
Сделать струбцину столярную своими руками
Простые и функциональные f-образные струбцины, изготовленные своими руками, станут незаменимыми помощниками в вашей мастерской и позволят сэкономить немалые суммы на дорогостоящих зажимах, которых, как известно, много не бывает. Быстрозажимная струбцина кулачкового типа оптимальна для ситуаций, когда не требуется применять больших прижимных усилий: склейка узких или мелких деталей, кромок, фиксация заготовок и т.д.

Кулачковая струбцина работает по принципу классического ф-образного зажима. Она состоит из направляющей шины и двух губок: подвижной и неподвижной. Зафиксировав заготовку в губках и повернув кулачок на 90 °, инструмент обеспечит прочный и надежный зажим. Самодельную струбцину не составит труда изготовить своими руками в домашних условиях, имея минимум инструментов и расходных материалов.


Предлагаемый чертеж струбцины и деталировка являются базовым ориентиром. Конструкция изделия такова, что можно не зацикливаться на материалах и габаритах, изменяя их под свои потребности. Шину можно сделать как из металла, так и дерева. Также вы можете варьировать длину и ширину губок, для увеличения глубины захвата струбцины. Вместо металлических штифтов допускается использование заклепок или небольших болтов. Подвижная и неподвижная губки являются зеркальным отображением друг друга, поэтому эти детали удобно изготавливать серийно, сразу по несколько штук.

Изготовив своими руками комплект зажимов и незамысловатые деревянные упоры, изображенные на фото, вы получите эффективную угловую струбцину, которая станет незаменимым помощником при склейке идеальных рамок.
 Каждый мастер, занимающийся изделиями и деталями из металла или дерева, не может обойтись без самодельных струбцин. Ранее такой инструмент выпускался в различных модификациях, от специализированных до универсальных. Основная задача состоит в фиксации заготовки для проведения операций по обработке и соединению деталей. Разберем, как изготавливается быстрозажимная струбцина своими руками в различных вариациях.
Каждый мастер, занимающийся изделиями и деталями из металла или дерева, не может обойтись без самодельных струбцин. Ранее такой инструмент выпускался в различных модификациях, от специализированных до универсальных. Основная задача состоит в фиксации заготовки для проведения операций по обработке и соединению деталей. Разберем, как изготавливается быстрозажимная струбцина своими руками в различных вариациях.
Угловая струбцина
Этот вид струбцины своими руками из металла предназначен для фиксации двух предметов под прямым углом и соединения между собой любыми методами, однако основное назначение — кондуктор для сварки металлических деталей под необходимым для работы углом. Чтобы ее изготовить должным образом, понадобятся следующие компоненты:
 Уголок из стали 40 миллиметров и толщиной 4 миллиметра;
Уголок из стали 40 миллиметров и толщиной 4 миллиметра;- Пластины шириной 50 миллиметров;
- Закаленные резьбовые шпильки;
- Прутки и гайки для червячного механизма;
- Сварочный аппарат, который поможет в изготовлении необходимых устройств;
- Дрель вместе с метчиками различного предназначения.
Уголки следует приваривать под углом 90 градусов к металлическим или стальным пластинам. Сваркой крепим червячную конструкцию, а в рабочую гайку вкручиваем шпильку-вороток, дабы на конце собрать упор. Упор обязательно должен свободно проворачиваться. Затем с обратной стороны необходимо просверлить отверстие, куда мы вставляем металлический прут в качестве рычага. Невероятно простая конструкция и практичность использования стали залогом популярности такой струбцины среди всех, кто работает с металлом и делаемыми из него изделиями.
Столярная струбцина
Такие конструкции, использующиеся в столярном деле, бывают следующих типов:
- Стандартная струбцина, являющаяся наиболее популярной или простой;
- В виде штангенциркуля для деталей небольшого размера и оперативной фиксации;
- Самозажимная струбцина для процессов фрезерования и работы с заготовками различной высоты.
Первый вид делается из двух сосновых брусков, гайки с фиксатором, прутки, гайки в форме барашка с резьбой и упорные шайбы. Процесс изготовления весьма простой:
- Выпиливаем рабочие клещи из брусков, сверлим отверстия под шпильки с учетом небольшого люфта;
- Вкручиваем шпильки и контрим их соответствующими способами;
- Обеспечиваем схождение гайками, выполненными либо в форме барашков, либо стандартных гаек для улучшенного натяжения.
 Второй вариант применяется в том случае, когда необходима оперативная фиксация небольших деталей. Изготовление ведется из небольших брусков и тонколистовой фанеры. Червячной системой выступают гайки для мебели и шпильки-воротки. Один упор неподвижен, крепим его на конце направляющей рейки, в которой вырезаем углубления для фиксации двигающегося механизма.
Второй вариант применяется в том случае, когда необходима оперативная фиксация небольших деталей. Изготовление ведется из небольших брусков и тонколистовой фанеры. Червячной системой выступают гайки для мебели и шпильки-воротки. Один упор неподвижен, крепим его на конце направляющей рейки, в которой вырезаем углубления для фиксации двигающегося механизма.
Есть как переносной, так и стационарный вариант такой конструкции, где нарезаются пазы для перемещения с креплением неподвижных упоров. Зажимом выступают мебельная гайка, шпилька и вороток. За счет этого можно работать с заготовками любых габаритов.
Самозажимная же конструкция имеет рычаг с эксцентриком на поворотном конце. Поворачиваем на определенный угол, автоматически получается быстрый зажим. Высота регулируется шпилькой на верстаке. Его изготавливают индивидуально для каждой матрицы, в зависимости от ее предназначения и цели проводимых работ.
Трубная струбцина
 Сварка металлических труб торец в торец является сложной операцией. Более простой считается приварка трубы к готовой системе. Конструкция для таких случаев изготавливается из металлического уголка и стальных пластин. Фиксировать половинки такого устройства следует традиционным методом, а именно шпильками с резьбой. В результате можно получить достаточно простую и эффективную конструкцию, которая значительно облегчит работу при сварке труб с различными конструкциями.
Сварка металлических труб торец в торец является сложной операцией. Более простой считается приварка трубы к готовой системе. Конструкция для таких случаев изготавливается из металлического уголка и стальных пластин. Фиксировать половинки такого устройства следует традиционным методом, а именно шпильками с резьбой. В результате можно получить достаточно простую и эффективную конструкцию, которая значительно облегчит работу при сварке труб с различными конструкциями.
Имеются и другие виды конструкций, среди которых кулачковые механизмы, ленточные и зажимы для проволоки, которые могут пригодиться для работ со специфическими конструкциями, включая особо хрупкие и тонкие. Однако их изготовление является предметом отдельных мастер-классов и статей на специализированных ресурсах.
Самодельные струбцины являются незаменимыми помощниками для любого мастера, работающего с металлическими и деревянными деталями и изделиями. Изготовить же их достаточно просто и весьма увлекательно. Здесь важно соблюдать технологию изготовления, найти оптимальные инструкции и видеоролики. Покупать же струбцины можно, но они могут в итоге не подойти из-за специфичности заготовок или работы. Именно поэтому следует изготавливать струбцины самостоятельно. Удачной работы с различными заготовками и изготовления самодельных быстрозажимных струбцин!

Этот вспомогательный инструмент будет полезен для фиксации каких-либо деталей, к примеру, для обработки деталей или для плотного удержания при склеивании нескольких деталей вместе.
В этом проекте автор решил изготовить сразу несколько струбцин, своеобразный набор для закрепления деталей различной величины. Но вам может не понадобиться такое количество струбцин, поэтому для простоты объем затраченных материалов будет указан на одну струбцину, а если вы захотите сделать точно такой же набор, как у автора, то просто умножьте количество материалов на четыре.
Используемые материалы:
— Древесина из дерева твердой породы толщиной 1,9 см и шириной не менее 2,5 см
— стальной прут 12мм
— шпилька 6 мм 20 витков на 2.5 см
— дюймовые гайки 12мм 2 шт.
— дюймовые пружинные штифты 2,38мм длиной 19мм 2 шт.
— метчик 6 мм 20 витков на 2.5 см для цилиндрических гаек
-сверло под метчик 5 мм.
Описание процесса изготовления деревянных струбцин:
Шаг первый: подготовка деревянных деталей.




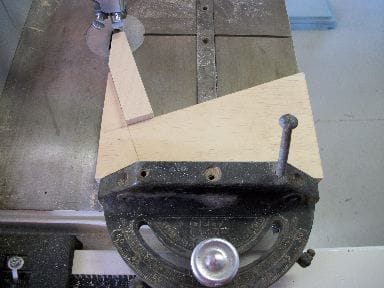
На этом этапе был использован ленточно-отрезной станок.
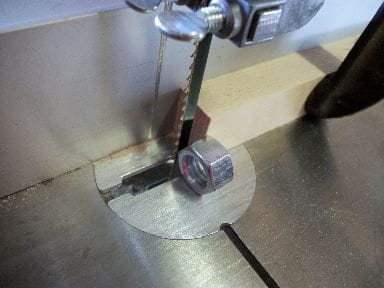
Для того чтобы обрезать заготовку для ручек до нужной формы, на станке был установлен угол в 33 градуса. В качестве разделителя для получения необходимой толщины и ориентирования по форме была использована гайка 12 мм.
Таким образом, делая срезы при помощи станка поочередно переворачивая заготовку, автор срезал слой за слоем получая шестигранную форму заготовки по примеру использованной гайки.
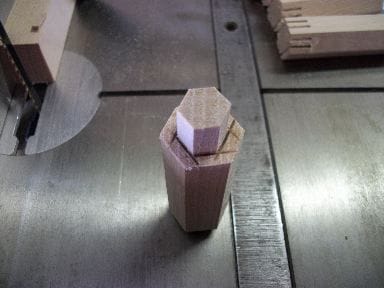
После того, как была получена заготовка шестигранной формы и оптимальной толщины, параметры станка были переведены на срез в 90 градусов. Далее автор этим же станком нарезал необходимое количество ручек длинной 64 мм из шестигранной заготовки.
Шаг третий: Нарезка губок для струбцины.

Далее автор занялся обработкой второй заготовки и нарезанием из нее губок для струбцины. Уголок наклона на губках не является обязательным, он скорее служит для большего удобства. Поэтому величину наклона можете определить сами исходя из своих предпочтений. Автор сделал эту деталь длиннее, после чего использовал его же для нарезания наклонного угла для других деталей и других заготовок. Угол наклона в 15 градусов он посчитал наиболее универсальным.
При использовании столярного уголка необходимо принимать во внимание тот факт, что крутизна наклона линии составляет 50 мм на 70 мм. Уголок должен быть установлен на расстоянии в 12 мм либо по центру в заготовке с шириной 25.4 мм. При таком подходе автор рекомендует сначала срезать угол, а затем нарезать губки для струбцины до длинны 102 мм. Эти подготовительные этапы позволят вам уменьшить шансы сделать какие-либо ошибки и испортить заготовку, а значит, сэкономят материалы и ваше время.
После завершения нарезки заготовок для губок струбцины, автор разделил их на две группы: одну группу он пометил как губки А, а вторую как губки В.
Разделение на две группы необходимо, так как губки будут иметь разное крепление. Поэтому будет отличаться и работы по сверлению отверстий для них, проще это понять схему различия крепления из фотографий уже готовой струбцины.
Шаг четвертый: работа над губками В.
Для начала была проведена разметка под сверление губок из обеих групп. Необходимо разметить два отверстия диаметром 6 мм для штырей, которые будут стягивать губки. Два отверстия диаметром 6 мм должны быть расположены на внутренней и верхней поверхности губок, проходя их насквозь. Первой отверстие находится на расстоянии в 19 мм от прямоугольного края губки и расположено в 9.5 мм от каждой стороны. Второй отверстие отмечается на расстоянии в 44 мм от прямоугольной (задней) стенки губки и так же расположено по центру относительно других сторон. После чего губки В откладываются в сторону.
Шаг пятый: доделывание губок из группы А.




Губка А несколько отличается от губки В. Губка А имеет два дополнительные отверстия под цилиндрические гайки, через которые будут проходить пруты для стягивания губок струбцины.
Поэтому в каждой губке А было просверлено по два отверстия диаметром 12 мм через одну сторону, как это показано на картинке. Первое отверстие диаметром в 12 мм должно быть расположено на расстоянии 19 мм от задней стенки губки и на равноудаленном расстоянии от верхней и нижней граней губки. Второй отверстие 12 мм должно быть расположено на расстоянии в 44 мм от задней стенки и так же равноудалено от верхней и нижней граней. Таким образом, должен получиться набор губок с двумя отверстиями по центральной линии внешних плоскостей губок, а так же с двумя отверстиями для штырей диаметром 6 мм с внутренней стороны губок.
Шаг шестой: Шпильки с резьбой



В данном случае под цилиндрическими гайками подразумеваются круглые стальные детали с просверленными в них боковыми отверстиями с резьбой под 6 мм шпильку. Вероятно, такие гайки или нечто похожее можно купить, но автор решил изготовить их самостоятельно.
Для изготовления цилиндрических гаек потребовалась металлическая круглая заготовка диаметром в 12 мм. Из нее были нарезаны цилиндры длинной 19 мм, под толщину губок струбцины. Затем в каждом цилиндре сбоку по центру были сделаны отверстия, которые при помещении цилиндров в 12 мм отверстия на губках В, должны совпадать с отверстиями 6 мм на этих же губках В. После чего в отверстиях стальных цилиндров была нарезана резьба под углом 90 градусов на 20 витков при помощи метчика 6 мм.
Шаг восьмой: Создание фасок на ручках струбцины




Для того чтобы было проще и удобнее удерживать и закручивать ручки струбцины каждая из них будет иметь фаски. К тому же подобная деталь делает внешний вид инструмента более привлекательным, по мнению автора.
Для начала заготовка для ручки была закреплена, в данном случае в другой уже готовой струбцине. После чего автор произвел разметку в виде шестиугольника на внешней поверхности заготовки, а так же была сделана разметка в виде ограничивающих линий по боковым сторонам будущей ручки на расстоянии 3 мм от внешней плоскости ручки, так как это показано на картинке.
После чего при помощи острого резца были срезаны фаски и получена заготовка ручки с фасками.
Шаг девятый: создание выступа на ручках струбцины.



Чтобы на ручки была возможность накрутить гайку 12 мм, ручки нужно обрезать до диаметра чуть большего, чем отверстие гаек. Таким образом, резьба гайки будет надежно сцепляться с деревянным выступом ручки, обеспечивая достаточно надежное соединение. Было бы удобно обработать ручки на токарном станке для создания нужного диаметра выступа, но так же можно это сделать и вручную.
Для этого автор прижал упорную колодку к ограждению пилы, а гайку 12 мм использовал как ограничитель для глубины среза, а так же для обеспечения необходимого расстояния от ограждения. После чего была взята деревянная заготовка для каждой ручки и выполнены все необходимые надрезы.
Таким образом, получился рисунок который вы можете посмотреть на картинке выше. Срезав затем все лишние выступы, должна получиться ручка с готовым выступом под гайку.
Шаг десятый: обточка выступа ручек.




Для того чтобы одень на ручки 12 мм гайки, необходимо срезать все углы выступа и обточить выступ до нужного диаметра. Лучше всего перед этим потренироваться на какой-либо неудавшейся заготовке, чтобы понять до какой степени необходимо сточить выступ и не испортить другие заготовки.
Для этого заготовка должна быть жестко зафиксирована и сточена до идеальной цилиндрической формы. После чего аккуратно, чтобы не повредить заготовку, нужно накрутить гайку на выступ.
Шаг одиннадцатый: завершающий этап изготовления ручек.




Далее 6 мм гайки были накручены и затянуты на шпильке с резьбой, для того, чтобы надежно закреплять зажимное приспособление. При помощи напильника по металлу концы были слегка скруглены, для того, чтобы ручка могла гладко перемещаться. Необходимо соединить все таким образом, чтобы как минимум 2.5 см материала выступало из зажимного приспособления, после чего нужно вкрутить деревянную ручку как можно дальше. Для затягивания к основанию и выравнивания с ручкой, автор использовал стандартный гаечный ключ. Главное при этом не перетянуть и плавно отпускать гайку до тех пор, пока она не дойдет до упора. После чего ее нужно выровнять с ручкой.
Далее штифт вставляется в ручку. Для этого в центре гайки шпильки с резьбой было просверлено отверстие 2.38 мм, в которое при помощи молотка был вбит штифт.
Шаг двенадцатый: Завершение работ.

На этом этапе у вас должны быть уже сделаны все основные элементы устройства струбцины. Осталось правильно соединить все необходимые детали устройства вместе для получения готового изделия. Так же необходимо ошкурить поверхности, чтобы ликвидировать все острые края, после чего нанести финишное покрытие. Это завершающий этап сборки деревянных струбцин.
На этом этапе понадобятся резиновые перчатки, чтобы сначала втереть в поверхность немного олифы, а затем натереть деревянную поверхность струбцины воском. После чего струбцина будет готова к использованию и иметь приятный внешний вид.


Отправить ответ