
Технология производства металлических дверей
Содержание:
 Технологический процесс изготовления двери из металла представляет собой единый процесс, состоящий из ряда последовательно выполняемых операций, в результате чего исходные материалы преобразуются в готовое изделие. Последовательность выполнения всех требуемых технологических операций при изготовлении металлической двери зафиксирована в специальном документе, называемом технологической картой. Основным документом для подготовки составных элементов требуемых размеров, которые впоследствии будут свариваться, являются рабочие чертежи. Помимо указанных документов на изготовление металлической двери в комплект технической документации входят технические условия (ТУ). Технические условия имеют ограниченный срок действия и включают технические требования, правила приемки и поставки металлических дверей, а также условия эксплуатации и хранения готового изделия.
Технологический процесс изготовления двери из металла представляет собой единый процесс, состоящий из ряда последовательно выполняемых операций, в результате чего исходные материалы преобразуются в готовое изделие. Последовательность выполнения всех требуемых технологических операций при изготовлении металлической двери зафиксирована в специальном документе, называемом технологической картой. Основным документом для подготовки составных элементов требуемых размеров, которые впоследствии будут свариваться, являются рабочие чертежи. Помимо указанных документов на изготовление металлической двери в комплект технической документации входят технические условия (ТУ). Технические условия имеют ограниченный срок действия и включают технические требования, правила приемки и поставки металлических дверей, а также условия эксплуатации и хранения готового изделия.
Технологический процесс изготовления металлических дверей включает следующие основные этапы:
- подготовка (раскрой, гибка, выполнение вырезов и срезов) составных элементов дверной рамы и полотна;
- сварка отдельных составных элементов для дверного полотна и дверной рамы;
- установка замка, ручек, глазка, крепление петель и других устройств безопасности;
- выполнение декоративной отделки дверного блока.
Процесс заготовки составных элементов для будущего дверного блока предполагает резку, рубку, гибку листового и профильного металлопроката согласно рабочим чертежам. Как правило, для производства дверей используют элементы из углеродистой конструкционной стали обыкновенного качества, в которой содержание углерода не превышает 0,3%. Работы по обработке металла выполняются механизированным способом при помощи различных станков и приспособлений (отрезные машины, гильотинные ножницы, гибочные пресса).
При выполнении сварочных работ предъявляются особые требования к сварным швам, которые должны быть ровными, аккуратными, без заусениц. Сваривают элементы дверного блока методом дуговой (ручная или полуавтоматическая) и контактной сварки на специальных сварочных столах. Такие столы или плиты позволяют раскладывать свариваемые элементы так, чтобы при сварке обеспечить правильную стыковку и исключить перекосы. Выбор способа и вида сварки зависит от конструктивных особенностей сварной конструкции и толщины свариваемого металла. Высота сварных швов рассчитывается по формуле, но обычно принимается по наименьшей толщине свариваемых деталей.
Для изготовления металлических дверных блоков применяют профильный или листовой прокат. При этом элементы дверного блока, такие, как рама двери и каркас дверного полотна из листового проката получают путем его резки и гибки для получения профиля требуемого сечения. Более надежной, стойкой к ударным нагрузкам будет металлическая дверь, несущие элементы которой выполнены из профильного проката. Например, рама двери выполнена из швеллера, а для изготовления каркаса дверного полотна использован уголок, который будет закрываться с двух сторон листами, толщиной 1.5-2мм. А если такая дверь еще будет утепленной, оснащенной двумя замками с разными секретными механизмами и надежными петлями и правильно установлена, то такая входная конструкция прослужит долгое время и будет максимально надежной и защищающей ограждающей конструкцией.
В случае использования для изготовления несущих элементов дверной конструкции гнутого листового проката, конечное изделие будет более легким, и иметь хорошую пространственную прочность. Несомненно, что такая дверь также является надежной при использовании качественных исходных материалов и правильной их обработки и сборки. Нужно отметить, что качество подготовки отдельных элементов дверной конструкции играет важную роль. Ошибка, допущенная при раскрое даже в пару миллиметров, может привести к изготовлению некачественного изделия. Так, к примеру, внутренний размер рамы должен быть примерно на 5-7 мм больше, чем наружный размер каркаса дверного полотна. Такое превышение необходимо для беспрепятственного открывания-закрывания двери. А при раскрое отдельного элемента рамы его длина рассчитывается с учетом способа соединения с другими элементами, толщины металла и высоты сварного шва.
 Но также величина разницы между внутренним размером рамы и наружным размером каркаса двери не должно превышать 10 мм, чтобы исключить большие зазоры между рамой и полотном дверного блока в закрытом положении. Как правило, зазор на петлевую группу дается 2-3 мм и 4-5 мм – на беспрепятственное закрывание двери. Закрываются эти зазоры, так называемыми нащельниками. Нащельник – это полоса из листового металла, которая приваривается к раме двери, закрывая петлевую группу, и к полотну двери для образования плотного притвора.
Но также величина разницы между внутренним размером рамы и наружным размером каркаса двери не должно превышать 10 мм, чтобы исключить большие зазоры между рамой и полотном дверного блока в закрытом положении. Как правило, зазор на петлевую группу дается 2-3 мм и 4-5 мм – на беспрепятственное закрывание двери. Закрываются эти зазоры, так называемыми нащельниками. Нащельник – это полоса из листового металла, которая приваривается к раме двери, закрывая петлевую группу, и к полотну двери для образования плотного притвора.
При изготовлении дверного полотна металлической двери вначале собирается каркас полотна из горизонтальных и вертикальных несущих элементов, который после закрывается с двух сторон листовым металлом. В местах расположения петлевой и замковой группы предусматривается дополнительное усиление за счет расположения в этих местах горизонтальных несущих элементов каркаса или приваркой дополнительных накладок из листового металла. Для получения металлической двери с хорошими звукоизоляционными данными закладывается во внутреннее пространство полотна двери утеплитель. На этапе изготовления полотна двери предусматривается установка замков и глазка. Для выполнения декоративной отделки дверной блок должен быть полностью собран, а металл окрашен слоем грунтовки.
 Изготовление металлических дверей — это целый комплекс работ, которые регламентированы специальной документацией. Последовательность выполняемых мероприятий отражена в техкарте. Макет (образец) будущей двери с детальным описанием размеров и составных частей указан в чертежах.
Изготовление металлических дверей — это целый комплекс работ, которые регламентированы специальной документацией. Последовательность выполняемых мероприятий отражена в техкарте. Макет (образец) будущей двери с детальным описанием размеров и составных частей указан в чертежах.
Все производители пытаются разработать что-то эксклюзивное, но преимущественная доля всего процесса изготовления производится по одинаковым принципам. Дополнительная информация отражается в технологических условиях. Там же указаны и способы проверки, и требования, и варианты поставки дверей, а также все условия эксплуатации и хранения продукции. Требования технологического плана обладают ограниченным периодом действия. То есть с течением времени они могут изменяться, тут все зависит от политики компании.
Стадии изготовления железных дверей
- Производственная. На данной стадии производится подготовка приспособлений и всех необходимых материалов. Заготовка частей, гибка, раскрой, подготовка дверной коробки и полотен.
- Основная. Предполагает сварку элементов металлической конструкции и иные мероприятия производственного плана.
- Отделка. Подготовка поверхности конструкции, нанесение красящего состава, облицовочные и иные мероприятия.
 Контроль качества. Взломостойкость, надежность и иные показатели продукции отслеживаются на каждой отдельно взятой стадии. Результаты измерений отображены в соответствующей документации.
Контроль качества. Взломостойкость, надежность и иные показатели продукции отслеживаются на каждой отдельно взятой стадии. Результаты измерений отображены в соответствующей документации.- Подбор комплектующих. Монтаж и выбор глазка, петлей, замков и доводчиков.
Итак, стоит по порядку рассмотреть эти производственные этапы.
Подготовка к производству
Подбор материалов. Всякий процесс производства начинается с подготовки. В этой ситуации — с выбора материалов. Вход в жилище — это область высокой опасности, следовательно, она должна обладать по-настоящему эффективной защитой. Именно этот момент и берут в расчет изготовители дверных конструкций.
Несомненными лидерами по показателям универсальности и надежности, считаются металлические сплавы. Зачастую производители применяют сталь. Данный материал прекрасно подходит для производства конструкций защитного назначения. Сталь при этом подвергается тщательной проверке перед использованием.
Для создания дверных конструкций применяют сталь углеродистого типа. Эксперты отмечают несколько полезных свойств этого материала:
- в сравнении с древесиной стальные сплавы гораздо крепче (примерно в пять раз);
- кроме того, сталь считается крайне универсальным материалом. Она применяется и для защитных, и для декоративных целей. К примеру, кованые детали прекрасно смотрятся с ламинатом и пластмассой.
 Раскрой специальными ножницами. Для начала делают металлические заготовки: материал режут или разрубуют с помощью специальных устройств. Зачастую, изготовители пользуются гильотинными ножницами. Это оборудование позволяет точно и быстро нарезать детали для блока. Кроме того, листы стали подвергаются обработке устройствами раскройки.
Раскрой специальными ножницами. Для начала делают металлические заготовки: материал режут или разрубуют с помощью специальных устройств. Зачастую, изготовители пользуются гильотинными ножницами. Это оборудование позволяет точно и быстро нарезать детали для блока. Кроме того, листы стали подвергаются обработке устройствами раскройки.
Применение прессов. Заготовки материала делают с помощью специализированного оборудования. Кройка включает в себя вырубку, отрезку, обрезку, пробивку и резку. Затем металл прессуется на станках с автоматическим управлением. Такие установки позволяют оперативно изготовить практически любую металлическую деталь. Прессы делают формовку, штамповку и специальные ниши в металле.
В прессах также установлен револьверный механизм, позволяющий создавать изделия сложной конфигурации.
Гибка металлического сплава. После прессования и резки, листы подвергаются обработке посредством гибочных станков. Также в дополнительном порядке применяются вспомогательные приспособления, способствующие увеличению производительности. Все устройства проходят проверку на точность и работоспособность заранее, потому что даже мелкие задержки могут привести к излишним финансовым расходам.
Для гибки, зачастую применяются прессы гидравлического типа. Такие устройства прекрасно подходят для формовки ребер жесткости, наличников и иных элементов.
Основной этап — сварка
 Профили и заготовки скрепляются посредством сварки. При этом на материале делается особый акцент. На металле не должно быть никаких повреждений и дефектов, в противном случае сварочные швы получаются не совсем ровными.
Профили и заготовки скрепляются посредством сварки. При этом на материале делается особый акцент. На металле не должно быть никаких повреждений и дефектов, в противном случае сварочные швы получаются не совсем ровными.
Для сварки могут применяться разные инструменты и приспособления. В частности, горелка применяется для скрепления тонких деталей. В итоге получается изделие с незаметными стыками. Это увеличивает антикоррозийную стойкость металлического сплава и обеспечивает защиту от преждевременного разрушения. Способ и технология сварки выбирается в зависимости от толщины материала и конструктивных особенностей изделия.
Отделочные работы
Предварительно дверные конструкции подвергаются специальной обработке, которая включает в себя следующие мероприятия:
- полотна тщательно чистятся от пыли и загрязнений;
- затем они грунтуются, обезжириваются и ошкуриваются;
- поверхность металла покрывается особой краской. Многие изготовители предпочитают пользоваться эмалевыми, нитритовыми или порошковыми красками. Каждый из этих видов обладает своими особенностями.
Металл, как известно, отлично гармонирует почти со всеми разновидностями отделки, главное — подобрать долговечный, надежный и безопасный материал. Такими качествами обладает, к примеру, МДФ. Плиты МДФ используются для межкомнатных и входных дверей.
 Искусственная кожа (винилискожа) считается одним из наиболее популярных материалов, так как является общедоступной и практичной. Ее поверхность может быть фактурной или гладкой. Дешевые двери, отделанные этой искусственной кожей, очень надежны и прочны. Этот тип отделки обеспечивает металлической поверхности отличную защиту от износа и внешних воздействий. Помимо этого, современные компании предлагают широкий ассортимент оттенков и расцветок этого инновационного материала.
Искусственная кожа (винилискожа) считается одним из наиболее популярных материалов, так как является общедоступной и практичной. Ее поверхность может быть фактурной или гладкой. Дешевые двери, отделанные этой искусственной кожей, очень надежны и прочны. Этот тип отделки обеспечивает металлической поверхности отличную защиту от износа и внешних воздействий. Помимо этого, современные компании предлагают широкий ассортимент оттенков и расцветок этого инновационного материала.
Часто встречаются варианты отделки и с помощью ламината. Однако он характеризуется меньшей стойкостью к воздействию влаги, нежели МДФ-плиты. Зачастую ламинат применяется в производстве межкомнатных дверных конструкций.
Все чаще производители дверей предлагают потребителям всевозможные комбинированные решения, в которых сочетается эстетика и отличные эксплуатационные свойства.
Контроль
Следующая стадия производства дверных конструкций — проверка уровня надежности и качества. Эксперты отслеживают эти показатели на всех этапах процесса.
- В первую очередь тщательной проверке подвергается используемое оборудование и приспособления. Они обязательно должны быть в исправном состоянии и обладать соответствующими сертификатами.
 Аналогичные требования предъявляются к материалам и дополнительным элементам. Металлические заготовки проходят тестирование на спецустройствах. Изготовитель дает оценку целому ряду характеристик.
Аналогичные требования предъявляются к материалам и дополнительным элементам. Металлические заготовки проходят тестирование на спецустройствах. Изготовитель дает оценку целому ряду характеристик.- Далее похожим испытаниям подвергается и уже готовая дверь. Размеры ее должны сходиться с требованиями ГОСТов. Помимо этого, эксперты проверяют целостность металлического сплава и его поверхности.
Контроль производства — это важный этап всего цикла. Постоянные проверки минимизируют риск брака, а также увеличивают эффективность и существенно ускоряют производственный процесс.
Выбор и монтаж комплектующих
Финальная стадия изготовления дверных конструкций предполагает подбор элементов и фурнитуры.
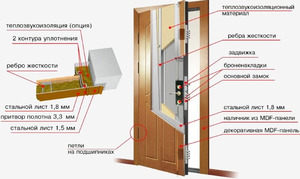
- Готовые изделия оснащаются ребрами жесткости и изоляцией. Пустоты между дверными полотнами, как правило, заполняются синтепоном или поролоном. Данные материалы характеризуются неплохими тепло- и шумоизоляционными характеристиками. Для обеспечения дополнительной защиты применяются броненакладки и прорезиненные уплотнители.
- Монтаж петель тоже не подразумевает никакой подготовки. Изготовители пользуются традиционными и универсальными изделиями. Такие петли очень удобны и прочны, а если возникла необходимость, то их можно с легкостью демонтировать. Самыми универсальными являются петли неразъемного типа, так как они могут подойти для любой модели дверной конструкции.
Кроме того, двери в дом или квартиру оборудуются глазком, замками и ручками. Эти составляющие обязательно должны быть у каждой входной конструкции вне зависимости от назначения.
- Как правило, двери для входа в жилище зачастую оснащаются нажимными ручками. Эта разновидность устройств практична и крайне надежна. Могут применяться и ручки стационарного типа, но тут могут возникнуть некоторые сомнения относительно взломостойкости.
- Замки же, в дверные конструкции могут устанавливаться с помощью двух разных способов: навесной и врезной. Последний вариант является более безопасным, так как существенно уменьшает возможность взлома.
- Для максимальной надежности нужно поставить и дверной глазок. Стандартные устройства обладают обзорным углом не менее ста восьмидесяти градусов. Глазки бывают закрытыми (без специальной крышечки) и открытыми (с крышечкой). Для использования в жилой квартире можно использовать обе разновидности.
Подобно тому, как театр начинается с вешалки, знакомство с домом происходит с входной двери. И хотя ее основная функция заключается в защите, не последнюю роль играют эстетические качества изделия. Наиболее надежными, очевидно, являются дверные конструкции из металла, защищающие как от злоумышленников, так и от негативного воздействия внешней среды. Современные модели входных дверей радуют хозяев и гостей не только высоким качеством, но и эффектным внешним видом, отлично дополняющим любой интерьер. Но как они изготавливаются?
Производство дверей — сложный процесс. От используемых технологий изготовления зависят надежность и долговечность конечного продукта. Чтобы выбрать действительно качественную дверь, следует знать об особенностях производства этих изделий.







Этапы производства металлических дверей: современные технологии и подходы
Первое, на что нужно обратить внимание, — это используемые методики производства. Ведь они определяют не только скорость изготовления двери, но и ее конструктивные особенности, точность подгонки деталей друг к другу и в целом — качество. Известно три подхода к изготовлению дверей. Это:
- Кустарный метод. Он основан на ручном труде с минимальным использованием оборудования. Недостатками такого подхода являются длительность изготовления изделия, большие трудозатраты, высокие требования к квалификации мастеров, отсутствие высокотехнологичного оборудования, и как следствие — возможное несоответствие элементов конструкции требуемым размерам и многие другие технологические изъяны. Главное достоинство метода — возможность изготовления продукции по сложным индивидуальным заказам.
- Индустриальный метод. В этом случае производство изделий является практически полностью автоматизированным. Оно выполняется на специальных линиях, где почти все работы ведутся с использованием робототехники. Такой подход позволяет свести к минимуму временные затраты на производство товара, а также обеспечивает максимальную точность выполнения всех работ.
- Комбинированный метод. Совмещение ручного и промышленного труда предусматривает использование полуавтоматических линий и выполнение некоторых работ ручным методом. Этот способ отличается более высокой эффективностью и точностью, чем кустарный метод, но значительно уступает автоматическому производству по скорости и качеству изготовления товаров.
Но какой бы метод не использовался, процесс производства включает ряд обязательных этапов:
Сборка каркаса
Производство металлических дверей начинается со сборки каркаса. Для этого выполняется разметка и нарезка материала с помощью механического оборудования, а также кислородным, лазерным или плазменным методом.
Материалы
При производстве используется горячекатаная или холоднокатаная сталь. Первая отличается от второй низкой стоимостью и более простой технологией изготовления. Так, при горячем прокате листу придается необходимая форма после разогревания до 1400 градусов по Фаренгейту, в то время как холодная обкатка осуществляется при комнатной температуре после предварительного горячего отлива. Кроме того, холоднокатаные листы отличаются более высокой пластичностью, точностью углов и устойчивостью к коррозии.
Среди пользователей распространено мнение, что чем толще лист стали, тем лучше. Но в действительности каждый дополнительный миллиметр стали добавляет к весу изделия порядка 8 кг. Кроме того, тяжелые двери с трудом открываются и закрываются. Также у тяжелых изделий отмечается быстрый износ петель. Поэтому оптимальная толщина стали для двери, ведущей в хозяйственные постройки, составляет 0,8–1,0 мм, в охраняемый офис — 1,0–1,2 мм, в квартиру — 1,2–1,5 мм, в загородный дом — от 2,0 мм.
Стабильность и прочность конструкции обеспечивают ребра жесткости, которые устанавливаются между листами стали и не позволяют листам прогибаться или отделяться от конструкции при попытке взлома. Они изготавливаются из трубы квадратного сечения, швеллера или уголка и имеют горизонтальное, вертикальное или диагональное расположение. В одной двери стандартных размеров должно быть не меньше одного горизонтального и двух вертикальных ребер. Чем больше ребер установлено в изделии, тем прочнее конструкция.
Технологии сварки
Далее производится соединение металлических элементов друг с другом при помощи сварки. Наиболее распространены две технологии сваривания:
- Традиционная, предусматривающая использование уголков или профильной трубы. Этот метод требует значительных трудозатрат, но позволяет изготавливать изделия большой площади и нестандартных конструкций. При этом готовая продукция отличается достаточно большим весом.
- Гибочно-сварочная. Такая технология основана на полной автоматизации процесса изготовления, что позволяет снизить трудозатраты. Методика дает возможность свести к минимуму отклонения в размерах металлических профилей и значительно снизить вес готовых изделий.
Когда основа конструкции двери готова, на ней устанавливаются дополнительные элементы — запирающие механизмы, фурнитура, утеплитель и т.д.
Установка замков
Максимальную защиту от взлома обеспечивает применение комбинации из двух различных замковых механизмов. Обычно это цилиндровые замки, к которым крайне сложно подобрать ключ, и сувальдные (или «сейфовые»), отличающиеся массивностью и высокой устойчивостью к механическому воздействию. Одновременное использование замков этих двух типов обеспечивает эффективную защиту от проникновения злоумышленников.
Установка дополнительных элементов защиты и фурнитуры
На следующем этапе изготовления монтируются следующие элементы:
- Петли: скрытые (более надежные) или навесные. Для конструкции весом не более 70 кг будет достаточно двух петель. Для бронированных конструкций их понадобится 3–4.
- Бронированные накладки на замки: внутренняя и внешняя марганцевые пластины толщиной 1,5–4,5 мм, которые устанавливаются на замки сувальдного и цилиндрового типов и защищают их от высверливания. Броненакладки бывают накладные, полуврезные, врезные, магнитные и классические.
- Противовзломные штыри: небольшие устройства, расположенные на дверных полотнах и входящие в отверстия рамы при закрытии дверей. Используются как дополнительная защита для конструкций с навесными петлями.
- Глазки: бывают стандартными оптическими, пуленепробиваемыми (из стали и специального стекла), панорамными, электронными. Также популярны видеоглазки и др.
- Индивидуальные системы доступа: устройства, ограничивающие доступ в помещения. Для аутентификации посетителей используются специальные идентификаторы, которые сравниваются с данными, имеющимися в памяти системы.
- Сигнализация: автономная, пультовая.
Заполнение внутреннего пространства
Защиту от негативного воздействия внешней среды (в первую очередь от низких температур) обеспечивают не только внешние элементы, но и наполнитель, который размещается между металлическими листами, образующими дверное полотно. В это пространство помещаются тепло- и звукоизоляционные материалы. Самыми безопасными и распространенными из них (а также обладающими противопожарными свойствами) являются минеральная вата и пенополиуретан. Используются также пенопласт (в дешевых моделях), негорючая базальтовая плита и различная стекловата (весьма тяжелые материалы), целлюлоза (сегодня практически не используется) и полипропилен.
Внешняя обшивка или покраска
После сборки дверная заготовка очищается, шлифуется и обезжиривается, а потом окрашивается порошковым методом, струйным обливом, распылением (пневматическим или в электростатическом поле). Применяются порошковые (молотковые) или графитовые краски. Также дверь может быть обшита отделочными панелями, изготовленными с использованием кожи, кожезаменителя, натурального дерева, ДСП, МДФ, термопленки, шпона и др.
Монтаж уплотнителей
Для обеспечения герметичного закрытия двери в местах ее соприкосновения с рамой устанавливаются уплотнители из резины, поролона, пенополиэтилена, пластика или силикона. Наиболее популярным вариантом является магнитный резиновый уплотнитель, который устанавливается в один или два ряда. Сечения резиновых уплотнителей напоминают буквы латинского алфавита: С, К — профили для щелей толщиной менее 3 мм, Р, V — 3–5 мм, О, D — до 7 мм.
Особенности производства входных металлических дверей в разных странах
Производство входных металлических дверей, широко представленных на отечественном рынке, имеет следующую географию: Китай, Беларусь и Россия. Все это недорогие, а соответственно, наиболее востребованные изделия, ориентированные на массовый спрос.
Китай
В настоящее время многие поставщики предлагают своим клиентам китайскую продукцию по цене до 10 000 рублей. Низкая стоимость привлекает покупателей, но при этом владельцев может ждать целый ряд неприятных сюрпризов. Так, дешевая продукция из Поднебесной производится из стали, толщина которой составляет менее 1 мм (а чаще всего 0,5–0,8 мм). Если слегка надавить рукой на полотно, то сталь немного прогнется. Вскрыть подобную дверь можно при помощи обычного консервного ножа, поэтому никакие дополнительные средства защиты (качественные замки, петли и др.) не смогут спасти ситуацию. Кроме того, по причине малой толщины металлических листов при производстве практически не проводятся сварочные работы, что также значительно снижает взломостойкость конструкции.
Большинство китайских производителей остаются неизвестными. Более того, продавцы даже не всегда признаются покупателям, что товар изготовлен в Китае. Пожалуй, единственным известным китайским производителем (который, к тому же, реализует качественную продукцию) является компания «Форпост».
Беларусь
Изделия белорусского производства отличаются высоким качеством (толщина металлического листа составляет 2 мм и более), долговечностью и простотой в уходе. Кроме того, они соответствуют климатическим особенностям и социальным условиям стран СНГ.
Стоимость дверей класса стандарт составляет 14 000–20 000 рублей. Предлагать покупателям товар с отличными эксплуатационными характеристиками и по доступной цене позволяет отсутствие таможенных пошлин и значительных расходов на перевозку продукции. Еще одним важным достоинством белорусских изделий является широта модельного ряда. К числу самых известных производителей относятся компании «Двери Белоруссии», «Стальная линия», «Геркон», «Железный дом» и «Деловой металл».
Россия
Наибольшим спросом (до 85–90%) в среднем ценовом сегменте пользуются двери отечественного производства. Это объясняется сочетанием высокого качества товаров и доступной стоимостью (10 000–20 000 рублей). Основные преимущества российской продукции заключаются:
- в возможности изготовления товаров под заказ (в том числе по специальным проектам);
- часто — в отсутствии логистических и дилерских наценок;
- в качественном сервисе и гарантии: представители компаний-производителей выполняют все замеры и установку в подходящее для заказчика время.
К числу наиболее известных российских производителей относятся предприятия: фабрика дверей «БРАВО», «Эльбор», «Гардиан», «Торэкс», «БелКа», «Арсенал Сервис Сталь», «Геометрия металла», «Бастион», «Колумб», «Проем», «Ягуар-М», «Дверь по прозвищу Зверь», «СТАЛ», «Герда», «Dierre», «МастерЛок», «Оптима» и др.
Итак, качество металлической двери зависит от толщины и прочности стальных листов, надежности элементов безопасности и особенностей фурнитуры, а также от технологии производства. Оптимальное соотношение цены, качества и внешнего вида изделий предлагают многочисленные российские, а также белорусские и некоторые китайские производители данной продукции.
Бенчмаркинг в сфере производства металлических дверей: опыт компании «Браво»
Мы обратились на фабрику дверей «БРАВО» с просьбой рассказать, как там налажено производство металлических дверей и как обеспечивается качество продукции:
«Чтобы достичь и удерживать преимущество в сфере производства и продаж дверных конструкций, необходимо соблюдать много требований, предъявляемых рынком. Среди них, кроме всем очевидных контроля качества продукции и системы менеджмента на предприятии, хотелось бы отметить наличие широкого ассортимента и складской программы.
Понятие «качество» хотелось бы разделить на две составляющие: «качество дверных конструкций» и «качество обслуживания» — первое невозможно без современного оборудования, материалов, технологий и системы контроля, второе — без грамотного менеджмента компании. Обе составляющие качества мы «держим» на высоком уровне, поэтому коллектив фабрики гордится сервисом на всех этапах выполнения договорных обязательств.
На сегодняшний день фабрика «Браво» предлагает более 350 моделей дверей, среди которых каждый подберет для себя подходящий вариант. Мы ставим для себя задачу формирования оптимального ассортимента и улучшения качества продукции, внедряем передовые технологии производства, используем современные материалы.
Мы хотим быть ближе к нашим покупателям, поэтому нам интересно открывать фирменные салоны, красивые, просторные современные магазины, где мы стараемся создать все условия для комфортного выбора и покупки дверей.
Особое внимание в планах нашего развития мы уделяем улучшению качества как обслуживания в целом, так и предоставления дополнительных услуг. Активно ведется работа по набору и обучению персонала, внедряются информационные системы, которые позволяют нам быстрее и качественнее обрабатывать заказы. Мы стремимся прочно занять место лидера продаж входных и межкомнатных дверей, которому доверяют покупатели. Ведь доверие покупателей — это самая большая награда для нас и стимул развиваться и становиться лучше!»


Отправить ответ