
Сварка листового металла электродом
Содержание:
Процесс сваривания изделий из листового металла предполагает деление заготовок на тонкие и толстые. Причём к тонким относятся листы, толщина которых не превышает 5-ти миллиметров.
Сварка тонколистового металла отличается рядом характерных особенностей, знание которых позволяет профессионалу подготовить достаточно качественный и ровный шов.
Особенности деталей
Особый подход к работе с тонкими деталями объясняется тем, что любое непроизвольное или неосторожное движение электродом может привести к прожиганию металла в месте сварки и получению нежелательного отверстия. Но и излишняя осторожность при этом также не приветствуется, поскольку при медленном сваривании не исключена вероятность повреждения заготовки.

Данное утверждение справедливо для всего спектра приёмов, используемых при работе электросваркой, включая сплавление тонколистовых материалов посредством импульсного инвертора, полуавтоматом или же обычным (непокрытым) электродом.
Рассмотрим каждый их перечисленных методов сварки листового металла более подробно.
Сварка инвертором
При сваривании тонкого металла посредством инвертора начинающим электрикам следует придерживаться определенных правил, предполагающих учёт таких важных моментов, как:
- тщательный выбор условий и режима, в которых предполагается вести сварку тонких листов металла (учитываются толщина электрода, величина сварочного тока и особенности расположения стержня по отношению к свариваемому стыку);
- внимательное отслеживание параметров дуги и поддержание её в пределах регламентируемых показателей;
- использование подсобного инструмента для сварки, посредством которого можно будет своевременно избавляться от окалины, образующейся при сваривании любых металлических заготовок.
Для выполнения каждого из этих условий следует строго придерживаться требований методик работы с инвертором.
Особое внимание уделяется выбору сварочных стержней, толщина которых должна соответствовать данным таблицы.

Как правило, этот показатель варьируется в диапазоне от 2-х до 3-х миллиметров.
Величина рабочего тока инвертора выбирается, исходя из характера самих листовых заготовок из тонкого металла (иногда этот показатель для различных материалов указывают непосредственно на кожухе, которым закрывается сварочный аппарат).
Ещё одним важным условием эффективной работы с инвертором является правильное поднесение электрода к свариваемому стыку и продольное его ведение. Профессиональные сварщики рекомендуют удерживать его в зоне контакта на определённом удалении от стыка, что исключает нежелательные залипания и остановки.
Перед тем как приварить листовую заготовку к основанию, следует грамотно зажечь дугу, точечно прикоснувшись к стыку слегка наклонённым стержнем. При этом правильно выбранный наклон позволяет ускорить процесс и быстро начать сваривание листов.
Профессиональные сварщики выбирают угол наклона и расстояние до свариваемого стыка чисто интуитивно (последнее не должно превышать диаметра самого стержня).
Появляющаяся в процессе сваривания тонкого металла окалина удаляется с помощью специального подручного инструмента (небольшого по размерам молотка).
Работа с полуавтоматом
 Сваривание тонкого листа металла полуавтоматом подпадает под ту же категорию работ, что и сварка инвертором, и так же допускает большое разнообразие образуемых соединений. При этом стальные листовые изделия могут свариваться не только встык, но и внахлёст.
Сваривание тонкого листа металла полуавтоматом подпадает под ту же категорию работ, что и сварка инвертором, и так же допускает большое разнообразие образуемых соединений. При этом стальные листовые изделия могут свариваться не только встык, но и внахлёст.
Формирование соединения внахлёст начинается с того, что стыкуемые заготовки металла укладывают одна на другую с нужным по условиям сварки перекрытием. Затем, за счёт придавливания любыми подручными грузами они соединяются таким образом, чтобы их края были плотно прижаты.
В идеальном случае между тонкими листами металла должна оставаться щель не более 2-х миллиметров.
После этого согласно инструкции выставляют необходимую величину сварочного тока. При сварке внахлёст листов миллиметровой толщины ток выбирается в диапазоне 30-50 Ампер.
Сначала прихватывают листовых изделий по месту сопряжения. Прихват выполняется короткими перемычками, наносимыми прерывистыми прикасаниями электрода к контакту с быстрым его отрывом и новым касанием.
Такой порядок работы в дуговой зоне позволяет поддерживать непрерывный режим горения, при этом тонкий материал не успевает сильно остывать.
По завершении формирования перемычек листы металла окончательно соединяются сплошным швом, прерываемым лишь на уже проваренных местах. При этом сварочный электрод иногда отклоняют в низкотемпературную зону стыка, что исключает сильное коробление металла.
Нержавейка и алюминий
 Алюминий и нержавейку (в том числе и в виде тонких листовых изделий) сваривают по так называемой «аргонной» технологии, реализуемой с помощью неплавящихся электродов в среде защитного газа.
Алюминий и нержавейку (в том числе и в виде тонких листовых изделий) сваривают по так называемой «аргонной» технологии, реализуемой с помощью неплавящихся электродов в среде защитного газа.
При организации сварки используется специальная горелка со встроенным в неё вольфрамовым электродом, обеспечивающая подачу в зону сваривания аргона. Инертный газ используется для ограничения доступа в зону сварки кислорода из окружающей среды.
Помимо этого сваривание неплавящимися электродами с вольфрамовым покрытием исключает разбрызгивание расплавленного металла и позволяет получить ровные и качественные швы.
Необходимость варить нержавейку и тонкий алюминий нередко возникает при сборке узлов сложного производственного оборудования, эксплуатируемого в особо агрессивных средах.
В соответствии с видом свариваемого материала производится выбор нужного типа присадочной проволоки, которая выпускается в вариантах с диаметром 2 или 3 миллиметра.
При её выборе следует исходить из того, что для сварки чисто алюминиевых деталей она должна иметь строго фиксированные или откалиброванные значения.
При работе с тонкими деталями из алюминия и нержавейки также возможны два варианта соединения заготовок: встык и внахлёст. В любом случае кромки свариваемого металла сначала тщательно зачищают примерно на 30 миллиметров по обе стороны от места сопряжения. И лишь после этого переходят к самому сварочному процессу с подбором оптимального режима по току.
Сварка нержавейки и алюминия аргоном должна проводиться в режиме постоянного тока с обратной полярностью подключения подводящих проводов. Его величина определяется толщиной сопрягаемых заготовок.
Ещё один важный момент при сварке алюминия и нержавейки – это выставление требуемого зазора между свариваемыми деталями, который не должен превышать 2-х миллиметров.
Листовые заготовки различной толщины
На практике нередки ситуации, когда к толстому листу металла требуется приварить встык более тонкую деталь или заготовку. Для решения этой непростой задачи прибегают к всевозможным ухищрениям, которые чаще всего сводятся к двум вариантам.
 В первом случае более толстый лист непосредственно в стыковой зоне стачивается до требуемой толщины, обеспечивая тем самым необходимое тонкое сопряжение. Однако этот способ не совсем удобен, поскольку в таких условиях очень сложно правильно выставлять горелку с электродом.
В первом случае более толстый лист непосредственно в стыковой зоне стачивается до требуемой толщины, обеспечивая тем самым необходимое тонкое сопряжение. Однако этот способ не совсем удобен, поскольку в таких условиях очень сложно правильно выставлять горелку с электродом.
Второй из известных подходов предполагает приваривание к тонкому листу металла специального ободка, обеспечивающего простоту ведения сварочных работ. Единственным неудобством этого метода является то, что после сварки на тонком листе остаётся портящий вид нарост.
В отличие от работы с газосваркой, при которой основное внимание обращается на настройку пламени газовой горелки, при электросварке особый акцент делается на подготовке деталей к сплавлению и правильности ведения непокрытого электрода.
Правильная технология сварки металлов является неотъемлемым требованием в процессе работы с железными конструкциями. Опытные профессионалы способны сделать разнообразные узоры, декоративные детали и сложные металлические изделия.

Для работы с электросварочным аппаратом, необходимо иметь определенный опыт и практические знания как правильно сварить металл. Это позволяет продлить эксплуатационный срок железному изделию.

В повседневной жизни, этот прибор помогает правильно соединить трубопровод, различный профиль или мелкие детали. В нашем материале представлена подробная инструкция как сварить металл электросваркой.

Краткое содержимое статьи:
Основы электросварочных работ
Электросварка представляет собой электрический прибор, который путем воздействия высокой температуры и специальных электродов, помогает соединить металлические детали между собой.

Расплавить электроды удается при помощи электродуги. Она образуется между поверхностью и соединительным элементом в процессе подачи постоянного тока высокой мощности.
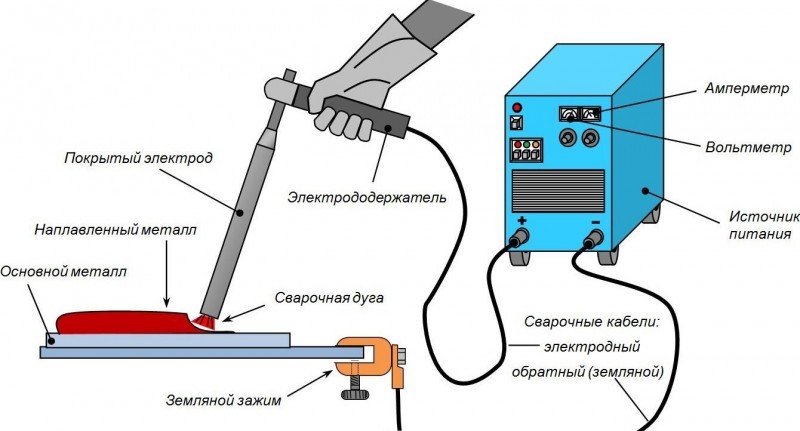
Устройство современного электросварочного аппарата включает в себя:
- инвектор;
- трансформаторную установку;
- специальный трехжильный кабель;
- держатель для электрода.

Инвектор предназначен для регулирования подачи постоянного тока. В ходе работы он начинает преобразовываться в постоянный. Трансформаторная установка отвечает за необходимую мощность сварочного тока.






Помимо этого, она позволяет регулировать силу электротока в зависимости от разновидности металла, электрода и толщины заготовки. Мощность варьируется от 30 А до 410 А.

Электрод – это металлическая заготовка выполненная из железной микрокрошки с комплексом минеральных соединений. Самым распространённым диаметром считается 3 – 6 мм. Поверхность изделия покрывают специальным раствором – обмазкой.

Длина электрода достигает от 300 до 550 мм. В процессе работы обмазка начинает обгорать и выполнять роль инертного материала, который обеспечивает лучшее крепление свариваемых металлов.

В составе обмазочной оболочки присутствуют:
- никель;
- марганец;
- мелкая стружка железа;
- глинозем;
- магнезия;
- известняк.





Все эти компоненты легко воспламеняемы. Продукты горения образуют прочный железный сплав, который способен соединить любую толщину свариваемого металла.
Процесс электросварки
Многие начинающие сварщика задаются вопросом: « Как сварить тонкий металл?». Перед тем как приступить к рабочему процессу, необходимо подготовить соответствующие инструменты и материалы:
- электросварочный аппарат;
- комплект электродов. Для сваривания тонких металлов используют диаметр 4 мм. В ходе работы, важно рассчитать правильную мощность переменного тока. Если она будет слишком высокой, то на поверхности железного листа могут появиться дыры и микротрещины;
- молоток;
- защитный щит;
- болгарка;
- наждачная бумага с жесткой фактурой;
- шаблон изделия;
- специальные шурупы.

Последовательность сварочного процесса происходит следующим образом. В качестве подробного примера обратите внимание на фото, которое показывает как сварить металл:

На специальный держатель устанавливается необходимый электрод. Далее подключают положительный полюс и постепенно подают электрическую энергию.

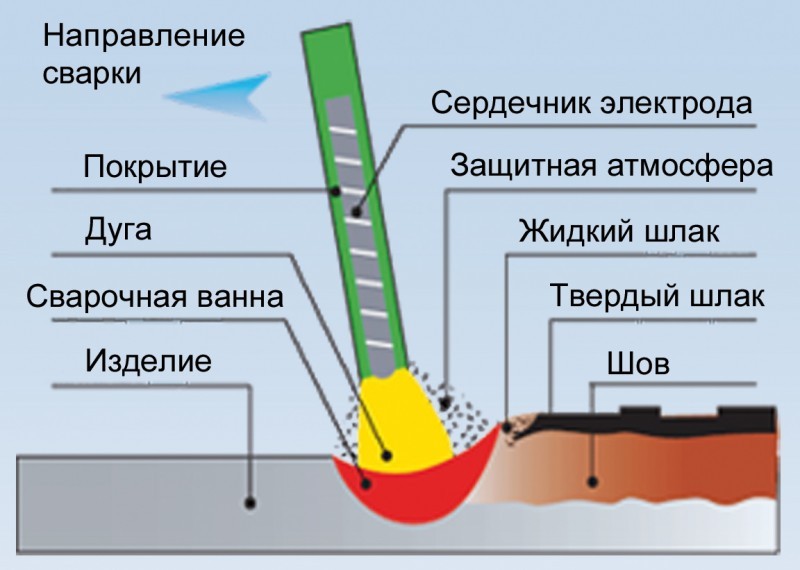
После этого в зазорах между электродом и металлической заготовкой начинает формироваться электрическая дуга. Она способна расплавить любую железную поверхность при этом постепенно формируя прочный металлический шов. Далее начинают соединять детали друг с другом.




В процессе сгорания обмазки появляется газовое облако. Оно позволяет защитить жидкое железо от прямого взаимодействия с кислородом.

Когда закончится химическая реакция, на поверхности шва появится пропитка из окисленных металлов. Она в дальнейшем помогает защитить его от воздействия климатических условий.

По мере остывания места соединения, наблюдается кристаллизация металла. Она обеспечивает прочное соединения заготовок между собой.






Разновидность сварочного шва
Опытные электросварщики выделяю три разновидности сварочного шва. Каждый из них имеет свои характерные особенности и отличия. К ним относятся:

Ниточный. Его выполняют в продольном направлении. Ширина такого шва составляет от 2 до 4 мм. Эту разновидность соединения применяют при черновых работах для кратковременного соединения заготовок;

Двойной. Он считается более надежным и качественным креплением металлических деталей. Движение электрода осуществляется в продольном и поперечном направлении;




Тройной. Его применяют для соединения трубопровода и сложных металлических конструкций. Он обеспечивает надежно сцепление железных деталей между собой.

Сварка тонкого металла электродом 2 мм
FakeHeader
Comments 59

Электродом каким сварить 0,6 мм вертикальный лист и лежащий металл в 3 мм получится?
что то не понял вопрос — вы хотите сварить метал 0,6 с 3 мм ?
Да, вертикально стоящий металл 0,6 мм на пластину 3 мм. Думаю как и не придумаю.:-(
а полуавтомата нет ?
Перевёрнутая т верх 0,6
что то не понял вопрос — вы хотите сварить метал 0,6 с 3 мм ?
В фургоне, к каркасу тонкий лист приварить надо, есть полуавтомат и электродная сварка.
так полуавтоматом и приварите. можно посверлить отверстия в тонком листе и через них поприваривать !
вертикально 0,6 лист, основание 3 и по середине трубы вверху, не сбоку в нахлёст!

Подскажите метал 0.5мм можно заварить электродом?ну скажем крыло на машине, сплошным швом?
крыло 0,8 мм можно — но сложно

Электродом 3 мм., можно сварить пластину в 1 мм

Я бы не назвал металл в 1мм тонким (разве что если ты только учишься ). По идее его можно проварить качественными электродами в 3 и даже 4 мм повторю только качественными и только прихватками.
Да и варите Вы на подложке а это облегчает сварку (отвод излишнего тепла и удержание проплавленого металла). В жизни все по другому.
по поводу электродами в 3 , 4 мм проварить качественно лист в 1 мм не согласен . а вот по поводу подложки и отведения тепла на подложку соглашусь. позже как потеплеет буду снимать на реальных конструкциях, что б было как в жизни ))))

ну, миллиметр-не миллиметр, а полуторку более-менее набитой рукой можно трешкой варить без прожогов спокойно.
можно и 1 мм тройкой варить — но только это не очень комфортно
Я бы не назвал металл в 1мм тонким (разве что если ты только учишься ). По идее его можно проварить качественными электродами в 3 и даже 4 мм повторю только качественными и только прихватками.
Да и варите Вы на подложке а это облегчает сварку (отвод излишнего тепла и удержание проплавленого металла). В жизни все по другому.
по поводу электродами в 3 , 4 мм проварить качественно лист в 1 мм не согласен . а вот по поводу подложки и отведения тепла на подложку соглашусь. позже как потеплеет буду снимать на реальных конструкциях, что б было как в жизни ))))

а ведь я знал! я знал, что это вполне реально и у меня руки пока что просто не заточены под сварку:))) собственно, я и варил всего два раза в жизни — вваривал гайку под датчик кислорода и пытался отремонтировать ручку двери со стороны салона. в первом случае были: выхлопная труба 2 мм, ступичная гайка и электроды 3 мм, все получилось просто изюмительно:) а вот ручку в 1мм толщиной электродом 2 мм я просто сжег…
огромное спасибо за видео, теперь в голове будет побольше исходных данных для дальнейших попыток!:)))


Никто не заметил что в видео металл 3 мм а он рассказывает что варит 1мм

Тогда электрод какой в диаметре? 😂 Звыняй, но по условиям мы снимаем аз ит…

Очень хочу научиться варить. Как раз и подопытный имеется, но сварочника пока нет. Многие говорят что нельзя варить тонкий кузовной металл электродами, но судя по вашему видео — это не так. Теперь я в сомнениниях. Хотелось бы полуавтомат, но я так понимаю можно обойтись и обычным инвертером под электроды? Смогу ли я поварить кузов дуговой сваркой или только полуавтомат?
Понимаю что лучше, и шовчик красивее и ровнее, и металл не так прожигается, но вопрос цены! Самый простой полуавтомат, по крайней мере у нас, — 3700 грн., а инвертер можно новый и до 1700 грн купить. Двушка денег на дороге не валяется. Опять же, понимаю что полуавтомат лучше, НО! если можно варить дуговой, электродом двойкой или если есть даже меньше, и так же, и не спалив металл, то для меня такой вариант был бы куда интереснее. Вопрос как раз и был задан с целью выяснить, возможно ли поварить кузов авто дуговой сваркой, если аккуратно конечно и уже принаровившись.
ПыСы опытный музыкант сможет сыграть красивую мелодию на гитаре которая "не стрОит", всего навсего приноровившись играть на ней, а новичёк и "кузнечика" не сыграет на супер отстроенной гитаре…

купи простой инвертор, но желательно с цифровым отображением тока на экране, повари-попробуй. после к нему проволочно-протяжный механизм купи отдельно, либо сам собери.

Понимаю что лучше, и шовчик красивее и ровнее, и металл не так прожигается, но вопрос цены! Самый простой полуавтомат, по крайней мере у нас, — 3700 грн., а инвертер можно новый и до 1700 грн купить. Двушка денег на дороге не валяется. Опять же, понимаю что полуавтомат лучше, НО! если можно варить дуговой, электродом двойкой или если есть даже меньше, и так же, и не спалив металл, то для меня такой вариант был бы куда интереснее. Вопрос как раз и был задан с целью выяснить, возможно ли поварить кузов авто дуговой сваркой, если аккуратно конечно и уже принаровившись.
ПыСы опытный музыкант сможет сыграть красивую мелодию на гитаре которая "не стрОит", всего навсего приноровившись играть на ней, а новичёк и "кузнечика" не сыграет на супер отстроенной гитаре…
варил ниву электродом МР3 1.5мм. можно но долгий процесс. полуавтоматом та же работа в пять раз быстрее (теперь имею в наличие и то и то)

Очень хочу научиться варить. Как раз и подопытный имеется, но сварочника пока нет. Многие говорят что нельзя варить тонкий кузовной металл электродами, но судя по вашему видео — это не так. Теперь я в сомнениниях. Хотелось бы полуавтомат, но я так понимаю можно обойтись и обычным инвертером под электроды? Смогу ли я поварить кузов дуговой сваркой или только полуавтомат?
Сначала попробуйте найти электроды 1.6мм 😉
А 2мм, для металла авто который обычно тоньше 1мм — многовато.
Лучше таки полуавтомат.
Давно собираю инфу по сварочникам, видел у нас на рынке тонкие электроды, тётка, что продавала их, сказала что есть 1,2мм, 1,5мм, 1,8мм, 2мм и так далее, но первые два очень редкие, но достать сможет. Вот по этому-то я и зацепился.
Лучше-то лучше, но бла-бла на него нет… Ищется что побюджетнее, по крайней мере пока что…
просто это может закончится тем что вы купите аппарат для РДС, у вас что то не получится и потом все равно прийдется покупать полуавтомат
Давно собираю инфу по сварочникам, видел у нас на рынке тонкие электроды, тётка, что продавала их, сказала что есть 1,2мм, 1,5мм, 1,8мм, 2мм и так далее, но первые два очень редкие, но достать сможет. Вот по этому-то я и зацепился.
Лучше-то лучше, но бла-бла на него нет… Ищется что побюджетнее, по крайней мере пока что…
Электрдом мало того что неудобно варить в ограниченном пространстве, так еще и небезопасно, там где есть горящие составы, например антикор. Ну и область прогрева металла больше чем при сварке полуавтоматом, который еще и пламя затушить может углекислотой.
Хотя мой отец в 80-тых, варил свой 412-ты й именно электродом, самодельным трансом с резисторами "пружинами".
Матерился и варил.
если надумаете что то брать — то для всех кто смотрит наше видео скидка здесь
при оформлении заказа, выберите . "Оставьте комментарий к заказу"
и впишите "Территория сварки". Вы гарантировано получите от 5 до 15 процентов скидки (в зависимости от выбранного товара)
Сайты партнеров:
spika.com.ua

Очень хочу научиться варить. Как раз и подопытный имеется, но сварочника пока нет. Многие говорят что нельзя варить тонкий кузовной металл электродами, но судя по вашему видео — это не так. Теперь я в сомнениниях. Хотелось бы полуавтомат, но я так понимаю можно обойтись и обычным инвертером под электроды? Смогу ли я поварить кузов дуговой сваркой или только полуавтомат?
Полуавтомат бери, с углекислотой варить одно удовольствие, качественнее шов, подача проволоки позволяет варить держа пистолет в одном положении, для сварки автомобиля — полуавтомат наверное идеален . пускай и стоит дороже изначально, у меня и дуговая и полуавтомат, дуговую использую только для металлов 3-4мм, для всего что меньше — полуавтомат)
всё упирается в бабки… либо придётся искать бэу полуавтомат, что тоже немного дороже нового инвертора…
Нужно просто попробовать у кого нибудь поварить дуговой и полуавтоматом и всё станет понятно, а бабки — в них всё всегда упирается 🙂
Дуговая есть у приятеля в гараже, попрошусь потренироваться, полуавтомата нет ни у кого из знакомых…
Так докупить или сделать подающее и будет полуавтомат.
Я именно так и сделал. Купил инвертор и докупил к нему подающее устройство:
Вчера я пришёл к выводу что лучше сделать самому, дешевле выйдет.
С хорошей горелкой и подачей — вряд-ли.
А еще плата управления. В нормальных подающих, она не только регулирует скорость подачи, а еще и функцию пред и пост газ.
Почему так категорично? Схем нашёл множество. Там и задержки и регулировки и режимы, всё управляется электроникой, сделать не проблема. Нужна только элементная база и понимание того что делаешь. С элементами всё просто, 99% из них наши, микросхемы тоже наши, серий К155, К561, К555 и т. п., что сильно удешевляет себестоимость. Плата делается обычным травлением, на крайняк можно обойтись макеткой.
В самодельном полуавтомате всего-то пара тройка деталей дорогие, а именно: силовой трансформатор(к счастью есть у меня мощный транс, только перемотать надо), рукав подачи проволоки с газом(уже приценился, бэу можно найти от 200 грн, новый от 400 грн), баллон под газ(100-300), остальное не так дорого. Систему подачи проволоки собирают на редукторе стеклоочистителя ВАЗ. Всё остальное не столь дорого. Нужно только время, желание и бабки. Первые два пункта есть, остался последний. )
Полуавтомат бери, с углекислотой варить одно удовольствие, качественнее шов, подача проволоки позволяет варить держа пистолет в одном положении, для сварки автомобиля — полуавтомат наверное идеален . пускай и стоит дороже изначально, у меня и дуговая и полуавтомат, дуговую использую только для металлов 3-4мм, для всего что меньше — полуавтомат)
Смесь лучше углекислоты. я кронигоном варю, брызг в разы меньше
Ну это вообще для специалистов диких! я углекислотой пользуюсь, я даже не знаю что за креоген и где его брать, углекислота на любой станции по заправке огнетушителей и за копейки

Очень хочу научиться варить. Как раз и подопытный имеется, но сварочника пока нет. Многие говорят что нельзя варить тонкий кузовной металл электродами, но судя по вашему видео — это не так. Теперь я в сомнениниях. Хотелось бы полуавтомат, но я так понимаю можно обойтись и обычным инвертером под электроды? Смогу ли я поварить кузов дуговой сваркой или только полуавтомат?
Абсолютно все мастера по ремонту авто варят полуавтоматами. Это аксиома и по другому быть не может!Забудьте про инвертор в этом деле!
Да, согласен, полуавтомат гениальнейшее изобретение человечества в процессе ручной сварки, но пока недосягаем… Пробовал варил когдато полуавтоматом, получалось вроде нормально, дуговую только видел, но никогда не варил. Опыта 18 лет пайки под микроскопом, немного не то, но всё же своего рода тоже соединение металлов путём расплавления припоя, как бы там ни было, теория и азы известны, теперь практика нужна…
Удачи в реализации!
спасибо! может и правда, немного подтяну поясок и наскребу на полуавтомат…
не спешите тратить деньги — будете в Харькове обращайтесь, могу дать поварить !
И не буду спешить. Хорошо что руки из нужного места растут. Уже нашёл несколько интересных и простых схем. Система подачи тоже не сложно делается. По затратам выйдет дешевле чем новый инвертер. Так что скорее всего буду собирать сам.
пробуйте — мы когда то с Дедушкой делали механизм подачи проволоки из двигателя автомобильного стеклоочестителя ! но посчитайте вначале сколько выйдут токарные работы, или купите ролики готовые . а вообще есть уже готовые продаются механизмы подачи проволоки
Есть и готовые, но вчера, рыская по инету, дешевле 1000 грн не нашёл. И это только подающее, без рукавов и прочего. Плюс рукав, выйдет как новая приставка, которая стОит 1500-1700 грн. А сделать самому, всё вместе с рукавом, выйдет ДО! 800 грн. Руки есть, токарь есть если надо. Ну и главное желание тоже есть.
Абсолютно все мастера по ремонту авто варят полуавтоматами. Это аксиома и по другому быть не может!Забудьте про инвертор в этом деле!
только не забывайте что есть инверторные полуавтоматы
Они же и самые правильные 🙂 Так-как трансформаторные сильно зависят от входного напряжения и не имеют дополнительных удобств в виде форсажа, антизалипа.
там больше преимущество в том что они варят на низком напряжении в сети ! и меньше нагружают ее . мои трансформаторные старые аппараты, которые мне делал дедушка самодельные, как только включишь — так у соседей холодильник не запускается
Саня, скучно, никто не гадит… Где Мэдмакс, Птиц и предводитель Рапунцелей?
не знаю побежали наверное в гараж показывать как варить тонкий металл )
А отбить шлак и показать красоту?
Шо за недомолвки?
Монолит, наверное лучшие электроды для начинающих. Можно сказать — варят сами.
Сам начинал именно с них. Брал по 1кг 2мм и 3мм.
скоро покажу другие классные электроды ! новые Харьковские .
А отбить шлак и показать красоту?
Шо за недомолвки?
Монолит, наверное лучшие электроды для начинающих. Можно сказать — варят сами.
Сам начинал именно с них. Брал по 1кг 2мм и 3мм.


Отправить ответ