
Сколько паять полипропиленовые трубы таблица
Содержание:
- 1 Таблица температурных показателей для работы с полипропиленовыми материалами
- 2 Выбор сварочного аппарата
- 3 Самые частые ошибки при выполнении сварки
- 4 Время пайки заготовок из полипропилена
- 5 Немного о процессе пайки
- 6 Ошибка #1 — грязь и вода на соединяемых элементах
- 7 Ошибка #2 — неправильное позиционирование
- 8 Ошибка #3 — неправильно подобранный материал
- 9 Ошибка #4 — пренебрежение правилами монтажа
- 10 Пайка как способ соединения PPR труб
- 11 Стандартные температурные параметры
- 12 Подробная инструкция по монтажу
- 13 Выводы и полезное видео по теме
 Трубы из полипропилена представляют категорию товаров, которые обладают максимально подходящими показателями соотношений стоимости и качества.
Трубы из полипропилена представляют категорию товаров, которые обладают максимально подходящими показателями соотношений стоимости и качества.
Данные материалы являются высокопрочными, имеют длительный срок эксплуатации, не боятся коррозийного влияния и наделены многими другими положительными характеристиками. Говоря о достоинствах полипропиленовых труб, нельзя не сказать о простоте и удобстве их прокладки.
При соединении, должна выдерживаться точная температура пайки полипропиленовых труб, таблица, предоставленная ниже, поможет с точным ее определением.
Видео
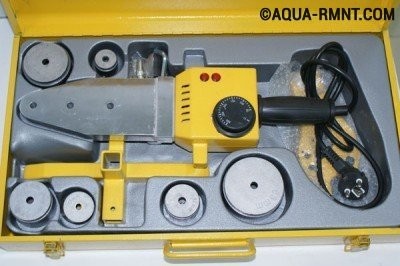
Производя укладку полипропиленовых трубопрокатных изделий, для высококачественного стыка трубомагистрали с соединительными элементами, применяют современные технологии пайки этих изделий. А для качественного процесса потребуется:
- Сварочное приспособление с комплектом насадок.
- Специальные ножницы.
- Обезжиривающая жидкость.
- Маркер.
- Рулетка.
- Ветошь.
- Монтажное приспособление если заготовка имеет диаметр более 5 сантиметров
- Подготовка к работе. На этом этапе рекомендуют детально изучить основные правила работы со сварочным аппаратом. Особого внимания при этом требует температура, при которой разрешают паять те или иные изделия из полипропилена. Такие данные можно найти в таблице, которую прилагают в инструкцию к сварочному оборудованию. Такая таблица будет изложена ниже.
Таблица температурных показателей для работы с полипропиленовыми материалами
В начале сварочных работ необходимо на сварочный аппарат установить специальные насадки, на них предварительно очищают тефлоновое покрытие. После этого устройство прогревается до температуры двести шестьдесят градусов.

Этот температурный предел считают самым оптимальным для такого вида трубопроката. Период подогрева аппарата зависит от температуры окружения.
Нужно также проверить рабочее состояние резака. Если есть необходимость, то его следует подточить.
Подготовленные для пайки трубы должны быть обезжиренными и почищенными. Если соединительный элемент не плотно «садится» на патрубок, то его рекомендуют поменять на другой.
Соединительную деталь одевают на прогретую насадку, ей для прогревания понадобится немного больше времени, чем трубе.
 Далее переходят непосредственно к прогреванию крепежных частей. Если он не плотно «сидят» на насадках, то во время их нагревания разрешают проворачивать, но угол при этом не должен быть больше десяти градусов.
Далее переходят непосредственно к прогреванию крепежных частей. Если он не плотно «сидят» на насадках, то во время их нагревания разрешают проворачивать, но угол при этом не должен быть больше десяти градусов.
После нагревания элементы снимаются с насадок, и скрепляются аккуратным движением. За несколько минут конструкция полностью остывает.
В таблице ниже есть рекомендуемое время и иные показатели времени. Таблица пайки полипропиленовых труб оказывается незаменимой при работе с полипропиленовыми трубопрокатными материалами.
| Объем труб – величина сварочного пояса (см.) | Период нагрева (сек.) | Период сварки (сек.) | Период охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Показанные в таблице данные рассчитаны для окружающей среды в двадцать градусов. При более низких температурах время нагревания необходимо увеличивать.
Начинать сварочные работы рекомендуют с более громоздких конструкций. Эти действия, особенно мастерам с небольшим опытом лучше проводить с напарником, потому, что нужен одновременный монтаж прогретых элементов.
Выбор сварочного аппарата
По другому процесс соединения называется просто – паять трубы. Он выполняется при помощи специального аппарата, который называют – устройство для сварки полипропиленовых труб, так же его называют сварочник или утюгом для сварки.

Покупать его если вам нужно произвести соединение один раз не рекомендуют. Так как это экономично не выгодно, проще его арендовать. Большинство магазинов предоставляют такую услугу.
Все же если принято решение приобрести устройство для сварки полипропиленовых труб, то исходя из отзывов, можно рекомендовать чешские или турецкие аппараты. Китайские модели по качеству уступают двум первым вариантам. Стоимость такого агрегата пропорциональна его качеству. На качественные аппараты цена выше.
Самые частые ошибки при выполнении сварки
- Грязные поверхности труб. Если они не достаточно прочищенные и обезжиренные от пыли и грязи, то магистраль с такими изделиями очень быстро станет давать протечки.
- Также, неправильно рассчитанная глубина пайки (ее точные данные содержит предоставленная таблица) приводит к плохому качеству стыков. Таблица предоставляет точные данные по глубине сварочного пояса. Если эти величины не сделать точными, то в результате образуются герметические погрешности всей трубомагистрали. Это также затрудняет весь процесс прокладки труб из полипропилена.
- И самое главное – в таблице есть точное время прогрева труб. Его необходимо выдерживать четко. Недостаточно расплавленные элементы не полностью соединяются один с другим. Следовательно, при таких обстоятельствах получается разный по величине наплавочный шов. Он не сможет выдержать даже слабый гидроудар.
- Заготовку не вставляют в фитинг до упора, нужно помнить о том, что должен остаться промежуток не более 1 мм.
- Еще одна очень частая ошибка это прикладывание слишком больших усилий для соединения фитинга и заготовки. В результате этого на конце трубопрокатного изделия выдавливается грат, он создает серьезное препятствие для протока жидкости.
- Неправильно выставленная позиция. На то, чтобы выставить разогретые соединенные детали, имеется пару секунд. Если это время затянуть, то деформация уже неисправима, и прочное соединение не образуется. Важно также не перегревать заготовку, а то на ней образуются наплывы.
- Недорогой материал. Если для работы взять низкокачественные изделия, то даже самая профессиональная укладка не предохранит от поломки. И трубы, и фитинги советуют брать у одного изготовителя. Это должна быть фирма с проверенной хорошей репутацией. А то получиться как в поговорке про скупого, которому приходится платить дважды.
- Не надо соединять трубы (даже высокого качества) от разного производителя. Составные элементы материала изделий могут отличаться и при разогреве такие изделия поведут себя по-разному.
ВАЖНО! Правила достаточно легкие. Простое игнорирование рекомендациями, которые предъявляет таблица, приводит к протечкам водопроводной трубомагистрали.
Время пайки заготовок из полипропилена
В настоящее время число стройматериалов применяемых для трубомагистрали слива и водоснабжения резко возросло. Развитие химической промышленности принесло такие новые варианты, как полипропилен и поливинилхлорид.
Сварка для этих материалов считается самым надежным видом стыка. Для того, чтобы выполнить качественный стык следует выучить температуру пайки для данных стройматериалов.
Таблица показывает очень точно время сваривания полипропиленовых труб. При этом следует учесть, что эта температура зависима от диаметра обрабатываемых изделий.
| Толщина стенок труб (см.) | Прогрев стыка до появления грата (см.) | Нагрев (сек.) | Максимальное время вывода нагреваемой детали (сек.) | Время соединения элементов (сек.) | Минимальное время остывания конструкции (сек.) |
| 0,45 | 0,05 | 45 | 5 | 5 | 6 |
| 0,45-0,7 | 0,1 | от 45 до 70 | 6 | 6 | 6 |
| 0,7-1,2 | 0,15 | от 70 до 120 | 8 | 8 | 10 |
| 1,2-1,9 | 0,2 | от 120 до 190 | 10 | 11 | 16 |
| 1,9-2,6 | 0,25 | от 190 до 260 | 12 | 14 | 24 |
| 2,6-3,7 | 0,3 | от 260 до 370 | 16 | 19 | 32 |
| 3,7-5 | 0,35 | от 370 до 500 | 20 | 25 | 45 |
| 5-7 | 0,4 | От 500 до 700 | 25 | 35 | 60 |
Разные виды сварки и температура
Пайка диффузным способом. Использование этого метода позволяет полипропилену из разных элементов взаимопроникать из одного в другой при нагревании. После застывания образуется единый целый материал. Этот метод является основным, но его применяют только для действий с однородными материалами.
Раструбный метод пайки. При данном виде работы используют сварочное оборудование с различными объемами насадок. Два стыкуемых элемента вставляют в агрегат для пайки, прогревают и затем фиксируют друг с другом. В период охлаждения нельзя менять положение конструкции.
Стыковой способ. Эти работы выполняют на трубопроводах, отличающихся большим сечением. Зону стыка прогревают сварочным спецзеркалом. После этого скрепляемые части с усилием прижимают. Таким путем создается высокая механическая прочность. Основной момент в этом методе – это прижимание скрепляемых участков.
Полифузный метод. Он очень поход на диффузивный способ, только при этом до температуры плавления разогревают лишь один из скрепляемых элементов.
Муфтовая пайка. Эта технология подразумевает участие специальной дополнительной вставки – фитинга или муфты. При процессе разогревают и часть патрубка, и соединительную деталь.

Каждый из вышеописанных видов пайки не может быть выполнен без знаний нужной температуры для данной работы. Температура пайки полипропиленовых труб, таблица размещены в изложенном материале.
Нужно только правильно использовать эти цифры. Тогда можно выполнить качественное и герметичное соединение. Эти условия нужно выполнять безукоризненно. А ниже мы более подробно рассмотрим некоторые виды пайки более подробно.
Полифузная сварка
Фитинг «садят» на разогретую насадку. На его разогрев уходит значительно больше времени, потому, что толщина его стенок больше, чем у трубы.

Далее детали разогревают. Если они сидят на насадках неплотно, то в процессе сварки их необходимо переворачивать. При повороте нельзя превышать угол в 10 градусов. После теплового воздействия детали снимают с насадок, и не спеша соединяют. После этого им дают некоторое время для остывания.
Вот примерные параметры времени нагрева и охлаждения:
| Диметр заготовки (мм) | Время на нагревание (с) | Время пайки (с) | Время на остывание (мин) |
| 16 | 5 | 4 | 3 |
| 20 | 5 | 4 | 3 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 5 |
| 75 | 30 | 8 | 8 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 10 |
| 160 | 80 | 15 | 15 |
Выдерживая указанное время, вы добьетесь надежного соединения.
Как паять с помощью электрофитинга
Аппараты для пайки в данной ситуации подготавливают так же, как в полифузном способе. Трубы разрезают и обезжиривают, и обрабатывают снаружи, а фитинг изнутри. Маркером выставляется пометка входа заготовки.

Заготовка вставляется в электрофитинг и фиксируется в нем. Аппарат для пайки и фитинг соединяется специальным проводом. Чтобы приступить к сварке надо нажать кнопку «пуск», а завершение работы аппарата происходит в автоматическом режиме. Точки контроля на фитинге подтверждают правильность работы. Через них видно выдавливание пластика.
Это очень эффективный и быстрый способ. Это применяют в компаниях, которые выполняют установку трубопроводов в больших объемах.
Холодная пайка
Этот способ используют не очень часто. Для него используют агрессивный клей. Как и два предыдущих способа, это также требует подготовки к соединению:
- Вырезать заготовки по нужной длине;
- Обработать их обезжиривающими средствами;
- Нанесение пометок маркером.
Клей накладывают на все детали для соединения. В необходимом размещении их держат 15 секунд. Такую трубомагистраль можно использовать уже через час. До этого времени все скрепляемые части должны находиться неподвижно.
Уровень плотности такого соединения сравнивают со сваркой. Но, его используют только для укладки сети холодного водоснабжения.

Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить — готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.

В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева. Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей.
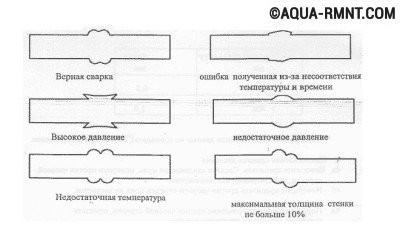
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения.
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.

Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки.
Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода.
Читайте также нашу следующую статью, в которой представлена инструкция по монтажу системы отопления с использованием полипропиленовых труб: https://aqua-rmnt.com/otoplenie/documents/montazh-otopleniya-iz-polipropilenovyx-trub.html
Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
После раскроя заготовок внутренние и внешние края среза необходимо тщательно зачистить шабером. Конечно же, при отсутствии должного инструмента можно воспользоваться и подручными средствами, например, ножовкой по металлу, однако при её использовании полипропилен будет неминуемо плавиться. На заготовках надо будет снимать фаски, а это потребует дополнительной траты времени и сил.
Напоследок хочу напомнить о том, что львиная доля дефектов появляется после сварки, проведённой на весу. Исключение составляют разве что случаи, возникающие на особо трудных, криволинейных участках магистрали, или при завершении монтажа отдельной ветки. Паяльный (сварочный) аппарат должен иметь подставку, достаточно устойчивую для того, чтобы агрегат не опрокидывался во время работы.

Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования – утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.
При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.
Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Этап #1 – подготовка специальных инструментов
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.








Есть смысл приобретать новый инструмент, если планируется сборка системы водоснабжения «с нуля» с дальнейшим обслуживанием. Для разовых работ оборудование можно арендовать утюг для сварки ПП труб или взять на время у знакомых. Кроме специальных инструментов потребуются уровень, маркер, линейка или рулетка.
Этап #2 – разметка и нарезка труб
Нарезку труб производят предварительно, до начала первой пайки. Рекомендуем подготовить все элементы и сложить их согласно составленной схеме. Она является частью проекта по монтажу отопительной системы или водопровода.
Отмеряем отрезки труб нужной длины, аккуратно отрезаем их труборезом. Затем подбираем подходящие по диаметру фитинги – чаще всего это соединительные муфты, тройники и уголки. Если элементы армированные, снимаем алюминиевую прослойку.
В результате края деталей, которым предстоит сварка, должны быть идеально ровными, отрезанными перпендикулярно оси трубопровода, очищенными и обезжиренными.
Этап #3 – соединение элементов и нагрев
Устанавливаем аппарат, подбираем муфты и дорны нужного диаметра. Включаем его в сеть и нагреваем, так как уже знаем, при какой оптимальной температуре следует паять полипропиленовые трубы – +260 °С. Именно она указана в инструкциях по эксплуатации паяльников.
Обратите внимание, что некоторые производители выпускают аппараты со шкалой до +320 °С. Это не значит, что нужно производить нагрев до максимума. Внимательно прочитайте инструкцию – там указаны условия, при которых допустимы высокие значения нагрева.
На концах деталей, которые необходимо соединить, делаем отметки, обозначающие глубину нагрева. Еще раз проверяем, чтобы рабочие поверхности были сухими и обезжиренными, так как влага или скользкая поверхность могут стать причиной разгерметизации соединения.
С момента установки деталей начинаем отсчет секунд – согласно значениям, указанным в таблице. Спустя положенное время снимаем детали, быстро вставляем трубу в фитинг – до той же отметки. Стараемся расположить детали соосно, на поправку положения дается всего пара секунд. Перекосов и проворачиваний элементов допускать нельзя!
Удерживаем узел в правильном положении, пока не произойдет полимеризация. Обычно это 3 минуты или более – время остывания проверяем по таблице. Остывшие и правильно проваренные детали представляют собой неразъемное соединение, герметичное и прочное.
Поочередно свариваем ключевые узлы, чтобы затем собрать и сварить их между собой уже по месту монтажа контура отопления, канализационной или водопроводной разводки.
Выводы и полезное видео по теме
Видео #1. Технология пайки PPR труб:
Видео #2. Разбор часто встречающихся ошибок:
В интернет-пространстве размещено огромное количество мастер-классов по пайке труб из полипропилена. Некоторые из них сняты неквалифицированными любителями, поэтому советы по технике сварки и выборе температуры могут оказаться ложными.
Лучше остальных возможности сварочного аппарата известны производителю, поэтому перед началом пайки обязательно изучите инструкцию – это защитит вас от технического брака и непрофессиональных советов.
Расскажите о собственном опыте в сборке полипропиленового трубопровода и в выполнении соединении пайкой. Поделитесь технологическими тонкостями, которые могут пригодиться посетителям сайта. Оставляйте, пожалуйста, комментарии в находящемся ниже блоке, задавайте вопросы, публикуйте фото по теме статьи.


Отправить ответ