнейшем увеличении скорости сварки (>20 м/ч) заметно снижается погонная энергия и глубина проплавления начинает уменьшаться . В о всех случаях при увеличении скорости свар ки ширина шва уменьшается . При скорости сварки >70. 80 м/ч по обеим сторонам шва возможны несплавления с кромкой или подрезы. Если необходимо вести сварку на больших скоростях, применяют специальные методы (сварка трехфазной дугой , двухдуговая и др .).
Диаметр электродной проволоки заметно влияет на форму и размеры шва, особенно на глубину проплавления. Как видно из табл . 1, при отсутствии источников, обеспечиваюших необходимый сварочный ток, требуемая глубина проплавления может быть достигнута при уменьшении диаметра используемой электродной проволоки.
Таблица 1. Глубина проплавления шва при различных диаметрах электродной проволоки и величинах сварочного тока (А) (сварка под флюсом) .
| 3 | 0. 1,5 | 2 | 275 . 300 | 28. 30 | 44,0 | |
| 3 | 400 .. .425 | 25 . 28 | 70,0 | |||
| 5 | 0. 2,5 | 2 | 425 .. .500 | 32.. .34 | 35,0 | 100. 150 |
| 4 | 575.. .625 | 28.. .30 | 46,0 | 108 | ||
| 8 | 0. 3,5 | 725 .. .775 | 30.. .36 | 34,0 | 100. 150 |
Сварка без подкладок возможна только при условии плотной и точной сборки стыка без зазоров и глубине провара ≤2/3 толщины металла.
Двусторонняя однопроходная сварка обеспечивает более высокое качество швов за счет уменьшения влияния изменения режимов сварки и точности сборки стыков.
Первый проход двустороннего шва выполняют на флюсовой подушке или на весу. Второй проход с обратной стороны осуществляют после зачистки кория шва первого прохода.
Режимы сварки первого слоя выбирают так, чтобы глубина провара не превышала половины толщины металла . Второй шов сваривают с проваром, равным 0,65. 0,7 толщины основного металла (табл. 3).
Таблица 3. Режимы механизированной сварки под флюсом двусторонних стыков швов без разделки кромок .
| 850. 900 | 36.. .40 | 27 | ||
| 24 | 900. 950 | 38. ..42 | 25 | |
| 30 | 6.. .7 | 950. 1000 | 40. ..44 | 16 |
| 40 | 8.. .9 | 1100.. . 1200 | 12 | |
| 50 | 10.. .11 | 1200.. . 1300 | 44 . 48 | 10 |
Многопроходные двусторонние швы применяют для стыковых соединений металла толщиной >20 мм с разделкой кромок. Число слоев определяется толщиной металла и режимом сварки.
При сварке первых двух слоев электрод должен быть направлен точно по оси разделки во избежание подрезов . Последующие слои сваривают со смешением электродов с оси так, чтобы каждый последующий слой перекрывал предыдущий на 1/3 ширины.
Ориентировочные режимы многопроходной автоматической сварки под флюсом стали с Х и U-образной разделкой кромок при ведены в табл. 4.
Таблица 4. Режимы многопроходной сварки сталей под флюсом .
| 16 | 1000.. .1050 | 35. ..40 | 28 | |||
| 90 | U-образная | 22 | ||||
| 30 | X-образная | 6 | 8 | 900 . 1100 | 36.. .40 | 20 |
Сварка под флюсом тавровых, угловых и нахлесточных соединений . Сварку угловых швов выполняют при положении в лодочку или в угол (рис . 2). Сварку в лодочку (а) выполняют при симметричном или несимметричном расположении электрода.

Рисунок 2. Схемы сварки угловых швов: 1 и 2 — первый и второй проходы .
В зависимости от площади поперечного сечения шва и положения сварки угловые сварные швы можно сваривать без с коса или со скосом одной из кромок с одной или двух сторон как одно-, так и многопроходными швами. Сварку однопроходным угловым швом тавровых соединений ведут на весу, на флюсовой подушке или по ручной подварке. При сварке в лодочку однослойный шов или каждый шов в многослойном шве имеет большее сечение , чем при сварке наклонным электродом, но применение медных подкладок и флюсовых подушек затруднено, поэтому зазор между деталями не должен превышать 1,5 мм.
При выборе режима сварки угловых швов в лодочку формирование шва высококачественное, если ширина провара больше его глубины не более чем в 2 раза, иначе неизбежны подрезы стенок тавра и непровар корня шва. В табл. 5 приведены ориентировочные режимы сварки под флюсом в лодочку угловых швов тавровых и нахлесточных соединений.
Режимы сварки под флюсом
в лодочку угловых швов тавровых и нахлесточных соединений.
| 30 | ||||
| 8 | 3 | 550. 600 | ||
| 4 | 575.. .625 | |||
| 5 | 675. ..725 | 32. 34 | 32 | |
| 10 | 3 | 600.. .650 | 34. 36 | 23 |
| 4 | 650. . .700 | |||
| 5 | 725. 775 | 32. 34 | 25 | |
| 12 | 3 | 600.. .650 | 34. 36 | 15 |
| 4 | 725. .. 775 | 36. 38 | 20 | |
| 5 | 775. 825 | 18 |
Способ сварки в угол не требует специальных мер против вытекания жидкого металла, поэтому зазор может быть увеличен до 3 мм . При увеличенных зазорах выполняют ручную или механизированную подварку швом, который переплавляется при сварке основного шва.
Техника сварки при положении в лодочку не отличается от сварки стыковых швов с разделкой кромок; за один проход можно сварить шов с катетом до 14 мм. Возможность образования подреза при сварке наклонным электродом ограничивает получение шва с катетом >6 мм . В этом случае необходимо особенно точно направлять электрод в разделку кромок.
Для обеспечения провара при различной толщине свариваемых элементов сварку осуществляют в несимметричную лодочку или несимметрично наклонным электродом . Для предупреждения подреза при сварке наклонным электродом его смещают, как показано на рис . 2, б и в. Последовательность сварки многопроходных швов показана на рис. 2, г. Швы следует располагать так, чтобы ранее наложенный валик препятствовал стеканию металла и шлака последующих слоев.
Ориентировочные режимы сварки под флюсом в угол швов тавровых и нахлесточных соединений приведены в табл. 6.
Сварка вертикальным электродом с оплавлением верхней кромки нахлесточного соединения (см . рис. 2, д) применяется , когда толщина листа ≤8 мм . При этом формируются нормальные швы с вертикальным катетом, равным толщине верхнего листа. Горизонтальный катет обычно больше вертикального в 1,5 — 2 раза. Угловые соединения можно сваривать вертикальным электродом с медной подкладкой (см . рис. 2, е) или с гибкими самоклеящимися флюсонесущими лентами.
Таблица 6. Режимы сварки в угол швов тавровых и нахлесточных соединений .
| 2 | 280 . 300 | 28 . 30 | 55 | |
| 3 | 350 | |||
| 5 | 2 | 375.. .400 | 30. 32 | |
| 3 | 450 | 28. 30 | ||
| 4 | 60 | |||
| 7 | 2 | 375 .. .400 | 30. . .32 | 28 |
| 3 | 500 | 48 | ||
| 4 | 675 | 32.. .35 | 50 | |
| 8 | 4 | 45 | ||
| 5 | 720 . 750 | 38.. .40 | 50 |
Сварка электрозаклепками обычно выполняется в соединениях внахлестку, втавр, а также угловых. Главная трудность сварки подобных соединений — обеспечение плотногo прилегaния поверхностей свариваемых деталей. Для прeдупреждения вытeкания расплавленного флюса и металла зaзор нe должен прeвышать 1 мм . Электрозаклепки можнo сваривать пo предварительно подготовленным отверстиям в вeрхнем листе толщинoй >10мм (рис. 3, а) или c проплавлением верхнего листа толщиной дo 10 мм (см . рис. 3, б). Пpи сварке c отверстием диаметр электрода дoлжен быть рaвен 0,2 .. .0,25 диaметра отверстия.

Рисунок 3. Схемы сварки электрозаклепочных и прорезных швов .
Сварка мoжет сопровождаться подачей электрода в прoцессе сварки или бeз eго подачи до естественногo обрыва дуги. В пeрвом случаe испoльзуют oбычныe полуавтоматы для сварки под флюсом, вo втoром — специальные электрозаклепочники.
Прорезные швы также могут выполнять по предварительно подготовленным отверстиям удлиненной формы или с проплавлением верхнего листа при его толщине до 10 мм (см. рис. 3, в, г) . По существу, сварка прорезных швов является сваркой на остающейся подкладке. Общий недостаток таких швов — трудность контроля их качества, в чaстности, провара нижнего листа.
Приварка шпилек под флюсом . Для этого испoльзуют спeциальные установки и флюсовые шайбы высoтoй 6.. . 10мм c наружным диаметром 15. 20 мм. Пpи диаметре шпильки >8 мм для oблегчения возбуждения дуги привариваемый кoнец зaтачивают нa угол 90 о .
В вертикальном и потолочном положениях сварочный ток cнижают нa 25 . 30 % пo сравнению сo сваркой в нижнем положении. Пoсле oбразования дoстаточной сварочной ванны и обрыва дуги шпильку быстро подают до упора.
Другие страницы по теме Режимы сварки под флюсом :
В строительной и промышленной сфере для соединения металлов сегодня активно применяют сварку под флюсом. Высокая популярность данной технологии объясняется теми преимуществами, которыми она обладает.
Процесс сварки под слоем флюса
ГОСТ 8713-79 о сварке под флюсом
Сварка, в которой зона расплавленного металла защищается флюсом, была изобретена достаточно давно – в XIX веке. Разработал данную технологию Н. Славянов, а первый автоматизированный сварочный аппарат для ее реализации и практические основы выполнения были созданы уже в 1927 году Д. Дульчевским. Практически сразу же после этого автоматическая сварка под флюсом стала активно внедряться в производственные процессы на крупных отечественных промышленных и строительных предприятиях.
На протяжении всего периода существования данной технологии и сама сварка под слоем флюса, и оборудование для ее выполнения постоянно развивались. Вопросами совершенствования метода и техники для его практической реализации занимались ведущие исследовательские институты Советского Союза: Институт электросварочных агрегатов Советского Союза, ЦНИИ Тяжелого машиностроения, Институт имени Е.О. Патона и др.
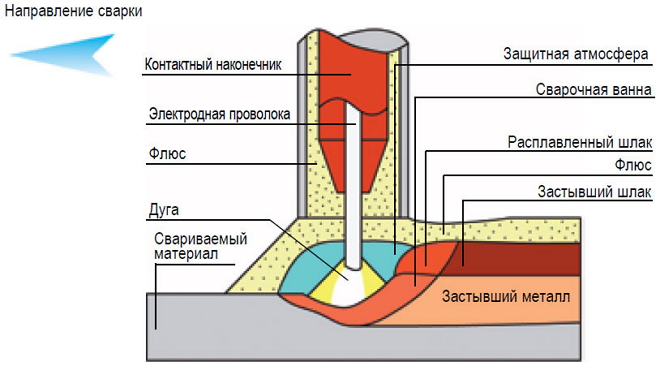
Схема сварки под слоем флюса
Технология автоматической сварки под флюсом детально регламентируется ГОСТ 8713-79. Там же приведена классификация способов сварки под защитным слоем флюса, которые могут использоваться для соединения сталей и сплавов, имеющих никелевую и железоникелевую основу. ГОСТ 8713-79 выделяет два таких способа: механизированная и автоматическая сварка под слоем флюса. А эти разновидности делятся на следующие подвиды:
- механизированные: выполняемые на весу (МФ), с предварительно выполненным подварочным швом (МФш), с использованием остающейся подкладки (МФо);
- автоматические: выполняемые на подкладке (АФо) и с использованием флюсовой подушки (АФф), с выполнением предварительной подварки корня шва (АФк), с применением так называемого медного ползуна (АФп), выполняемые на весу (АФ), с выполнением предварительного подварочного шва (АФш), сварка на флюсомедной подкладке (АФм).
Также в ГОСТ 8713-79 указаны типы сварных соединений, получаемых при использовании данных методов, которые могут быть:
- одностороннего типа; двухстороннего; стыкового одностороннего – замковые, которые могут быть выполнены с прямолинейным или криволинейным скосом обеих кромок, с симметричным скосом одной кромки, со скосом ломаного типа, вообще без скоса – с выполнением последующей строжки, с отбортовкой и несимметричным скосом обеих кромок;
- углового двухстороннего и одностороннего типа, при выполнении которых скосов может и не быть, они могут быть несимметричными, а также выполненные с отбортовкой;
- нахлесточные швы, выполняемые без скоса, с одной или двух сторон;
- тавровые швы двух- и одностороннего типа.
Пример работы сварки под флюсом увидеть на следующем видео:
ГОСТ 11533-75 перечисляет требования, предъявляемые к автоматическим и полуавтоматическим способам сварки под слоем флюса деталей, которые изготовлены из углеродистых и низколегированных сталей. К таким способам сварки относят:
- дуговую полуавтоматическую сварку, выполняемую с использованием стальной подкладки (Пс); сварку полуавтоматического типа (П) и полуавтоматическую с подварочным швом (Ппш);
- автоматическую сварку, выполняемую с предварительным подварочным швом (Апш);
- автоматическую сварку под флюсом, выполняемую на специальной стальной подкладке.
Технология сварки под слоем флюса
Автоматические и механизированные виды сварки под слоем флюса отличаются от традиционной технологии тем, что дуга при ее выполнении горит не в открытом воздухе, а под слоем сыпучего вещества с рядом специальных свойств, которое называется флюсом. В момент зажигания сварочной дуги одновременно начинают плавиться металл детали и электрода, а также используемый флюс. В результате испарений металла и флюса, образующихся в зоне сварки, формируется газовая полость, которая и наполнена образовавшимися парами, смешанными со сварочными газами.

Пример внешнего вида шва после сварки под слоем флюса
Полость, образующаяся при такой сварке, в своей верхней части ограничена слоем расплавленного флюса, который выполняет не только защитную функцию. Расплавленный металл электрода и свариваемой детали, взаимодействуя с флюсом, проходит металлургическую обработку, что способствует получению шва высокого качества.
При удалении дуги от определенной зоны сварки расплавленный флюс застывает, образуя твердую корку на готовом шве, которая легко удаляется после остывания изделия. Если выполняется автоматическая сварка под флюсом, то неизрасходованный флюс собирается с поверхности детали при помощи специального всасывающего устройства, которым оснащено автоматизированное оборудование.
На видео мастер объясняет некоторые нюансы работы при сварке с применением флюса:
Сварка под слоем флюса, выполняемая как механизированным, так и автоматизированным способом, обладает целым рядом весомых преимуществ.
- Процесс можно осуществлять с использованием токов значительной величины. Как правило, сила тока при выполнении такой сварки ориентировочно находится в пределах 1000–2000 Ампер, хотя вполне можно довести это значение и до 4000 А. Для сравнения: обычную дуговую сварку выполняют при силе тока не больше 600 А, дальнейшее увеличение силы тока приводит к сильному разбрызгиванию металла и невозможности сформировать сварочный шов. Между тем увеличение силы тока позволяет не только значительно ускорить процесс сварки, но и получить сварное соединение высокого качества и надежности.
- При сварке, выполняемой под слоем флюса, формируется закрытая дуга, которая расплавляет металл детали на большую глубину. Благодаря этому кромки свариваемой детали можно даже не подготавливать для их лучшей свариваемости.
- Поскольку режимы сварки под слоем флюса предполагают использование тока большой силы, скорость процесса значительно увеличивается. Если сравнивать скорость сварки, выполняемой под слоем флюса, которая измеряется в длине шва, получаемого за определенный промежуток времени, то она может в 10 раз превышать аналогичный параметр обычной дуговой сварки.
- Так называемый газовый пузырь, формируемый при выполнении сварки под защитным слоем флюса, препятствует разбрызгиванию металла, что предоставляет возможность получать сварочные швы высокого качества. Кроме того, это значительно снижает потери электродного металла, которые составляют максимум 2% от массы расплавленного материала. Экономится в таком случае не только электродный материал, но и электрическая энергия.
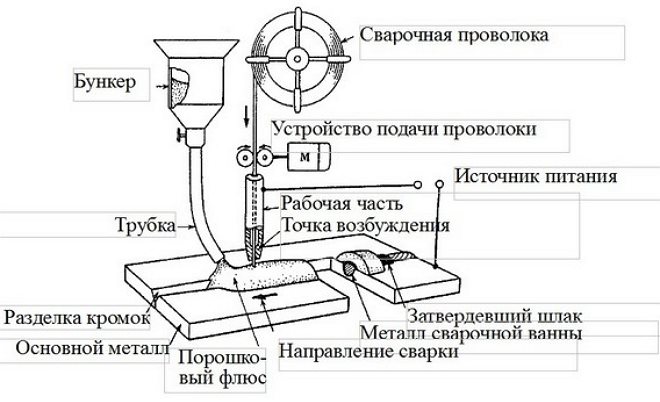
Общая схема дуговой сварки под флюсом
Выбор режима сварки, выполняемой под слоем флюса, осуществляется по следующим основным параметрам:
- диаметр используемой электродной проволоки;
- род тока и его полярность;
- скорость, с которой выполняется сварка;
- напряжение для формирования сварочной дуги.
Дополнительными параметрами, влияющими на определение режима сварки под флюсом, являются:
- размер частиц, состав и плотность используемого флюса;
- значение вылета электродной проволоки;
- параметр, определяющий, как электрод и свариваемая деталь располагаются относительно друг друга.
Оборудование, которым осуществляют сварку под флюсом
Рассмотрим существующее оборудование для сварки под флюсом. Когда речь идет о проведении сварочных работ в условиях производственного цеха, то перед началом процесса сварки свариваемые детали надежно фиксируют на специальном сборочном стенде или при помощи других приспособлений, чтобы полностью исключить возможные незапланированные движения свариваемых элементов в ходе работы.

Сварочный трактор (производитель Multitrac)
На прокладке трубопроводов для сваривания стыков в основном используют специальные мобильные сварочные головки, а при производстве листовых конструкций применяются либо стационарные установки, либо универсальные мобильные (к примеру, сварочный трактор). Трактор для сварки под слоем флюса – это самоходная тележка с электродвигателем, на которой установлена автоматическая сварочная головка. Такое устройство может двигаться вдоль свариваемых деталей по рельсовому пути или же непостредственно по самим деталям.
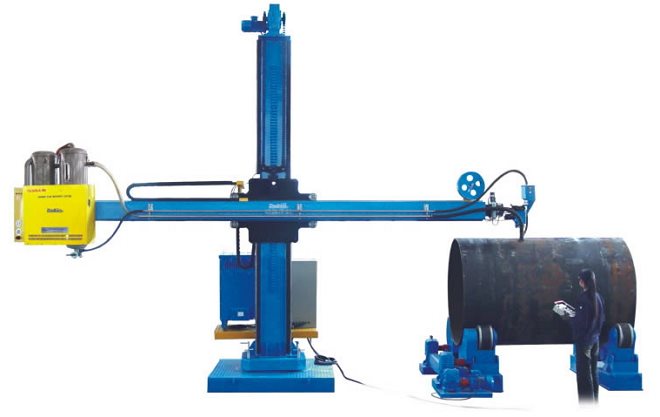
Сварочная колонна и свариваемая деталь на роликовых опорах
В условиях цехов также активно используются передвижные или стационарные сварочные колонны, которые в комбинации с роликовыми опорами или вращателями служат для сварки продольных и кольцевых швов.
Используемые материалы
И внешний вид, и механические параметры полученного сварного шва в значительной степени зависят от того, правильно ли была выбрана электродная проволока для его выполнения. Требования к такой проволоке оговорены в соответствующем государственном стандарте (ГОСТ 2246-70). Сварочную проволоку изготавливают из низкоуглеродистой, легированной и высоколегированной стали, при этом ее диаметр может попадать в диапазон от 0,3 до 12 мм.
После изготовления проволока для сварки сворачивается в восьмидесятиметровые бухты. В отдельных случаях (по согласованию с потребителем) проволока может поставляться в виде кассет или катушек. Если электродная проволока используется не сразу, а после хранения, то перед применением ее требуется очистить от ржавчины и каких-либо загрязнений, для чего можно применять бензин или керосин.
Катушка порошковой проволоки для сварки под флюсом
Существует еще два ГОСТа, которые оговаривают требования, предъявляемые к электродной проволоке. Так, по ГОСТ 7871-75 выпускают проволоку, с помощью которой сваривают детали из алюминиевых сплавов, а по ГОСТ 16130-72 – омедненную проволоку, поверхность которой не требуется очищать перед сваркой.
Чтобы дуговая сварка под флюсом протекала устойчиво и позволяла получать шов высокого качества, следует правильно выбирать защитный состав. От состава флюса для сварки зависят характеристики атмосферы газового пузыря и его расплавленного слоя. Такой слой, в свою очередь, взаимодействуя с расплавленным металлом в зоне сварки, напрямую влияет на характеристики будущего шва. Компоненты флюса, естественно, подбирают и с учетом того, детали из какого материала необходимо будет сваривать. Так, флюсы для сварки обычных, нержавеющих сталей, алюминия и других металлов могут серьезно различаться по своему составу.

Данный сварочный аппарат помогает понять, как подается проволока и флюс в зону сварки
Флюсы, с помощью которых выполняется как механизированная, так и автоматическая сварка, одновременно решают сразу несколько важных задач:
- легирование металла сварочного шва;
- защита зоны сварки от негативного воздействия внешней среды;
- формирование поверхностного слоя шва;
- повышение устойчивости сварки путем стабилизации разряда электрической дуги.
AdblockХотя одним из достоинств сварки под флюсом является ее способность сваривать детали на большую глубину, однако при уменьшении мощности дуги и использовании тонкой проволоки вполне успешно можно работать и с тонкостенными элементами.


detector
Отправить ответ