
Станок для заточки круглых пил
Содержание:
Время от времени нужно затачивать режущий элемент дисковой пилы. Заточка циркулярной пилы требует определенных знаний, специального оборудования. Существуют станки, предназначенные для этих целей.
Станки для заточки дисковых пил — группа устройств для возобновления остроты режущих элементов. В зависимости от функциональных особенностей они бывают:
- Автоматическими. Агрегаты устанавливаются на крупных предприятиях.
- Полуавтоматическими, механическими (инструменты для затачивания резцов вручную). Отличаются невысокой производительностью, в основном применяются в домашних мастерских.
При заточке цепей для продольного пиления используются другие устройства, способные заострять каждый зуб с помощью напильников.

Все оборудование, включающее в комплектацию электрический привод, схоже по принципу действия. Отличается только производительность. Так, маломощные бытовые образцы могут беспрерывно функционировать до 20 минут. После их необходимо отключать на это же время для охлаждения.
Профессиональные инструменты могут работать до 8 часов. Им требуется всего несколько коротких перерывов по 20–30 минут. У некоторых агрегатов есть абразивный круг для заточки, шлифовальная лента аналогичного действия.
В большинстве случаев пильный инструмент можно заточить на станках, основным элементом которых является точильный диск. Ленточные устройства больше подходят для промышленного использования с большими объемами чистовой шлифовки.
Заточные станки комплектуются кругами, отличающимися:
- толщиной — 16–40 мм;
- наружным диаметром — 12–250 мм;
- крепежным отверстием — 12,7,16, 20, 32 мм;
- материалом изготовления.
На то, из чего сделан абразив, нужно обращать особое внимание: от качества зависит результат работы. Кроме обычных резаков существуют круги, на которых есть усиливающая пайка — пластина из твердых сплавов. Чаще всего встречаются корундовые, алмазные круги. Они хорошо справляются с заточкой дисков с твердосплавными напайками, предназначенными для резки особо твердых материалов.

Круг для установки необходимо приобретать с учетом характеристик дисковых пил. Абразивная лента подбирается в соответствии с размерами станков. Также учитывается зернистость, влияющая на характер шлифовки.
Как выполнить заточку
Абразивный диск очищают от загрязнений, остатков снятого материала, выставляют угол наклона. Заточку начинают с передней части зуба. Максимально допустимый для снятия слой металла — до 0,20 мм.

Необходимо обеспечить правильную подачу режущего элемента к заточному диску. Затачиваемый круг должен всей плоскостью соприкасаться с абразивом. В процессе работ нужно следить за тем, чтобы лезвие не перегревалось. Избежать повышения температуры материала до критических отметок можно путем регулировки скорости вращения абразивного элемента, смачивания его небольшим количеством воды перед работой.
Круги с алмазным напылением, обрабатывающие победитовый режущий инструмент, обычно охлаждают специальной жидкостью (СОЖ). Процесс можно считать завершенным после появления равномерного заусенца по всей поверхности кромки лезвия. Окончательную шлифовку выполняют вручную.
Нужно помнить, что станок одновременно может обрабатывать заготовку только в одной плоскости.
Важно знать
Основной износ пилы приходится на верхнюю кромку зубьев. Она больше всего соприкасается с обрабатываемым материалом. Из-за постоянного контакта с твердыми поверхностями округление ее центральной грани может достигать 0,3 мм. Это критический показатель. Необходимо следить за тем, чтобы центральный выступ округлялся не более чем на 0,2 мм, иначе будет сложно хорошо заточить элемент, потребуется много времени.
Степень износа обычно определяют по состоянию зубьев, качеству реза. У каждого режущего диска существует ресурс. В большинстве случаев это 30–35 заточек.
Нельзя допускать образования на режущей кромке во время ее обработки с помощью станков зазубрин, сколов, других дефектов, нарушающих целостность металла.
Сборка самодельного точила
Для сборки потребуется:
- электропривод,
- суппорт,
- наклонный механизм,
- винтовые ограничители.

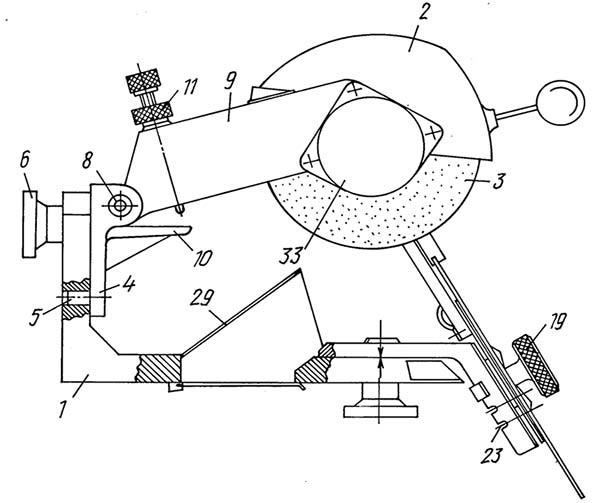
Круг необходимо зафиксировать на двигателе. Дисковое полотно устанавливается на суппорт, при этом винтовые ограничители обеспечивают движение резака по оси круга, создавая необходимый угол наклона. Правильная фиксация диска пилы относительно абразива — основное требование заточки. Чтобы углы были соблюдены, потребуется регулируемая подставка, закрепленная в одной плоскости с кругом на раме устройства. Устанавливая диск на подставку, нужно следить за тем, чтобы зубья размещались перпендикулярно плоскости станка.

При самостоятельной сборке приспособления для заточки дисковых пил рекомендуется пользоваться чертежами и схемами.
Заточка может выполняться и механическими приспособлениями. Но при применении специальных агрегатов сокращается время работы, заточенный резак будет иметь более острую кромку.
Во время эксплуатации большинство режущих инструментов притупляется. Это во многом относится и к дискам для пиления, которые нужно затачивать на регулярной основе. Именно это является гарантией действительно качественной распиловки деревянных изделий. Проще всего заточить притупившиеся зубья – это использовать стандартный напильник.
Но чтобы работа собственными руками была в полной мере плодотворной, необходимо обращаться за помощью к настоящему профессионалу. Только он способен заточить режущий инструмент так, чтобы им можно было квалифицированно пользоваться.
Намного легче и эффективней в такой ситуации использовать станок, выполненный своими руками, для качественной заточки острых поверхностей пил, а также агрегат для обработки дисковых ножей.
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего. Особенно данная тема актуальна, когда речь идет о том, чтобы качественно заточить зубья, которые сделаны с учетом разных геометрических форм и углов для точения. Таких механизмов несколько и они стали следствием оптимизации обработки режущей поверхности, которые имеют разные свойства.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах. Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.

Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.
Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Станочный агрегат JMY8-70 – польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Преимущества данной системы:
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.
При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.
Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
Процесс заточки дисковых пил своими руками
Основная последовательность для качественной работы включает в себя следующие моменты:
- Как правило, заточенную пилу размещают на оправке и зажимают конусным втулочным механизмом посредством вкручивания гайки.
- Посредством использования угломера, изделие становится четко горизонтальным, при этом угол скоса становится не более нуля. Фиксация происходит за счет использования маятникового угломера.
- Осуществляя перемещение оправки по горизонтальной поверхности с инсталлированным диском, устанавливают особый угол для заточки поверхности детали; передняя плоскость точильного элемента плотно соприкасается с несущей частью точащего кругового элемента.
- Для правильного определения, с какого зуба нужно начинать заточку, используют яркий маркер.
- Включая электромотор, применяют ряд распиливаний, прижимая деталь к поверхностной части с внутренней и с внешней стороны, подлежащей затачиванию.
- Насколько плотный слой металла будет снят, зависит только от усилия прижимом, а также количеством движений поступательного характера.
- После заточки первого зубца, пила выводится из круга для точильных операций и проворачивается на один зуб, он же становится следующим во время точения.
- Операция проходит необходимые стадии в зависимости от количества зубьев, которые нужно заточить.



Станок для заточки твердосплавных пил
Предназначен для заточки дисковых пил с твердосплавными пластинами по передней и задней поверхностям, а также угла косой заточки по передней и задней граням.
Заточка дисковых пил производится алмаз
Материла заточного диска: 1; Состояние: Новое; Диаметр патрубка отсасывания: 1.0 мм. Общая информация о заточном станке для дисковых пил VM 1630
Автоматический режим заточки;
Подача охлаждающей жидкости в зону заточки.


Отправить ответ