
Станки для ящичного шипа
Содержание:

Цена шипорезного станка по дереву зависит от целого ряда факторов и может составлять от 100 тысяч рублей и более. Но цена — это далеко не единственный критерий, на который следует опираться при выборе шипорезного оборудования.
Особенности и виды

Фото шипорезного станка по дереву
Шипорезный станок по дереву является незаменимым устройством на столярных и мебельных производствах. Многие детали соединяются между собой с помощью шипа.
Выделяют несколько основных видов шипового соединения:
Шипы способствует соединению деталей между собой или удлинению заготовок.
Шип — это сложный по своей конфигурации соединительный элемент, для изготовления которого своими руками требуется применять соответствующее оборудование.
Оборудование отличаются между собой именно по типу шипов, которые они способны изготавливать.
- Шипы для окон, дверей и рамных конструкций. Такие шипорезные станки могут быть односторонними, двухсторонними, проходными или возвратными. В качестве рабочих инструментов данных шипорезов выступают специальные пилы, вертикальные и горизонтальные фрезы. С их помощью осуществляется фрезерование прямого шипа или проушины, необходимой для каркасной и рамочной деревянной конструкции;
- Ящичные шипы и ласточкин хвост требуют использования другого типа шипорезных станков. Их применяют для серийного изготовления столярных предметов или мебели. За счет такого соединения обеспечивается надежная и долговечная фиксация компонентов;
- Овальный и круглый шип — это самые сложные шипы, выполняемые на специализированных автоматических станках. Участие оператора своими руками сводится к минимуму, поскольку к таким шипам предъявляются повышенные требования в плане точности. Потому овальные и круглые шипы изготавливаются с помощью автоматизированных шипорезных станков с ЧПУ.
Самое главное требование, которое предъявляется к шипорезному станку — это точность выполнения обработки. Если этого не сделать, тогда детали попросту не будут подходить друг к другу. А потому выполнить соединение станет невозможно.
Сфера применения

Фото шипорезного станка по дереву, сделанного своими руками
Используя своими руками шипорезные станки, помимо столярного и мебельного производства они могут:
- Обрабатывать калиброванные деревянные щиты и древесностружечные плиты;
- Обгонять периметры дверных деталей и оконных рам;
- Обрабатывать напольные доски;
- Изготавливать паркет.
Отдельная категория шипорезных станков — это оборудование, предназначенное для сращивания деревянных деталей. Подобные станки применяются на производственных базах, где нужно соединить доски по длине путем их сращивания между собой. Для этого станком вырезаются специальные зубчатые шипы на торцах заготовок, обрабатываются клеем и прессуются специальным прессом. Все линии сращивания древесины функционируют в условиях автоматического режима. Участие оператора своими руками заключается в контролировании работы шипорезного и прессовального оборудования.
Характеристики шипорезов
Выбирая шипорезные станки для работы своими руками над соединением деревянных элементов, вам следует обратить внимание на наиболее значимые параметры шипорезного оборудования.
- Максимальный диаметр заготовок, которые способен обрабатывать станок.
- Максимальная ширина создаваемого на оборудовании шипа.
- Наибольшие показатели поперечника шипа, доступного на выбранном шипорезном станке.
- Тип шипа, на изготовление которого ориентирован станок.
- Скорость вращения шпинделя. От нее зависит скорость и качество обработки заготовок.
- Мощность установленного на шипорезный станок электрического двигателя и тип электрической сети для его питания. Некоторые станки могут обойтись питанием от однофазной бытовой сети на 220В. Но промышленные шипорезы требуют высококачественной трехфазной линии на 380В.
- Размеры и вес оборудования. Большой вес защищает от вибраций, которые могут негативно отразиться на точности вырезаемых шипов. При этом крупные размеры и масса ограничивают станок в плане его перемещения. Хотя вряд ли вам потребуется каждый день с места на место переставлять шипорез. Потому упор следует сделать на минимальные вибрации в процессе эксплуатации шипорезного оборудования.
Как он работает
Чтобы работать своими руками с шипорезным оборудованием, вам нужно узнать, по какому принципу функционируют подобные станки для изготовления соединительных шипов.
Весь процесс можно разделить на несколько шагов, каждый из которых непосредственно влияет на конечное качество получаемой на выходе продукции.
- Заготовку направляют на рабочий стол станка, где деревянная деталь обрезается согласно требуемому размеру;
- После этого древесина или основанный на древесине материал поступает на создание шипов и проушин;
- Станина — это жесткая литая конструкция, оснащенная прижимными механизмами для фиксации. Станину оснащают колонной, где располагается рабочая головка. На головку надеваются соответствующие задачам проушечные доски, фрезы или пилы;
- Чтобы защитить обрабатываемую заготовку от расщепления в процессе создания шипов, специальная автоматическая система наносит клей на поверхность заготовок. Это предупреждает появления сколов и дефектов;
- Помимо этого, шипорезные станки могут оснащаться механизмами торцевания. Они необходимы для того, чтобы выровнять торцы обрабатываемых заготовок;
- На выходе мы получаем деталь с выполненными на ней проушинами или шипами требуемой конфигурации.
Обратите внимание на то, для каких целей вы приобретаете шипорезный станок. Для определенных ситуаций подойдут те или иные решения.
- Для мелкосерийного производства в домашних условиях или небольшой мастерской оптимальным выбором будут фрезерные станки, оснащенные шипорезными каретками. Вы получаете полноценный фрезерный станок и функцию шипореза вместе с ним. Это избавляет от необходимости приобретать отдельно шипорезное устройство. При этом фрезер с шипорезными каретками демонстрирует неплохие параметры в условиях мелкосерийного производства.
- Крупное мебельное производства, где важно получить большую серию шипов, выбирают автоматизированные шипорезные комплексы с модулем ЧПУ. Модуль ЧПУ позволяет на шипорезном станке создавать всевозможные вариации шиповых соединений. Подобное оборудование легко настроить и для обучения работы с ним не требуется много времени.
Эксплуатация
Есть несколько особенностей эксплуатации шипорезов, о которых вам будет полезно и просто интересно знать.
- Крупные конвейерные производства предусматривают установку шипорезного оборудования путем его фиксации на потолок. Дополнительно устройства оснащаются прижимными узлами, а прием заготовок осуществляется подрезными пилами. Заготовка подается на торцовку, а завершает обработку фрезеровочный суппорт. А точнее их пара;
- Для регулирования скорости подачи детали используют вариатор. Он позволяет плавно контролировать параметры;
- Чтобы обеспечить качественное создание шипов, скорость вращения шпиндельной головки должна составлять 7000 об/мин;
- На рынке представлено несколько вариантов шипорезных устройств, которые отличаются по размеру направляющих — 2, 2,5 и 3 м;
- Конструкция шипореза позволяет применять несколько разных рабочих инструментов для деревообработки;
- Шипорезные агрегаты можно дополнительно оснастить удлинителями рабочего стола и пневматическими прижимными устройствами.
Ассортимент агрегатов для создания шипов позволяет оснастить ваше предприятие оптимальным вариантом оборудования. Но если это небольшая мастерская, есть смысл подумать о фрезерном станке с кареткой для шипов.
Обработка дерева и металла
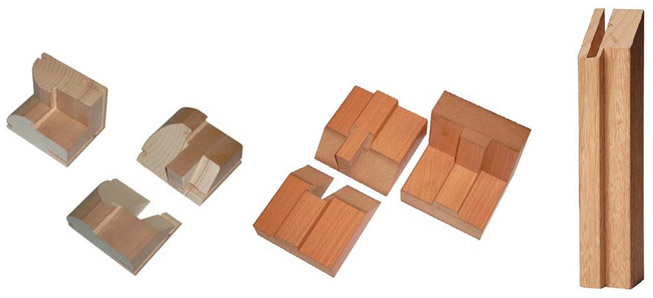
Конструкция станков. Шипорезные станки для ящичных шипов бывают двух видов: для выработки на концах заготовок прямых или клиновых шипов ( ШПК -40) и трапецеидальных ящичных шипов «ласточкин хвост» ( ШЛХ -3, ШЛХ -4).
Станок шипорезный односторонний для выработки прямого и клинового шипов ШПК -40 предназначен для обработки шипов на одном конце заготовки и может быть использован в столярно-строительном, мебельном и других деревообрабатывающих производствах. Станок позволяет обрабатывать заготовки шириной до 400 мм при формировании прямых ящичных шипов и до 110 мм — при выработке клиновых шипов. Можно обрабатывать одновременно несколько заготовок (пакет) суммарной толщиной не более 100 мм. Длина заготовок должна быть не менее 250 мм. Наибольшая длина вырабатываемых шипов прямых 50 мм, клиновых — 10 мм.
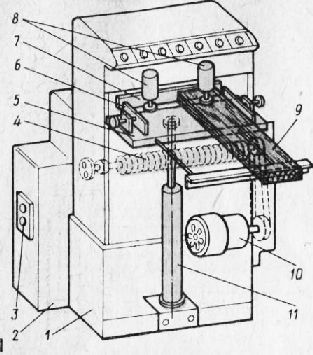
На коробчатой по форме станине смонтированы горизонтальный фрезерный вал, подъемный стол и гидроагрегат.
Фрезерный вал выполнен в виде шпинделя с укрепленными на нем сменными комплектами фрез. Шпиндель смонтирован на двух опорах. Правой опорой служат два радиально-упорных подшипника. Левая съемная опора представляет собой радиально-сферический шариковый подшипник со ступицей, в которую входит конец шпинделя. Кронштейн съемной опоры может откидываться на 90°, освобождая с торца зону для замены инструмента.
Шпиндель приводится во вращение от электродвигателя, который монтируют на поворотной плите так, чтобы можно было регулировать натяжение зубчатого ремня передачи. Стол 5 перемещается по направляющим станины в вертикальном направлении гидроцилиндром.
Заготовку устанавливают на столе и базируют по боковой левой или правой направляющей линейке и переднему торцовому упору. Боковые линейки регулируемые и позволяют настраивать размер крайней проушины.
Торцовый упор можно регулировать в интервале 0…50 мм для обеспечения требуемой длины шипа. Закрепляют заготовку на столе гидроприжимами. В верхней части станка для удаления стружки установлен кожух, который присоединяется к эксгаустерной сети. С левой стороны станины расположена гидропанель, на которой смонтированы гидрораспределители, предохранительный клапан и дроссель 3 для изменения скорости перемещения стола.
Гидропривод станка обеспечивает возвратно-поступательное перемещение стола по циклу: зажим заготовки, рабочий ход стола с зажатыми заготовками вниз с заданной скоростью подачи, холостой ход стола с зажатыми заготовками вверх с повышенной постоянной скоростью, открепление заготовки.
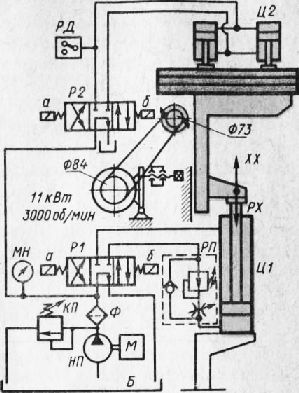
Гидрокинематическая схема станка показана на рис. 114. С включением электродвигателя гидроагрегата масло от пластинчатого насоса НП через сетчатый фильтр Ф и распределители Р1 и Р2 поступает в гидробак Б станка.
В исходном (верхнем) положении стол удерживается давлением масла на поршень цилиндра Ц1. Выход масла из гидроцилиндров Ц1 и Ц2 заперт в среднем положении гидрораспределителей Р1 и Р2. При одновременном включении электромагнитов а распределителей Pi и Р2 стол и прижимы занимают исходное верхнее положение.
Рабочий ход стола осуществляется включением электромагнита б распределителя Р2. При этом электромагниты а распределителей Р1 и Р2 отключаются — заготовки прижимаются. Давление в системе повышается, срабатывает реле давления РД и включает электромагнит б распределителя Р1 — происходит рабочий-ход стола.
В конце рабочего хода стол нажимает на штифт конечного выключателя, который отключает электромагнит б распределителя Р1 и одновременно включает электромагнит а этого же распределителя. Стол начинает перемещаться вверх при включенном электромагните б распределителя Р2.
При достижении верхнего положения стола срабатывает конечный выключатель, который выключает электромагнит б гидрораспределителя Р2 и включает электромагнит а гидрораспределителя Р2. Происходит отход прижимов, и заготовка освобождается. Стол оказывается зафиксированным в верхнем положении, так как масло в цилиндре Ц1 заперто средним положением золотника гидрораспределителя Р1.
При аварийном отключении электропитания стол и прижимы фиксируются (стол останавливается, заготовка прижата), так как гидрораспределители Р1 и Р2 автоматически устанавливаются в среднее положение. Для выведения заготовки из зоны резания и ее открепления необходимо поднять стол в исходное положение, включив электромагнит а гидрораспределителя Р1 и электромагнит б гидрораспределителя Р2.
Включение цикла осуществляется нажатием на кнопку «Цикл», расположенную на пульте управления. В режиме «Наладка» можно перемещать стол вверх и вниз с остановкой в этих положениях.
Давление в системе регулируется предохранительным клапаном КП и контролируется манометром МН. Скорость рабочего хода стола регулируют дросселем регулятора потока РП.
Выбор режима работы. Скорость подачи в станке назначают в зависимости от породы древесины, ширины заготовки и длины шипа. В табл. 6 приведены режимы резания при обработке прямых ящичных шипов шириной 8 мм при влажности древесины 10%.
При назначении режимов допускается кратковременная перегрузка электродвигателя фрезерного вала не более 25%. При обработке клиновых шипов деталей из древесины твердых пород скорость подачи должна быть не более 4,5 м/мин.
Настройка станков. Для обработки прямых ящичных шипов используют комплект из 25 фрез. В комплекте, закрепляемом на фрезерном валу, должны быть фрезы одинакового диаметра, шириной В, равной ширине вырабатываемой проушины. Отклонение ширины фр-ез допускается не более 0,03 мм.
При обработке клиновых шипов применяют комплект из двух фрез с клиновыми зубьями. Зубья фрез должны иметь одинаковую высоту и идентичную форму. Не допускается устанавливать на шпиндель фрезы с выкрошенными или тупыми зубьями. Фрезы на пиноли должны быть надежно закреплены гайками.
Перед заменой режущего инструмента необходимо установить переключатель на пульте управления в положение «Наладка». Это исключает возможность включения электродвигателя привода фрезерного вала.
Для замены инструмента следует отвернуть специальную гайку опорного кронштейна, переместить его вдоль шпинделя и повернуть на 90°, обеспечив свободный доступ к инструменту с торца шпинделя. Новый инструмент устанавливают в следующем порядке. Боковые откидные болты, соединяющие прижим со столом, переводят в верхнее положение и надежно закрепляют за верхний кожух. Нажимая на кнопку «Пуск стола вниз», устанавливают стол в крайнее нижнее положение, после чего кожух с прижимами опрокидывают на 90°, обеспечивая свободный доступ к инструменту. Придерживая шпиндель гаечным ключом, отворачивают левую гайку крепления комплекта фрез.
Комплект фрез для прямого ящичного шипа состоит из двух пинолей, соединяющихся между собой зубчатой муфтой. Сначала снимают левую пиноль с 12 фрезами, а затем правую с 13 фрезами.
При смене инструмента следует соблюдать правила безопасности труда. Комплект фрез снимают и укладывают в специальный ящик для последующей транспортировки его в заточное отделение цеха.
Обе фрезы для обработки клиновых шипов устанавливают в крайних положениях относительно шпинделя и боковых направляющих линеек через проставочные кольца и втулку. После установки инструмента закрепляют откидной кронштейн специальной гайкой. Кронштейн снабжен блокировкой, исключающей возможность включения приводного электродвигателя, поэтому следует обратить внимание на правильное взаимодействие кронштейна с блокирующим микровыключателем.
Стол в исходное верхнее положение возвращают нажатием кнопки «Пуск стола вверх». Затем устанавливают в рабочее положение прижим. Боковые направляющие линейки настраивают в зависимости от ширины крайней проушины. Левую и правую линейки регулируют так, чтобы можно было обработать одновременно две парные заготовки с прямыми шипами. Наладка каждой линейки на необходимый размер от крайнего шипа осуществляется соответствующим винтом.
Торцовый упор на требуемую длину шипа настраивают вращением винта с последующей фиксацией его контргайкой.
Гидроприжимы крепят на столе двумя стойками и откидными винтами.
Величина хода стола определяется положением микровыключателей, установленных на станине. Для проверки правильности их работы переводят станок переключателем режима работы в режим «Наладка» и отрабатывают движение стола вверх и вниз.
Вращением рукоятки дросселя устанавливают необходимую скорость рабочего хода. Перед пуском станка включают эксгаустерную систему удаления стружек.
Для повышения качества фрезерования шипов и предотвращения сколов при выходе резцов из древесины используют дополнительную опору — подкладной брусок или щит, на который устанавливают заготовку. При первом проходе на конце подкладного щита формируются шипы. Взаимодействующий постоянно с фрезами конец подкладного щита быстро изнашивается, поэтому его периодически следует переставлять или заменять новым.
Работа на станках. Пуск станка в автоматическом цикле производится поочередным нажатием на кнопки включения электродвигателя фрезерного вала и гидронасоса. Станок обслуживает один рабочий. Он берет пачку дощечек, кладет ее на стол и выравнивает, прижимая к направляющей линейке и переднему торцовому упору. После нажатия кнопки «Цикл» дощечки прижимаются к столу автоматически действующим зажимом и стол совершает рабочий и обратный ход. В исходном положении детали. открепляются и станочник, перевернув их на 180°, вновь базирует их в станке для обработки шипов на другом конце при той же настройке станка. После второго прохода готовые детали складывают в штабель.
Закончив обработку партии деталей, станочник приступает к зашиповке сопрягаемых дощечек, предварительно передвинув боковую направляющую линейку на толщину шипа или используя для этого вторую направляющую линейку.
Чтобы избежать брака, поступающие на станок дощечки не должны иметь крыловатости, кривизны, неперпендикулярности торцов кромкам и пласти. В процессе обработки качество получаемых шипов контролируют инструментом или визуально путем пробной сборки шипового соединения парных деталей.
Толщину шипа и ширину проушины измеряют штангенциркулем или другим мерительным инструментом в точках, расположенных на расстоянии 1/4 длины шипа от дна проушины и торцовой грани шипа. Проверяют все шипы и проушины данной детали.

Макс. длина заготовки: 2500 мм
Макс. ширина заготовки: 259 мм
Макс. высота шипа: 50 мм
Мощность: 10,5 кВт

- Запчасти
- Компрессоры
Trade-in
Наша компания предоставляет уникальную возможность приобрести новый четырехсторонний станок по системе Trade -in:
Узнать цену

Вы выбрали: Шипорезный станок для ящичного шипа OMEC F9
Заказать лизинговый расчёт
Вы выбрали: Шипорезный станок для ящичного шипа OMEC F9
Подобрать аналог
Вы выбрали: Шипорезный станок для ящичного шипа OMEC F9
- Запчасти
- Сервис
×
Гарантия на оборудование 12 месяцев. Гарантийное и послегарантийное обслуживание осуществляет сервисный центр КАМИ-Сервис. «КАМИ-Сервис» готов выполнить сервисные работы любой сложности — от простейшей диагностики, запуска и ремонта бытового станка до капитального ремонта сложного промышленного оборудования. Информация в разделе сервис и по телефону 8 (495) 663-33-63
Подробная консультация по телефону: 8 (800) 1000-111 и 8 (495) 781-55-11



Калькулятор лизинга и кредит

- ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ
- ХАРАКТЕРИСТИКИ
- ВИДЕО 1
- ОТЗЫВЫ
НАЗНАЧЕНИЕ:
Фрезерный станок OMEC F9 предназначен для фрезерования параллельных прямых шипов и пазов в угловых соединениях оконных и дверных рам. Станок снабжен узлом фрезерования и двумя узлами торцевания под углом 45º.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Применяется в серийном мебельном и столярном производствах.
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
| ПОЛНОСТЬЮ АВТОМАТИЗИРОВАННЫЙ ПРОЦЕСС ОБРАБОТКИ |
| КАЖДАЯ ЗАГОТОВКА ОБРАБАТЫВАЕТСЯ ОТДЕЛЬНО |
| ФИКСАЦИЯ ЗАГОТОВОК ПРОИСХОДИТ АВТОМАТИЧЕСКИ В НАЧАЛЕ КАЖДОГО ЦИКЛА ОБРАБОТКИ |
| УПРАВЛЕНИЕ ОСУЩЕСТВЛЯЕТСЯ ПРИ ПОМОЩИ ЦИФРОВОГО ПУЛЬТА, УДОБНО РАСПОЛОЖЕННОГО НА СТАНКЕ |
| ЛЕГКОСТЬ УПРАВЛЕНИЯ, ПРОСТОТА РЕГУЛИРОВКИ И АВТОМАТИЧЕСКАЯ ПОДАЧА ИНСТРУМЕНТА ОБЕСПЕЧИВАЮТ МАКСИМАЛЬНУЮ ПРОИЗВОДИТЕЛЬНОСТЬ СТАНКА |
| Модель | OMEC F9 |
| Длина детали, мм | 600 — 2500 |
| Ширина детали, мм | 60 — 259 |
| Высота шипа, мм | 15 — 50 |
| Ширина шипа, мм | 15 — 50 |
| Толщина шипа, мм | 15 — 50 |
| Расстояние между шипами, мм | 25 |
| Производительность, дверных коробок/час | 25 |
| Фрезерный шпиндель, шт. | 3 |
| Частота вращения шпинделя, об/мин | 5600 |
| Пильные агрегаты, шт. | 2 |
| Частота вращения пилы, об/мин | 2800 |
| Мощность двигателя, кВт | 10,5 |
| Габаритные размеры: | |
| Длина, мм | 1500 |
| Ширина, мм | 1600 |
| Высота, мм | 1500 |
| Вес, кг | 750 |


Отправить ответ