
Рубка и резка металла слесарное дело
Содержание:
Одним из важных этапов при производстве заготовок и обработке стального проката является рубка металла. Сплав – это материал, который обладает высокой твердостью, поэтому для того, чтобы его разрезать, необходимо специальное оборудование.

Суть раскройки металла
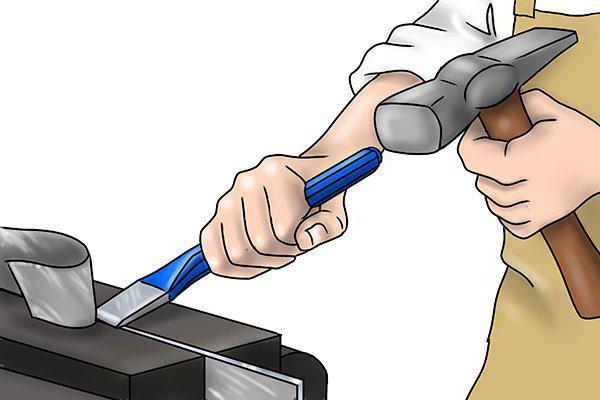
Технология рубки заключается в отсечении лишних частей металла с помощью специальных инструментов. Применяется в случаях, когда обработка не требует высокой точности. Чаще всего рубка листового металла необходима для отделения окалины, неточностей, что возникли при производстве. Также технология используется для удаления заусенцев, деления на части исходного материала. Рубка – это слесарная операция, которая производится как вручную, так и на специальных приспособлениях. В первом случае используются зубила, молотки, крейцмейсель. Следует отметить, что слесарная рубка металла – довольно тяжелый процесс, поэтому его автоматизация значительно упрощает раскрой.
Какие инструменты применяются для ручной рубки
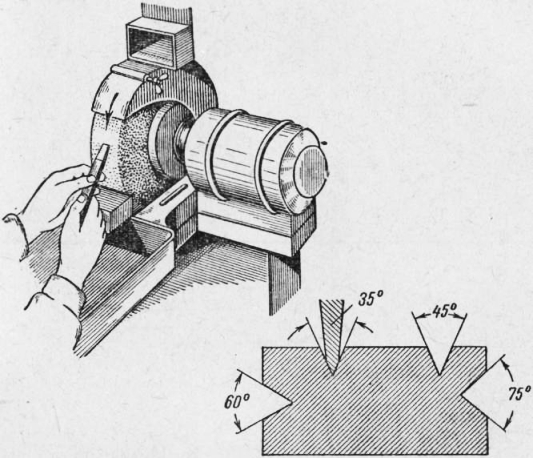
Раскрой металла производится с помощью зубил. Изготавливаются они из инструментальной стали (У7, У8). Кромка такого инструмента являет собой клинок большой твердости (не меньше 53 HRC). В зависимости от того, какая твердость обрабатываемого металла, зубило может быть заострено под углом 60° (для стали), 70° (бронзы, чугуна), 35-45° (для цветных металлов). Менее острый угол при обработке твердых материалов необходим для того, чтобы конец зубила сохранял свою стойкость и не ломался. Головка инструмента, как правило, имеет меньшую твердость (чтобы не разрушилась при ударе молотка). Она постепенно изнашивается, деформируется, поэтому нуждается в оправке. Ни в коем случае не разрешается работать с поврежденными зубилами, поскольку молоток может соскользнуть и привести к травматизации работника.

Крейцмейсель, молотки
Инструменты для рубки металла включают и такое приспособление, как крейцмейсель. Это так называемое канавочное зубило. Предназначено для проделывания специальных канавок, пазов, других отверстий. Его рабочая поверхность имеет более узкую ширину лезвия. Фигурные канавки проделывают подобным приспособлением – канавочником. В качестве ударного инструмента используются молотки. Они бывают как с круглым боком, так и с квадратным, вес составляет 400-800 грамм. Именно молотком наносятся удары по зубилу (крейцмейселю). Для того чтобы его рабочая поверхность была надежно зафиксирована и не соскальзывала с рукоятки, часто применяют специальные металлические или деревянные клинья, которые в нее и вбивают. Различают такие способы нанесения ударов: кистевой, локтевой, плечевой. Кистевой удар применяется для отделения тонкой стружки, снятия мелких неровностей. Прорубание пазов, канавок требует локтевого удара. Полный замах (плечевой удар) имеет максимальную силу. Он необходим при обработке толстого металла.

Варианты рубки материала
В зависимости от места расположения инструмента и детали, выделяют вертикальную и горизонтальную рубку. Первая выполняется на плите, наковальне. Деталь укладывается на рабочую поверхность горизонтально, а инструмент держится вертикально. После нанесения удара лезвие переносится так, чтобы его часть (примерно половина) была в новообразовавшейся лунке. Это необходимо для того, чтобы рубка металла была непрерывной. Если толщина листа более 2 мм, необходимо наносить разметки с обеих сторон. Сначала деталь обрабатывают с одной стороны, затем переворачивают. При небольшой толщине материала рекомендуется подкладывать под заготовку лист мягкой стали. Это не даст зубилу затупиться об наковальню. Горизонтальная рубка (гибка) металла происходит в тисках. При этом рабочий инструмент монтируется под очень маленьким углом к обрабатываемой поверхности (практически горизонтально).
Рубка в промышленных масштабах
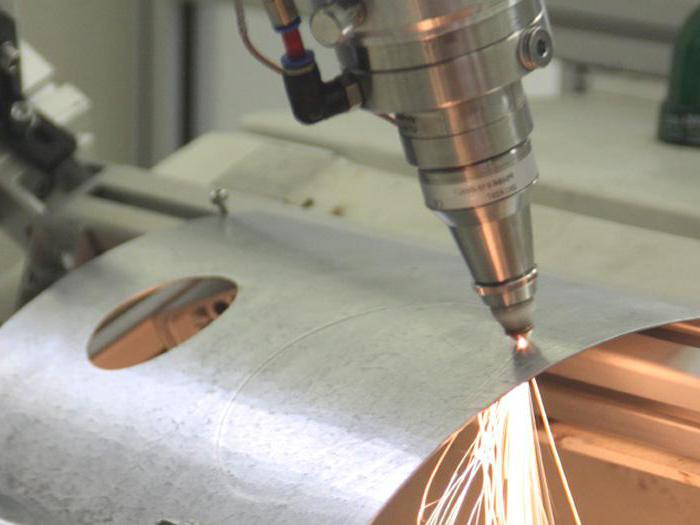
На предприятиях осуществляется раскрой металла следующими способами: резка с помощью ленточной пилы, лазерная, газовая, абразивная резка (смесью воды и абразивного материала). Лазерная рубка металла базируется на использовании тепла лазера, за счет которого прогревается до температуры плавления линия отреза. В то же время, основной материал не нагревается и сохраняет свои свойства. Данный вид обработки является высокоэффективным, заготовка после проведения раскроя не требует какой-либо дополнительной обработки. Однако такой метод отличается большой стоимостью оборудования. Также существуют и требования к толщине материала – она не должна превышать 20 мм. Гидроабразивная резка позволяет исключить сильное термическое воздействие на материал, кромки не оплавляются, а точность и качество реза имеют высокие показатели. Газовая обработка базируется на направлении на деталь струи кислорода, которая и прожигает металл. Разновидность данного способа – флюсокислородная технология. Широко применяется способ раскроя металла и с помощью гильотины.
Рубка металла гильотиной
Очень популярным способом раскроя сплавов является применение гильотины. Они бывают ручные, электромеханические, гидравлические, пневматические. При выборе гильотины учитывают серийность производства, толщину металла, который необходимо разрезать. Для тонких листов (около 1 мм) хорошо подходит ручное оборудование. Гидравлический привод имеет большую мощность, все операции производятся на большой скорости. Такие станки не имеют большой вибрации, их обслуживание не сложное, а точность раскроя высокая. С помощью электромеханического привода выполняется рубка металла толщиной до 8 мм. Данные аппараты мощные, безопасные, имеют много дополнительных возможностей.

Как происходит раскрой металла на гильотине
Станок оснащен двумя ножами, один из которых неподвижный, а второй может совершать круговые движения. Металл подается рольгангом в место резки. Нож опускается в отмеченное место, и заготовка рубится на необходимые элементы. Управление ножом совершается через специальную кнопку. Режущий инструмент создает большое давление, поэтому заусенцы отсутствуют, края остаются ровными. Такая рубка металла имеет много преимуществ. Во-первых, стоимость процесса невысокая, остатков и отходов практически нет. Во-вторых, качество изделий, которое получается, достаточно высокое. Их можно сразу подвергать дальнейшей технологической обработке – покраске, сверлению и т. п. Однако сложные конфигурации деталей на таком оборудовании изготовить нельзя. Все современные модели гильотин оснащаются большим количеством электроники. Это позволяет совершать раскрой металлических заготовок практически в полностью автоматическом режиме.
Обработка дерева и металла
Рубкой называется обработка металла режущим и ударным инструментом, в результате которой удаляются (срубаются, вырубаются) излишние слои металла или разрубается на части металл, предназначенный для дальнейшей обработки и использования. В качестве режущего инструмента в слесарном деле употребляется обычно зубило или крейдмейсель, а в качеству ударного инструмента — простые или пневматические молотки.
При помощи рубки можно производить:
— удаление (срубание) излишних слоев металла с поверхностей заготовок;
— выравнивание неровных и шероховатых поверхностей;
— удаление твердой корки и окалины;
— обрубание кромок и заусениц на кованых и литых заготовках;
— обрубание после сборки выступающих кромок листового материала, концов полос и уголков;
— разрубание на части листового и сортового материала;
— вырубание отверстий в листовом материале по намеченным контурам;
— прирубание кромок в стык под сварку;
— срубание головок заклепок при их удалении;
— вырубание смазочных канавок и шпоночных пазов.
Рубка производится в тисках, на плите или на наковальне; громоздкие детали могут обрабатываться рубкой в месте их нахождения. Для рубки лучше всего подходят стуловые тиски; на параллельных тисках производить рубку не рекомендуется, так как их основные части — губки, изготовленные из серого чугуна, часто не выдерживают сильных ударов и ломаются.
Обрабатываемая рубкой деталь должна быть неподвижна. Поэтому небольшие детали зажимают в тиски, а крупные детали кладут на верстак, плиту или наковальню или же ставят на пол и хорошо укрепляют. Независимо от того, где производится рубка, установка деталей по высоте должна быть сделана в соответствии с ростом работающего.
Приступая к рубке, слесарь прежде всего подготовляет свое рабочее место. Достав из верстачного ящика зубило и молоток, он кладет зубило на верстак по левую сторону тисков режущей кромкой к себе, а молоток — с правой стороны тисков бойком, направленным в сторону тисков.
При рубке надо стоять у тисков прямо и устойчиво, так, чтобы корпус был левее оси тисков.
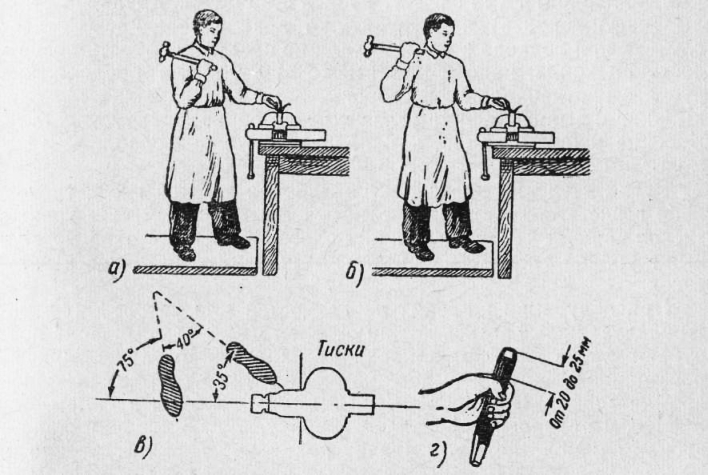
Левую ногу выставляют на полшага вперед, а правую, которая служит главной опорой, слегка отставляют назад, раздвинув ступни ног под углом примерно так, как показано на рис. 1, в.
Зубило держать в руках так, как показано на рис. 1, г, свободно, без излишнего зажима. Во время рубки смотрят на рабочую часть зубила, точнее, в место рубки, а не на ударную часть, по которой ударяют молотком. Рубить надо только остро заточенным зубилом; тупое зубило соскальзывает с обрубаемой поверхности, рука от этого быстро устает, в результате теряется правильность удара.
Глубина и ширина снимаемого зубилом слоя металла (стружки) зависят от физической силы работающего, размеров зубила, веса молотка и твердости обрабатываемого металла. Молоток выбирают по весу, величину зубила — по длине его режущей кромки. На каждый миллиметр длины режущей кромки зубила требуется 40 г веса молотка. Для рубки обычно употребляют молотки весом 600 г.
В зависимости от порядка операций рубка может быть черновой и чистовой. При черновой рубке сильными ударами молотка снимают за один проход слой металла толщиной от 1,5 до 2 мм. При чистовой рубке за проход снимают слой металла толщиной от 0,5 до 1,0 мм, нанося более легкие удары.
Для получения чистой и гладкой поверхности рекомендуется при рубке стали и меди смачивать зубило машинным маслом или мыльной водой; чугун следует рубить без смазки. Хрупкие металлы (чугун, бронза) надо рубить от края к середине. Во всех случаях при подходе к краю детали не следует дорубать поверхность до конца, надо оставлять 15—20 мм для продолжения рубки с противоположной стороны. Этим предупреждается скалывание и выкрашивание углов и ребер обрабатываемой детали. В конце рубки металла, как правило, нужно ослаблять удар молотком по зубилу.
Рубка в тисках производится либо по уровню губок тисков, либо выше этого уровня — по намеченным рискам. По уровню тисков чаще всего рубят тонкий полосовой или листовой металл, выше уровня тисков (по рискам) —широкие поверхности заготовок.
При обрубании широких поверхностей для ускорения работы следует пользоваться крейцмейселем и зубилом. Сначала прорубают крейцмейселем канавки необходимой глубины, причем расстояние между ними должно быть равно 1Д длины режущей кромки зубила. Образовавшиеся выступы срубают зубилом.
Чтобы правильно производить рубку, нужно хорошо владеть зубилом и молотком: это значит правильно держать зубило и молоток, правильно двигать кистью руки, локтем и плечом и точно, без промаха, ударять молотком по зубилу.
делия металлической стружки, которое и представляет сооой сущность процесса резания.
Применяемый при рубке инструмент — зубило представляет собой простейший режущий инструмент, в котором клин особенно четко выражен. Клин как основа всякого режущего инструмента должен быть прочным и правильным по форме — иметь переднюю и заднюю грани, режущую кромку и угол заострения.
Передней и задней гранями клина называются две образующие плоско сти, пересекающиеся между собой под определенным углом. Грань, которая при работе обращена наружу и по которой сходит стружка, называется передней; грань, обращенная к обрабатываемому предмету,— задней.
Режущая кромка — это острое ребро инструмента, образуемое пересечением передней и задней граней. Поверхность, которая образуется на обрабатываемой детали непосредственно режущей кромкой инструмента, называется поверхностью резания.
Нормальные условия резания обеспечиваются благодаря наличию у режущего инструмента переднего и заднего углов.
На рис. 2 показаны углы режущего инструмента.
Передний угол — это угол, который находится между передней гранью клина и плоскостью, перпендикулярной к поверхности резания; обозначается буквой г (гамма).
Задний угол — угол, образуемый задней гранью клина и поверхностью резания; обозначается буквой а (альфа).
Угол заострения — угол между передней и задней гранями клина; обозначается буквой р (бета). деление слоя металла от остальной его массы происходит следующим образом. Клинообразное стальное тело режущего инструмента под действием определенной силы давит на металл и, сжимая его, сначала смещает, а затем скалывает частицы металла. Ранее отколовшиеся частицы вытесняются новыми и перемещаются вверх по передней грани клина, образуя стружку.
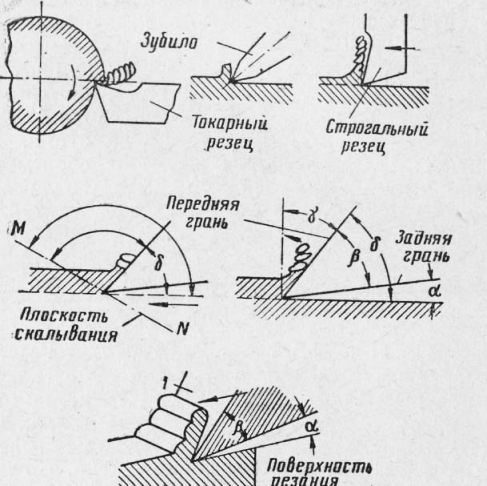
Скалывание частиц стружки происходит по плоскости скалывания MN, расположенной под углом к передней грани клина. Угол между плоскостью скалывания и направлением движения инструмента называется углом скалывания.
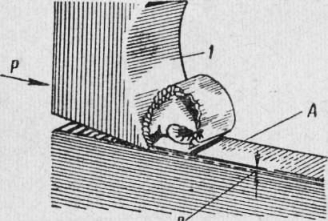
Рассмотрим действие клина при работе простого строгального резца (рис. 3). Предположим, что с заготовки А требуется снять определенный слой металла резцом. Для этого устанавливают на станке резец так, чтобы он срезал металл до заданной глубины, и действием определенной силы Р сообщают ему непрерывное движение по направлению, показанному стрелкой.
Резец из прямоугольною бруска, лишенный углов клина, не отделяет стружку от металла. Он мнет и давит снимаемый слой, рвет и поргит обрабатываемую поверхность. Ясно, что таким инструментом работать нельзя.
На рис. 54 показан резец с рабочей частью, заточенной в форме клина. Резец легко отделяет стружку от остальной массы металла, причем стружка свободно сходит по резцу, оставляя гладкую обработанную поверхность.
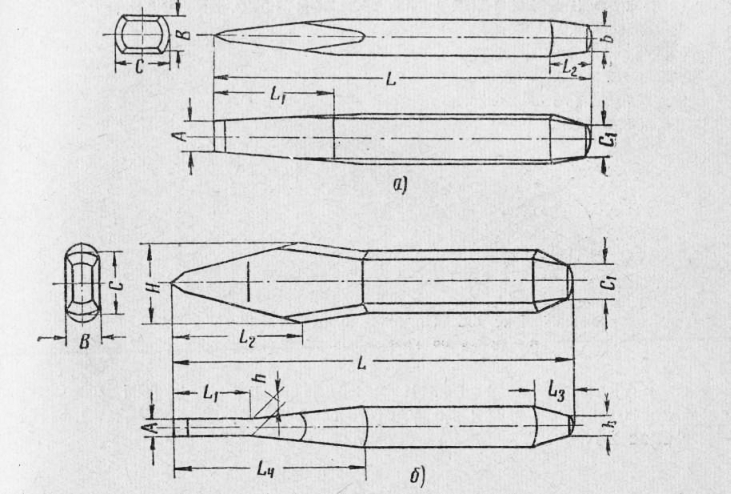
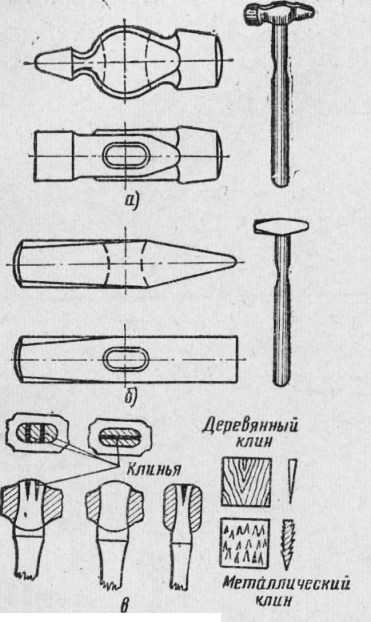
Зубило. Слесарное зубило является ударным режущим инструментом, применяемым при рубке металлов. На рис. 55, а дан чертеж зубила. Конец рабочей части зубила имеет клиновидную форму, которая создается заточкой под определенным углом двух симметричных поверхностей. Эти поверхности рабочей части называются гранями зубила. Грани в пересечении образуют острое ребро, называемое режущей кромкой зубила.
Грань, по которой при рубке сходит стружка, называется передней, а грань, обращенная к обрабатываемой поверхности,— задней. Угол а, образуемый гранями зубила, называется углом заострения. Угол заострения зубила выбирается в зависимости от твердости обрабатываемого металла. Для твердых и хрупких металлов угол а должен быть больше, чем для мягких и вязких металлов: для чугуна и бронзы угол а принимают 70°, для стали — 60°, меди и латуни — 45°, алюминия и цинка—35°, форма средней части зубила такова, что позволяет удобно и крепко держать его в руке во время рубки. Боковые стороны зубила должны иметь закругленные и зачищенные ребра.
Ударная часть зубила имеет вид усеченного конуса неправильной формы с полукруглым верхним основанием. При такой форме ударной части сила удара молотком по зубилу используется с наилучшим результатом, так как удар всегда приходится по центру ударной части.
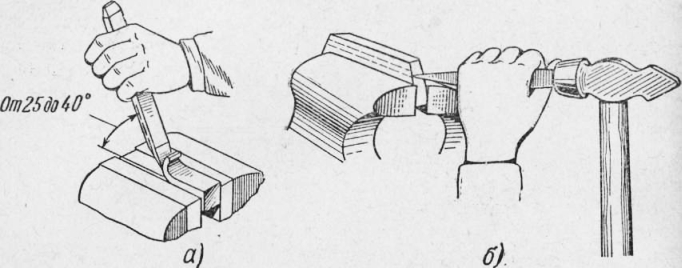
При рубке металла зубило держат в левой руке за среднюю часть, свободно обхватывая ее всеми пальцами так, чтобы большой палец лежал на указательном (рис. 56) или на среднем, если указательный палец находится в вытянутом положении. Расстояние от руки до ударной части зубила должно быть не менее 25 мм.
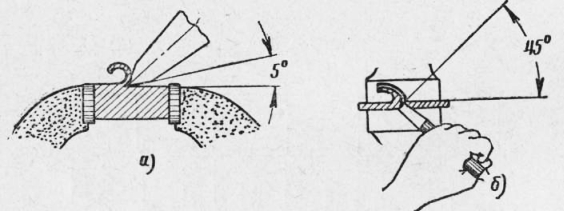
Для рубки зубило устанавливают на обрабатываемый предмет, как правило, с наклоном задней грани к обрабатываемой поверхности под углом, но не более 5° . При таком наклоне задней грани угол наклона зубила (его оси) будет составляться из суммы заднего угла и половины угла заострения. Например, при угле заострения в 70° угол наклона будет 5 + 35°, т. е. 40°. По отношению к линии губок тисков зубило устанавливают под углом 45°.
Правильная установка зубила способствует полному превращению силы удара молотком в работу резания при наименьшей утомляемости работающего. На практике угол наклона зубила не измеряется, но правильность наклона ощущается работающим, особенно при надлежащем навыке. Если угол наклона слишком велик, зубило глубоко врезается в металл и медленно перемещается вперед; если же угол наклона мал, зубило стремится вырваться из металла, соскользнуть с его поверхности.
Наклон зубила к обрабатываемой поверхности и относительно губок тисков направляется движением левой руки в ходе рубки.
Крейцмейсель. Крейцмейсель по существу является зубилом, имеющим узкое лезвие. Применяется он для прорубания узких канавок и шпоночных пазов. Углы заточки крейцмейселя такие же, как у зубила. Иногда крейцмейсель используется взамен зубила, например, когда зубило по ширине режущей кромки велико или когда по условиям работы применять его неудобно.
Для прорубания полукруглых, острых и других канавок применяют крейцмейсели специальной формы, называемые кана-вочниками.
Заточка зубила и крейцмейселя. Во время работы зубила и крейцмейселя происходит истирание их граней, мелкий излом режущей кромки и скругление вершины угла заострения. Режущая кромка теряет остроту, и дальнейшая работа инструментом становится малопроизводительной, а иногда и невозможной. Работоспособность затупившегося инструмента восстанавливается заточкой.
Заточка зубила производится на шлифовальном круге — на заточном станке. Взяв зубило в руки, как показано на рис. 7, накладывают его на вращающийся круг и с легким нажимом медленно передвигают влево и вправо по всей ширине круга. Во время заточки зубило повертывают то одной, то другой гранью, попеременно их затачивая. Сильно нажимать зубилом на круг нельзя, так как это может привести к сильному перегреву инструмента и потере его рабочей частью первоначальной твердости.
По окончании заточки снимают с режущей кромки зубила заусенцы, осторожно и попеременно накладывая грани на вращающийся шлифовальный круг. Режущую кромку зубила после заточки заправляют на абразивном бруске.
Зубило можно затачивать с подачей охлаждающей жидкос/и и на сухом круге. В этом случае необходимо охлаждать затачиваемое зубило, отрывая его от круга и опуская в воду.
Затачивая зубило, нужно внимательно следить за тем, чтобы режущая кромка была прямолинейной, а грани — плоскими, с одинаковыми углами наклона; угол заострения должен соответствовать твердости обрабатываемого металла. Угол заострения при заточке проверяется шаблоном.
Крейцмейсель затачивают так же, как и зубило.
Слесарные молотки. Раньше уже указывалось, что в слесарном деле употребляют два типа молотков — с круглым и квадратным бойками. Противоположный бойку конец молотка называется ноской. Носок имеет клинообразную форму и скруглен на конце. Им пользуются при расклепывании, правке и вытягивании металла. Во время рубки ударяют по зубилу или крейц-мейселю только бойком молотка.
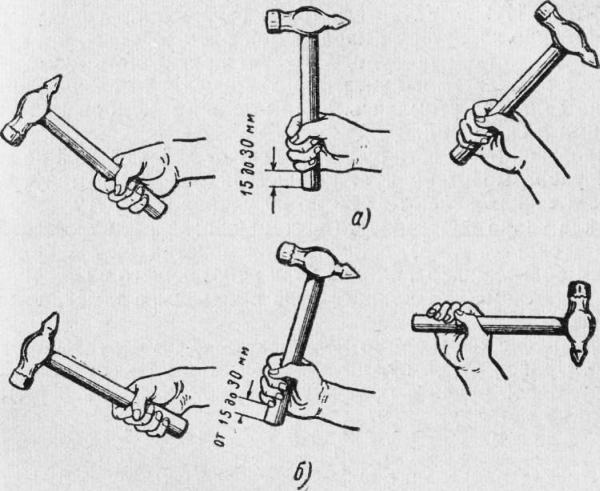
Способы держания молотка. Молоток держат за ручку в правой руке на расстоянии 15—30 мм от конца ручки. Последнюю обхватывают четырьмя пальцами и прижимают к ладони; большой палец накладывают на указательный, все пальцы крепко сжимают. Они остаются в таком положении как при замахе, так и при ударе. Этот способ называется «держание молотка без разжатия пальцев» (рис. 9, а).
Есть и другой способ, предусматривающий два приема. При этом способе в начале замаха, когда кисть руки движется вверх, ручка молотка обхватывается всеми пальцами. В дальнейшем по мере подъема руки вверх сжатые мизинец, безымянный и средний пальцы постепенно разжимаются и поддерживают наклонившийся назад молоток (рис. 9,б). Затем молотку дают толчок. Для этого сперва сжимают разжатые пальцы, потом ускоряют движение всей руки и кисти. В результате получается сильный удар молотком.
Удары молотком. При рубке удары молотком могут производиться с кистевым, локтевым или плечевым замахом.
Кистевой замах осуществляется движением только кисти руки.
Локтевой замах производится локтевым движением руки — сгибанием ее и последующим быстрым разгибанием. При локтевом замахе действуют пальцы руки, которые разжимаются и сжимаются, кисть (движение ее вверх, а затем вниз) и предплечье. Для получения сильного удара разгибающее движение рук должно производиться достаточно быстро. Упражнениями в локтевом замахе хорошо развивается локтевой сустав вместе с кистью и пальцами.
Плечевой замах — это полный замах всей рукой, в котором участвуют плечо, предплечье и кисть.
Применение того или иного замаха определяется характером работы. Чем более толстые слои металла снимаются с обрабатываемой поверхности, тем больше необходимость в наращивании силы удара, следовательно, в увеличении замаха; однако неправильным применением широкого замаха можно испортить обрабатываемую деталь и инструмент и без надобности быстро утомиться. Нужно научиться точно соразмерять силу удара соответственно характеру выполняемой работы.
Удар молотком по зубилу следует производить локтевым замахом с разжатием пальцев; при таком ударе можно рубить довольно долго, не утомляясь. Удары должны быть размеренными, меткими и сильными.
Производительность рубки зависит от действующей на зубило силы удара молотком и от количества ударов в минуту. При рубке в тисках делают от 30 до 60 ударов в минуту.
Сила удара определяется весом молотка (чем тяжелее молоток, тем сильнее удар), длиной ручки молотка (чем длиннее ручка, тем сильнее удар), длиной руки работающего и величиной замаха молотком (чем длиннее рука и чем выше замах, тем сильнее удар).
При рубке необходимо действовать обеими руками согласованно. Правой рукой нужно точно и метко ударять молотком по зубилу, левой рукой в промежутки между ударами перемещать зубило по металлу.
4.1. Суть и назначение рубки. Процесс резания
Рубка — слесарная операция, в результате которой с помощью режущего инструмента (зубила, крейцмейселя или кана- вочника), а также ударного инструмента (слесарного молотка) с поверхности заготовки снимается лишний слой металла или заготовка разрубается на части. Слой металла, удаляемый при обработке заготовки, называется припуском.
Рубка металла применяется в тех случаях, когда по условиям производства станочная обработка трудновыполнима или нерациональна. В зависимости от качества поступающих на слесарную обработку деталей и назначения выполняемых операций рубка производится для удаления заусенцев и кромок на литых и штампованных деталях, прорубания смазочных канавок, вырубки раковин, неметаллических включений и других дефектов отливок. Операцию рубки слесарю приходится выполнять при отрубке металлических заготовок от прутков, полос, листов, при изготовлении прокладок, зачистке сварочных швов, удалении с заготовки больших неровностей, вырубании отверстий в тонком листовом материале.
Точность, получаемая при рубке, составляет 0,5. 1,0 мм. Рубка считается черновой заготовительной операцией. Она выполняется при неподвижном положении обрабатываемой заготовки. Рубку наиболее целесообразно осуществлять в стуловых тисках (см. рис. 1.7), а громоздких деталей и вырубание отверстий или деталей из тонкого листового металла — на плите, наковальне.
При выполнении операции рубки происходит резание металла. Резанием называется процесс удаления с обрабатываемой заготовки лишнего слоя металла в виде стружки, осуществляемый с помощью режущего инструмента. Процесс резания происходит при выполнении следующих операций: рубка, резка, опиливание, сверление, шабрение, притирка, а также при механической обработке заготовок на металлорежущих станках (токарных, фрезерных, строгальных и др.).
Режущая часть любого режущего инструмента имеет форму клина. Благодаря клиновидной форме режущий инструмент внедряется в обрабатываемый материал и производит резание металла.
Рассмотрим работу клина (рис. 4.1). Под действием силы Р (рис. 4.1, а) на его боковых поверхностях возникают нормальные силы Ы, которые производят разделение металла:

где (3 — угол заострения клина.

Рис. 4.1. Схема работы клина
Рассмотрим, как изменение угла Р заострения клина влияет на условия резания. При Р = 60° N = Р, следовательно, нормальная сила равна действующей силе; при Р Р, т.е. имеется выигрыш в силе; при Р > 60° N
Элементы и геометрическая форма режущей части зубила показаны на рис. 4.1, б.
На обрабатываемой заготовке различают обрабатываемую и обработанную поверхности. Обрабатываемой поверхностью называется поверхность, с которой будет сниматься припуск, а обработанной — поверхность, с которой припуск снят. Поверхность режущей части инструмента, обращенная к обработанной поверхности, называется задней поверхностью.
Угол между задней поверхностью инструмента и обработанной поверхностью называется задним углом и обозначается а. Поверхность инструмента, по которой сходит стружка, называется передней поверхностью. Угол между передней поверхностью и перпендикуляром к обработанной поверхности называется передним углом (у). Передняя и задняя поверхности, пересекаясь, образуют режущую кромку. Угол между передней и задней поверхностями режущего инструмента называется углом заострения ((3), а угол между передней поверхностью инструмента и обработанной поверхностью — углом резания (8). Он равен сумме углов а и (3.
Для геометрии режущей части любого режущего инструмента выполняется равенство

Действие клинообразного инструмента на обрабатываемый металл изменяется в зависимости от положения оси клина и направления силы Р. Различают два основных вида работы клина:
- 1) ось клина и сила Р перпендикулярны к поверхности заготовки; в этом случае заготовка разрубается (см. рис. 4.1, а);
- 2) ось клина и направление действия силы Р образуют с поверхностью заготовки угол меньше 90°; в этом случае с заготовки снимается стружка (см. рис. 4.1,6).
При работе клина при угле меньше 90° его передняя поверхность сжимает находящийся перед ней срубаемый слой металла, отдельные частицы которого смещаются относительно друг друга; когда напряжение в металле превысит прочность металла, происходит сдвиг и скалывание его частиц, вследствие чего образуется стружка.
В результате давления инструмента поверхностный слой упрочняется — образуется наклеп.
Процесс резания сопровождается нагревом заготовки и режущего инструмента. При повышении температуры инструмент теряет свою твердость, быстро затупляется и перестает резать. Для уменьшения нагрева инструмента применяют СОТС. Они отводят теплоту, создают между трущимися поверхностями пленки, разделяющие их и уменьшающие трение и износ.


Отправить ответ