
Составные части сверлильного станка
Содержание:
- 1 Область применения
- 2 Конструктивные особенности
- 3 Принцип действия
- 4 Дополнительные устройства
- 5 Разновидности промышленных моделей
- 6 Особенности станков с ЧПУ
- 7 Проводимые операции
- 8 Общие сведения о конструкции
- 9 Принцип работы сверлильного оборудования
- 10 Возможная модернизация заводских станков
- 11 Конструкция радиальных сверлильных станков
- 12 Получить консультацию
Для механической обработки металлов могут использоваться самые различные станки. Довольно большое распространение получило сверлильное оборудование, которое применяется для получения отверстий в деталях из различных материалов. Технические возможности современных сверлильных станков позволяют применять их для получения отверстий диаметром более 100 мм, а также выполнения целого перечня других операций. Устройство сверлильного станка имеет довольно большое количество особенностей.
Область применения
 Сверлильный инструмент применяется для получения различных сквозных и глухих отверстий.
Сверлильный инструмент применяется для получения различных сквозных и глухих отверстий.
 Задавая определенную скорость вращения сверла и подачу можно обеспечить снятие с поверхности требуемого количества металла.
Задавая определенную скорость вращения сверла и подачу можно обеспечить снятие с поверхности требуемого количества металла.
Область применения рассматриваемого типа станков весьма обширна:
- В промышленности. Большинство моделей, которые находятся в продаже, предназначены для промышленного применения, к примеру, в машиностроительной области. Промышленные станки характеризуются высокой эффективностью. Свердлильний верстат, применяемый в промышленности, имеет большие габариты и вес. Назначение промышленного оборудования: наладка производства в машиностроительной, станкостроительной и другой промышленности.
- В быту. Станков, применяемых в быту, с каждым годом в продаже становится все больше. Подобное оборудование характеризуется меньшей функциональностью и эффективностью, но при этом имеет меньшие размеры и более высокую экономичность. Как правило, бытовая модель представлена упрощенной конструкцией промышленного варианта, которая может устанавливаться на верстаке или другом возвышении.
Встречается и токарно-сверлильный станок, который может применяться для проведения самых различных операций. Однако они уступают вертикально-сверлильным станкам в плане универсальности.
Конструктивные особенности
 Существует просто огромное количество различного сверлильного оборудования, все они имеют свои конструктивные особенности. Наибольшее распространение получили модели вертикальной компоновки. Классическая конструкция вертикального станка состоит из следующих элементов:
Существует просто огромное количество различного сверлильного оборудования, все они имеют свои конструктивные особенности. Наибольшее распространение получили модели вертикальной компоновки. Классическая конструкция вертикального станка состоит из следующих элементов:
- Шпиндельная бабка предназначена для размещения рабочего патрона, в котором будет фиксироваться режущий инструмент. Частить устройство может с различной скоростью.
- Шпиндель является частью сверлильной головки, в которую также входит ременная передача и электрический двигатель, приводящий в движение режущий инструмент. Ременная передача позволяет регулировать количество оборотов, а также защитить электродвигатель от перегрузки. Кроме этого, привод может быть выполнен в виде сочетания звездочек и шестерен.
- Бабка крепится на несущей стойке, которая изготавливается при использовании металла с высокой прочностью. При создании стойки уделяется больше всего внимания жесткости.
- Вся конструкция базируется на массивной плите. Изготавливается она из стали или чугуна методом литья.
- Схема предусматривает наличие коробки скоростей. Она позволяет регулировать скорость вращения режущего инструмента. Практически все технологические карты по изготовлению различных изделий указывают на то, при какой скорости должна проводится обработка.
- Панель управления может состоять из различных клавиш и тумблеров. В последнее время чаще встречаются модели станков с установленным сенсорным дисплеем, через который проводится установка основных параметров.
- Чертеж современных сверлильных станков предусматривает и наличие защитного стекла, изготавливаемого из материалов с повышенной устойчивостью к механическому воздействию.
Каждый узел перед началом выполнения работ должен тщательно проверяться.
Принцип действия
 Проводя выбор сверлильного станка, следует учитывать то, какие именно будут выполняться работы. Приспособление вертикальной ориентации подходит для выполнения большинства сверлильных технологических операций.
Проводя выбор сверлильного станка, следует учитывать то, какие именно будут выполняться работы. Приспособление вертикальной ориентации подходит для выполнения большинства сверлильных технологических операций.
Принцип действия подобных станков имеет следующие особенности:
- Заготовка крепится на столе. Во время механической обработки от качества крепления заготовки зависит то, насколько точным будет отверстие. Настольный вариант исполнения может быть без устройства для крепления заготовки, фиксация проводится при применении слесарных станков.
- Устройство подключается к источнику энергии. Бытовые варианты исполнения могут работать от сети 220 В, промышленные от напряжения 380 В.
- На станке устанавливается скорость вращения сверла. Она выбирается в зависимости от диаметра установленного сверла, а также типа металла, который будет обрабатываться. Слишком большая скорость может стать причиной перегрева инструмента или заготовки.
- В патроне фиксируется сверло. Кроме этого, может устанавливаться пиноль — подвижная в осевом направлении гильза, применяемая для установки режущего инструмента.
- При подаче напряжения к станку электрический двигатель начинает вращаться, усилие передается через механизм привода на патрон.
- Большая часть моделей сверлильных станков имеют ручной механизм подачи. Режущий инструмент опускается с определенным усилием в заготовку.
Упрощенное описание принципа действия сверлильного станка определяет то, что он применяется в большинстве случаев для обработки корпусных изделий.
Дополнительные устройства
Станки, предназначенные для применения дома, могут оснащаться различными дополнительными устройствами. За счет их установки повышается функциональность и эргономичность устройства. Наибольшее распространение получили следующие дополнительные устройства:
- Рабочий стол. Подобный узел закрепляется на вертикальной стойке, зачастую есть регулировка по высоте расположения. Некоторые модели снабжаются рабочими столами, которые могут не только располагаться на различной высоте относительно шпинделя, но и вращаться относительно вертикальной оси. За счет этого есть возможность ускорить процесс обработки, так как не нужно постоянно проводить переустановку заготовки.
- Механизм, при помощи которого регулируется глубина сверления. Сверление проводится следующим образом: кончик сверла опускается до метки на заготовке, после чего закручивается затяжной рычаг для ограничения хода режущего инструмента. Большая часть станков имеет рукоятку, при помощи которой осуществляется нажим для входа сверла в материал. В промышленности могут использоваться станки с электрическим приводом подачи.
- Защитный экран. Во время механической обработки может образовываться большое количество стружки, которая из-за вращения режущего инструмента будет разлетаться. Чтобы обезопасить мастера и окружающих от летящей стружки, а также исключить вероятность попадания посторонних объектов в зону резания, устанавливается защитный экран. При его изготовлении могут использовать прозрачный материал, обладающий высокой устойчивостью к механическому воздействию.
Бытовые станки компактны и имеют небольшой вес, за счет чего обеспечивается мобильность. Промышленные станки существенно отличаются от бытовых, за счет чего обеспечивается производительность и универсальность в применении.
Разновидности промышленных моделей
 Многие аппараты представлены универсальным оборудованием, которое может применяться для сверления не только по металлу, но и другим материалам. Выделяют следующие разновидности сверлильных станков:
Многие аппараты представлены универсальным оборудованием, которое может применяться для сверления не только по металлу, но и другим материалам. Выделяют следующие разновидности сверлильных станков:
- Настольный тип. Эта группа характеризуется компактными размерами и незначительным весом. Область применения — получение небольших диаметров.
- Колонные станки устанавливаются в случае налаживания единичного и мелкосерийного производства. При их применении можно получать отверстия, диаметр которых от 18 до 75 мм.
- Радиально-сверлильные аппараты применяются для обработки массивных деталей. При этом получаемые отверстия могут быть расположены строго по дуге окружности с заданным шагом. Отличительной чертой компоновки назовем достаточно большой вылет шпиндельного узла за пределы конструкции.
- Координатно-сверлильные конструкции получили широкое применение в случае, когда нужно получить заготовку с точным расположением отверстий относительно друг друга.
- Центровальные модели предназначены для обработки торцевых отверстий. Подобная конструкция характеризуется большим расстоянием между рабочим столом и шпиндельной бабкой.
- Горизонтально-сверлильные станки предназначены для обработки валов и осей, а также штоков и других подобных изделий. Особенности компоновки позволяют получать отверстия значительной глубины.
- Многошпиндельные конструкции могут применяться для одновременного получения нескольких отверстий. При этом они могут быть расположены в различных плоскостях.
- Комбинированные аппараты обладают компоновкой, которая позволяет проводить сразу несколько различных операций: сверление, фрезерование, долбление и так далее.
В последнее время большое распространение получили конструкции, которые работают под контролем ЧПУ. Они применяются для получения наиболее сложных высокоточных изделий.
Особенности станков с ЧПУ
 С каждым годом в продаже встречается все большее количество моделей с ЧПУ. Это связано с тем, что они обладают повышенной производительностью и позволяют получить точные, качественные изделия. Конечно, они не заменять небольшие ручные станки, но все же весьма популярны.
С каждым годом в продаже встречается все большее количество моделей с ЧПУ. Это связано с тем, что они обладают повышенной производительностью и позволяют получить точные, качественные изделия. Конечно, они не заменять небольшие ручные станки, но все же весьма популярны.
К особенностям станков с числовым программным управлением можно отнести следующие моменты:
- Обработка может проводиться в автоматическом режиме, наладчик только вводит программу.
- В большинстве случаев конструкция имеет головку сменных инструментов. За счет этой конструкции станок автоматически сменяет режущий инструмент.
- Для ускорения процесса механической обработки проводится установка подвижного стола, который может менять положение и ориентацию заготовки.
- Точность проводимой обработки высока, отклонение минимальное.
Промышленные станки с ЧПУ в большинстве случаев применяются для получения корпусных изделий или пластин с большим количеством отверстий.
Подобная покупка оправдана только в том случае, когда налажено крупносерийное производство. Стоимость станков с ЧПУ довольно высокая, они требуют своевременного обслуживания.
Проводимые операции
Промышленные станки рассматриваемого типа могут применяться для проведения самых различных операций. Это связано с тем, что кроме сверла могут устанавливаться и другие инструменты. Чаще всего оборудование применяется для выполнения следующих операций:
- Обработка уже полученных отверстий при помощи цековки.
- Развертывание.
- Обработка при применении зенкера-пробойника.
- Образование резьбы внутри отверстий.
- Растачивание отверстий при применении соответствующего резца.
- Финишная обработка.
- Формирование различных углублений при установке фрезеровального инструмента.
Бытовые модели подходят исключительно для сверления и рассверливания.
Достаточно важно правильно выбрать сверло в зависимости от типа металла, из которого изготовлены заготовки.
Слишком твердый материал может стать причиной быстрого износа режущей кромки.
Сверлильный станок является универсальным оборудованием, с помощью которого можно выполнять операции по формированию отверстий с различной конфигурацией. Для ознакомления с устройством рекомендуется изучить компоновку самой популярной модели с вертикально расположенным шпинделем.
Общие сведения о конструкции
Независимо от того, как выполнено устройство сверлильного станка, принцип его работы остается одинаков для всех типов. С помощью вращающегося сверла происходит обработка деревянных, металлических или полимерных изделий.
Для выполнения этой операции конструкция станка должна состоять из плиты-основания, на которую монтируются другие компоненты оборудования. В вертикально ориентированных моделях сверлильный блок устанавливается на опорную стойку. Она может выполнять две функции – фиксация обрабатывающей части и ее смещение в вертикальной плоскости.
Кроме этого к особенностям конструкции можно отнести следующие факторы:
- тип рабочего стола. В одних моделях он стационарный и его функцию выполняет опорная плита. Такая конструкция актуальна для обработки массивных изделий. Сверлильное оборудование с перемещаемым рабочим столом по опорной стойке применяется для выполнения точных операций;
- сопряжение сверлильного блока с электродвигателем. Это выполняется с помощью ременной передачи. На валах компонентов установлены шкивы различных диаметров. Изменяя положение приводного ремня корректируется число оборотов шпиндельной головки;
- возможность сверления деталей под углом. Это можно выполнить с помощью поворотного рабочего стола. Альтернативным вариантом является наличие механизма смещения в сверлильном блоке.
Это основные сведения об устройстве классического сверлильного станка. Они могут отличаться в зависимости от специфики конструкции, назначения и технологических требований.
Для уменьшения габаритов конструкции ременная передача может быть заменена на шестеренчатую. Однако это делается крайне редко и только для специализированных моделей.
Принцип работы сверлильного оборудования
Чтобы изучить специфику устройства сверлильного станка вертикального типа необходимо детально рассмотреть процессы, протекающие в оборудовании во время выполнения работ. Эти сведения помогут разобраться с эксплуатационными техническими качествами каждой модели станка.
Главное вращательное движение передается от электродвигателя к шпинделю сверлильной головки с помощью механизма скоростей. В классических моделях оборудования он располагается в верхней части установки. Для выполнения операции сверления необходимо опустить режущий инструмент к поверхности детали. Для первичного позиционирования можно менять положение рабочего стола либо сверлильного блока, изменяя их положение на вертикальной опорной штанге. Более точная обработка происходит с помощью механизмов вылета шпиндельной головки.
Далее следует ознакомиться с основными техническими характеристиками сверлильного станка:
- размеры рабочего стола, возможность поворота его под определенным углом, а также наличие компонентов для фиксации готовки;
- максимальный минимальный размер устанавливаемого сверла;
- пределы частот вращения шпиндельной головки;
- число скоростей;
- типы и конструкция сверлильного патрона;
- номинальная мощность электродвигателя.
В большинстве бытовых и полупрофессиональных моделей не предусмотрена система подачи охлаждающей жидкости. Однако при обработке изделий из высокопрочных сортов стали эта процедура является обязательной. В качестве альтернативы можно использовать специальный навесной блок. Резервуар с СОЖ устанавливается в любом удобном месте недалеко от станка. С помощью маломощного насоса жидкость поступает по подводящему патрубку, конец которого установлен на вертикально расположенной сверлильной головке.
Для уменьшения шумового эффекта рекомендуется приобретать модели с асинхронным типом электродвигателя. Но при этом следует учитывать, что эта модель более требовательна в плане эксплуатации.
Возможная модернизация заводских станков
Нередко стандартная комплектация заводского вертикально направленного сверлильного станка или его конструкция не устраивает пользователя. В таком случае предпринимаются попытки модернизации оборудования. Они заключаются в установке новых узлов и компонентов или улучшении уже существующих.
Основной проблемой бюджетных моделей является появление люфта во время выполнения операции сверления. Это происходит за счет низкой устойчивости конструкции. Решить этот вопрос можно с помощью увеличения массы опорной плиты или установки дополнительной вертикальной опорной стойки. Таким образом можно формировать отверстия небольшого диаметра с высокой точностью.
Кроме этого примера модернизации стандартные заводские модели подвергаются следующим изменениям и дополнениям:
- применение ограничителей глубины сверления. Если таковая функция не предусмотрена в конструкции оборудования — на сверло можно установить специальный ограничитель;
- подключение устройства для плавного запуска электродвигателя. Благодаря ему во время первичного запуска оборудования не будут появляться рывки;
- модернизация рабочего стола. Для фиксации заготовки можно использовать модели с электромагнитной подушкой. Если предполагается обработка сложных по конфигурации изделий — монтируется поворотный механизм;
- установка автономной точки освещения. Она положительным образом повлияет на качество выполняемых работ.
Для безопасности эксплуатации оборудования во время подключения рекомендуется использовать УЗО. Для настольных моделей важно правильно подобрать станину. Она должна быть максимально устойчивой и иметь функцию регулирования уровня.
С подробным устройством вертикально ориентированного сверлильного станка можно ознакомиться в видеоматериале:
 |
 |
 |
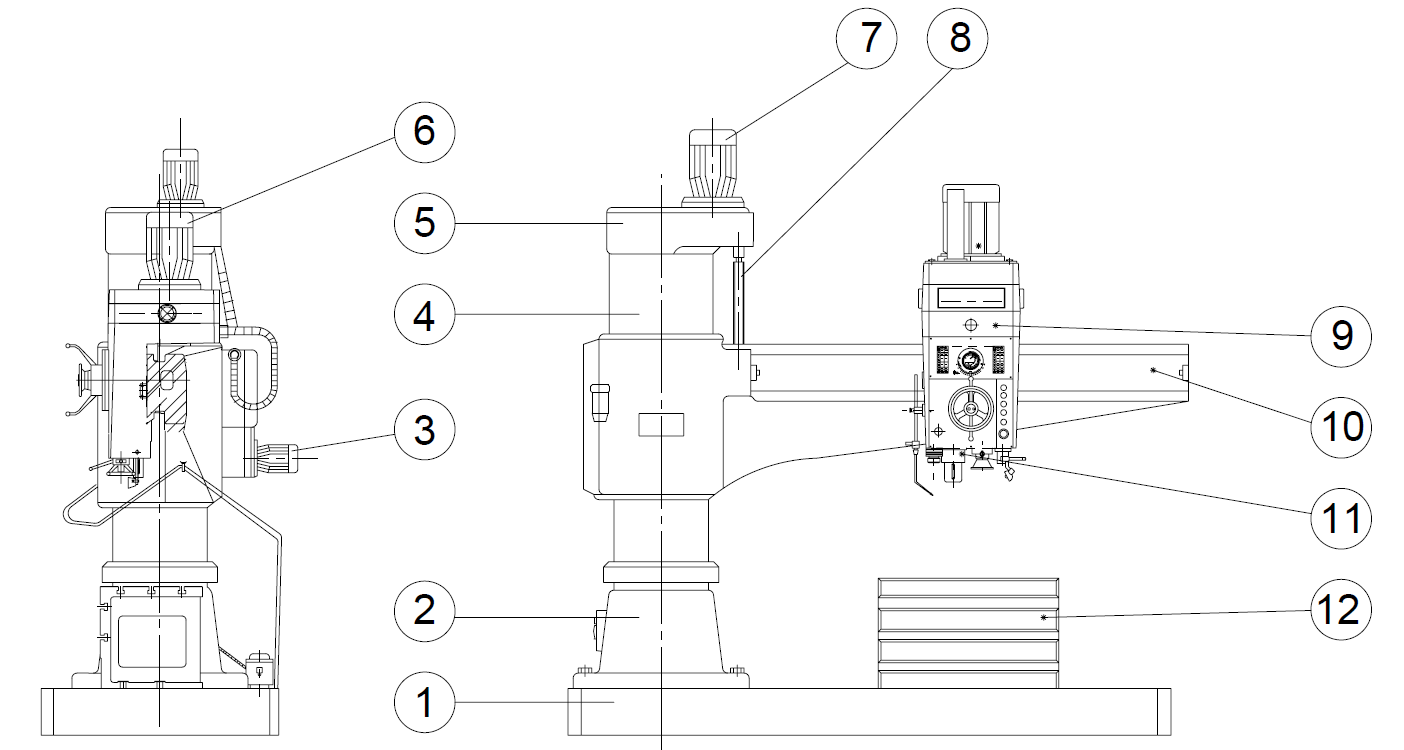
| Радиально-сверлильный станок z3050 |
Коробка подач располагается между шпинделем и электродвигателем шпинделя; вращение от электродвигателя передается через зубчатые зацепления и фрикционные соединительные муфты. Фрикционная муфта позволяет выполнить быстрый реверс при нарезании резьбы, отключение подачи при достижении необходимой глубины сверления и предохранить коробку скоростей от перегрузок.
Головка может перемещаться по направляющим консоли в ручном режиме. Она фиксируется перед выполнением операции сверления в нужном положении при помощи специального зажимного механизма, управляемого отдельной кнопкой.
Поскольку шпиндель смонтирован в выдвижной пиноли, это позволяет сверлить отверстия различной глубины, не перемещая траверсу.
Фиксация поворотной колонны, равно как и зажим/разжим шпиндельной головки на направляющих траверсы, происходит при помощи гидравлических механизмов, управляемых кнопками пульта.
Система подачи СОЖ
Бак СОЖ и насосная установка подачи СОЖ к инструменту также находятся в технологических полостях задней части станка. Выключатель расположен в цоколе колонны. Обратно СОЖ сливается самотеком.
Параметры выбора радиально-сверлильных станков:
- максимальный диаметр, обрабатываемый сверлом в заготовке из стали или чугуна;
- максимальный размер нарезаемой метчиком резьбы;
- мощность электродвигателя шпинделя;
- радиус перемещения шпиндельной бабки;
- угол поворота траверсы;
- максимальное расстояние между столом и торцом шпинделя, определяющее наибольшую высоту обрабатываемой заготовки (за вычетом размеров инструмента);
- максимальное вертикальное перемещение пиноли с инструментом, определяющее глубину обработки;
- диапазон подач и количество ступеней вращения шпинделя;
- наличие системы охлаждения инструмента и заготовки в зоне резания, а также системы смазки.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности


Отправить ответ