
Сварка под водой википедия
Содержание:
С конца прошлого столетия известна возможность получения устойчивого дугового разряда в жидкой среде: воде, масле и т. д. В этом случае дуга горит в газовом пузыре, образуемом и непрерывно возобновляемом за счёт испарения и разложения окружающей жидкости тепловым действием дугового разряда.
Дуговая электросварка под водой впервые в мире осуществлена и изучена в Советском Союзе автором настоящей книги в 1932 г. Первоначальные опыты велись в небольшом бачке с проточной водой, куда сварщик погружал руки в длинных резиновых перчатках. Опыты показали, что можно получить устойчивое горение под водой металлической сварочной дуги, питаемой током от нормального сварочного агрегата при соблюдении некоторых условий. Самое важное из этих условий состоит в том, что на электродный стержень должен быть нанесён достаточно толстый совершенно водонепроницаемый слой обмазки, который не должен отсыревать даже при продолжительном пребывании электрода в воде. Водонепроницаемость слоя обмазки достигается после тщательной просушки пропиткой его различными лаками и т. п. составами. Хорошие результаты, например, даёт раствор 80 г целлулоида на 1 л ацетона. Обмазка, охлаждаемая снаружи водой, плавится несколько медленнее электродного стержня.
Выступающий конец слоя обмазки образует на конце электрода небольшую чашечку, так называемый козырёк, имеющий существенное значение для подводной металлической дуги. Козырёк защищает конец электродного стержня от попадания воды и повышает устойчивость газового пузыря вокруг дуги. Опыт показал, что при электродах с обмазкой надлежащего состава, правильно изготовленной и обработанной водонепроницаемым составом, дуга горит под водой вполне устойчиво при питании её сварочным током от нормальных сварочных агрегатов. Удовлетворительную устойчивость имеет также и дуга переменного тока, питаемая от нормального сварочного трансформатора, однако для подводной сварки предпочтительнее дуга постоянного тока. Наиболее важным результатом лабораторных исследований 1932 г. было установление интенсивного расплавления основного металла; дуга под водой плавит металл почти так же интенсивно, как и на воздухе. Это может быть объяснено способностью душ автоматически реагировать на воздействия внешней среды. Если усилить охлаждение какой-либо части дугового разряда, то автоматически происходит возрастание напряжённости электрического поля и падения напряжения в ней, ведущее к усилению тепловыделения, компенсирующему охлаждающее действие внешней среды.
Интенсивное расплавление металла подводной дугой даёт возможность успешно выполнять сварку металла под водой. Возможно выполнить все основные формы сварных соединений, применяемые на воздухе, как в нижнем, так в вертикальном и потолочном положениях. Металл, наплавленный под водой и на воздухе, имеет близкие механические свойства и состав. Зона влияния сужена; структура имеет признаки усиленного охлаждения окружающей водной средой.
Сварку можно успешно вести как в пресной, так и солёной морской воде. В том же 1932 г. новый способ нашёл практическое применение на морях и реках Советского Союза и был проверен в производственных условиях. Метод нашёл некоторое практическое применение, и до начала второй мировой войны было выполнено несколько серьёзных работ, связанных главным образом с ремонтом и подъёмом морских судов. Начавшаяся война с массовыми повреждениями и разрушениями судов и различных сооружений предъявила большой спрос к способу подводной сварки. В начале 1942 г. в Москве была создана под руководством автора специальная мощная лаборатория подводной сварки и резки, в которой опыты проводились в условиях, близких к производственным, в учебной камере водолазами — сварщиками. В короткое время была детально разработана и изучена технология подводной сварки и резки, подготовлены кадры. Процессы подводной сварки и резки во время войны получили широкое применение и прочно вошли в практику.
В отношении подводной сварки можно отметить следующие основные выводы. Сварочный ток для подводной сварки следует увеличить на 10—20% против таких же работ на воздухе. Напряжение подводной дуги на 5—7 в выше напряжения дуги на воздухе.
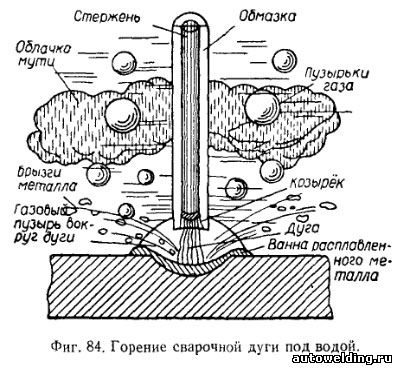
Общий вид дуги, горящей под водой, показан на фиг. 84. Избыток газов, создаваемых дугой, поднимается на поверхность воды отдельными пузырьками. Газ, выделяемый подводной дугой, состоит преимущественно из водорода и продуктов разложения электродной обмазки. Водород образуется за счёт отнятия кислорода паров воды нагретым металлом. Одновременно дуга образует значительное количество мути тёмно-бурого цвета, создающей облачко над дугой. Муть представляет собой, главным образом, коллоидальный раствор окислов железа, распыляемых дугой в форме мельчайших частиц.
Потери металла на угар и разбрызгивание довольно значительны, коэффициент наплавки около 6—7 г/а-час. Сварку можно вести на всех глубинах, на которых может работать водолаз в нормальном снаряжении; известны случаи выполнения работ на глубинах до 100 м. Прочность сварных соединений, выполняемых под водой, обычно несколько понижена, что объясняется главным образом тяжёлыми условиями работы подводного электросварщика-водолаза. Под водой часто недостаточна, а иногда и почти полностью отсутствует видимость, недостаточна устойчивость работающего, движения связаны водолазным снаряжением и т. д.
Подводная электросварка в настоящее время находит значительное практическое применение, на её основе развился, например, подводный судоремонт. При подводном судоремонте подводная часть судна ремонтируется без постановки его в док, на плаву. Выполнение ремонта подводной части на плаву в несколько раз сокращает срок выполнения и стоимость ремонта. Под водой вполне устойчиво горит угольная дуга и интенсивно плавит металл, создавая возможность производить его сварку.
Подводная сварка угольной дугой пока не нашла заметного практического применения.
Содержание:
Подводная сварка считается уникальной технологией, во время нее соединяются металлические конструкции, находящиеся в подводной среде. Этот метод используется при строительстве и ремонте разных сооружений, которые находятся под водой. Во время проведения сварки используется специальное оборудование, которое позволяет работать под водой. Но все же перед тем как приступать к работе стоит изучить основные особенности и нюансы процесса.

Особенности
Сварка под водой является опасной работой, это связано с тем, что сварщик находится в токопроводящей среде. В это время организм испытывает сильные нагрузки из-за сильного давления воды. Но все же применение данного метода делает возможным прокладку трубопровода для водоснабжения поселка или целого района. Также при помощи подводной технологии можно связать две части города при помощи прокладки металлического моста через реку.
Сварка в воде осуществляется за счет оттеснения жидкости испаряющимися газами, которые образуются в результате плавления электродов. Воздушная смесь производит выталкивание воды из области сварной ванны. Именно она удерживает дугу, производит соединение с высоким качеством.
К главным особенностям сварочной технологии под водой можно отнести:
- Горение дуги осуществляется в области воздушного пузыря, на его стенки давит жидкость. За счет этого оказывается давление на вплавляемую металлическую заготовку. Все это приводит к тому, что соединения получают глубокое проплавление.
- В связи с тем, что оказывается наружное давление и осуществляется моментальное остывание наложенного металла. При этом чешуя соединения приобретает углубленные формы.
- Испаряющиеся газовые смеси вызывают сильное вспенивание воды, это может ухудшить видимость сварного процесса. На видимость сварщика оказывает влияние структура жидкости, а именно степень ее прозрачности. По этой причине может происходить смещение центра соединения.
- На начальном этапе может происходить не точное попадание электрода в точку соединения конструкций из металла. Через защитный фильтр невозможно ничего увидеть в темноте, поэтому сварщик вынужден брать второй рукой кончик электрода и направлять его на начальную область сварного соединения.
- При сварочной технологии в отличие от работ на суше используются повышенные режимы тока. Это требуется из-за быстрого охлаждения металлической основы. В итоге получается прочное и герметичное сварное соединение. Однако ускоренный процесс кристаллизации молекулярной решетки создает слабую сопротивляемость шва на изломы, а также снижает ударную вязкость.
- Водная сварочная технология обладает тяжелым розжигом. Конструкции из металлической основы, сверху частично покрыты коррозийным поражением, это может снижать возбуждение дуги. По этой причине сварщик вынужден буквально ковырять электродом по изделию.
- Поскольку под водой действует сила притяжения, то швы должны выполняться сверху вниз.
- При проведении сварочного процесса под водой дуга должна гореть непрерывно, это обеспечит полноценное образование газового пузыря и предоставит возможность для нормальной накладки шва.
Технология
Чтобы понять, как варят сваркой под водой, стоит рассмотреть особенности технологии данного процесса. Основная суть состоит в том, что при проведении варения под водой выделяется газ, который образует пузырь. Именно он обволакивает электроды для подводной сварки и свариваемые детали, что приводит к освобождению пространства для горения дуги.

Стоит отметить! Тепло, которое выделяется при горении дуги, расходуется на разогревание и плавление металла. При этом металлическая основа постоянно охлаждается под воздействием окружающей воды.
Иногда температура при проведении подводного сварочного процесса может опускаться до отрицательных значений. Обычно это происходит в ситуациях, когда вода насыщенна большим объемом солей.
Газ, который выделяется при горении дуги, частично считается продуктом сгорания металлов. Небольшая его часть (водород и кислород) образуется во время разложения воды под влиянием электрического тока и повышенной температуры.
Форма шва
Если вы новичок или неопытный сварщик с небольшим стажем, то прежде чем проводить подводную сварку вам обязательно нужно пройти обучение. Оно позволит разобраться во многих нюансах этого процесса, включая какой формы должен быть шов. В связи с тем, что при проведении технологии под водой происходит постоянное всплытие газа в беспорядочном движении, это может ограничить видимость в зоне сварной ванны.
Именно данные обстоятельства оказывают влияние на особенности конструкции шва при проведении сварки под водой. Они обычно выполняются в виде тавров, а именно когда соединяемые детали находятся относительно друг друга под углом, который близок к прямому. А если соединяемые детали должны быть в одной плоскости, то их сваривают внахлест.
Напряжение и ток
При проведении сварочного процесса под водой требуется высокое напряжение, которое сможет обеспечить устойчивое горение дуги. Его показатели должны составлять 30-35 В.
Чтобы смогла производиться подача такого напряжения на глубину, применяются специальные сварочные аппараты, которые могут выдавать напряжение в 80-120 В и сварной ток 180-220 А. Сварочная технология под водой может выполняться с применением постоянного и переменного тока.
Электроды и сварная проволока
Особое внимание стоит обратить на электроды для сварки под водой. Данные элементы должны быть выполнены из материала, который не подвержен воздействию воды. Часто для этого вида сварки используются материалы из малоуглеродистой стали.

Важно! Подводные электроды покрываются специальной обмазкой. Для нее используются составы, которые предотвращают разрушение материала длительного время. Они создают на поверхности защитной слой с водонепроницаемой структурой.
Электроды для сварки в воде могут покрываться парафином, воском, растворенным в ацетоне целлулоид. Именно эти смеси имеют хорошее защитное действие, они позволяют длительное время работать под водой.
Электроды для сварки с водой могут иметь диаметр от 4 до 6 мм. Часто применяются элементы специальных марок:
Во время проведения полуавтоматического сварочного процесса используется сварочная проволока следующих марок — СВ-08Г2С, ППС-АН1.
Сварочная технология, которая проводится под водой, является необходимой технологией для проведения важных работ. Она широко используется в нефтяной области, при проведении ремонтных работ судов морского и речного типа, причалов, портовых сооружений и других важных конструкций. Процесс обладает достаточно сложной технологией проведения, но если знать все важные особенности, то в результате можно получить прочное и долговечное соединение.
Интересное видео
Когда речь заходит о сварке большинство людей представляют себе закрытый цех и сварщика в рабочей робе с маской на лице. Именно так в глазах обывателей и многих новичков выглядит сварка. Но немногие знают о том, что помимо работы на суше сварка может применяться и под водой.

Многим сложно поверить в то, что подводная сварка возможна. Ведь это почти всегда прямой контакт с электричеством. По этой причине мы решили кратко рассказать вам, как варят металл под водой и зачем это необходимо. Также вы узнаете, в каких случаях используют специальные электроды для сварки в воде и какие существуют разновидности подводной сварки.
Общая информация
Сварка под водой (она же гипербарическая сварка) — метод соединения металлов в условиях повышенного давления. Как правило, производится под водой, но не всегда этот процесс может быть «мокрым», в некоторых случаях используется специальная камера, в которой нет воды. Такую сварку называют сухой. Позже мы подробнее расскажем о видах подводной сварки.
Простому обывателю мало что известно о сварке под водой, но тем не менее она широко используется. Подводная сварка незаменима в ситуациях, когда необходимо выполнить быстрый ремонт подводных трубопроводов, нефтяных платформ или кораблей. Зачастую методом подводной сварки варят сталь.

Отдельно отметим, что подводная сварка была изобретена в начале 20 века нашим соотечественником Константином Хреновым. С тех времен сварка под водой модифицировалась, появились более совершенные комплектующие, а сварщики получили больший запас времени благодаря современным кислородным баллонам.
Подводная сварка выполняется с помощью обычных электродов (если сварка сухая) или специальных электродов для подводной сварки. Электрод для сварки под водой имеет покрытие из парафина. А для сухой сварки применяют привычные марки вроде АНО-1 или ОЗС-3.
Разновидности
Сухая сварка
Сухая сварка — метод подводной сварки, когда вокруг детали монтируется специальная герметичная камера или мобильный бокс. Из камеры или бокса откачивается вода, создается избыточное давление, и камера заполняется специальной газовой смесью. Таким образом вода просто не контактирует с деталью.

Избыточное давление необходимо для стабилизации горения дуги. К тому же, в таких условиях изменяется химический состав металла, тем самым уменьшается диаметр катодных и анодных пятен. А это плюс для подводной сварки.
В камере сухо, а большинство методов адаптированы под работу при избыточном давлении, поэтому вы можете варить разными способами. Вам доступна классическая ручная дуговая сварка (она же РДС), дуговая сварка порошковой проволокой, аргонодуговая сварка с применением неплавящегося электрода, дуговая сварка в среде защитных газов (она же MIG/МИГ сварка).
Даже плазменная сварка возможна под водой, если она будет производиться в герметичной камере. Но в большинстве случаев используется аргонодуговая сварка неплавящимся электродом. Главное достоинство сухой сварки под водой — это возможность использовать большое количество методов обычной сварки.
Мокрая сварка
Но что, если у вас нет возможности монтировать герметичный бокс или возникла аварийная ситуация и на подготовительные операции просто нет времени? В таких случаях применяется мокрая подводная сварка. Из названия ясно, что такую сварку проводят прямо в воде. В работе используются водонепроницаемые подводные электроды.

Суть такова. Возбуждается дуга, которая нагревает металл и сам электрод. Электрод плавится и его капли попадают на поверхность металла благодаря газовому пузырю, который формируется вокруг дуги и позволяет вести сварку несмотря на воду. Сам же газовый пузырь образуется во время плавления электрода. На словах ничего сложного, но по факту образуется очень много шлака, который не дает металлу быстро охладиться. Из-за этого качество шва заметно падает. Поэтому мокрая подводная сварка считается одной из самых сложных.
Мокрая сварка применяется только в тех случаях, когда сухая сварка невозможна. Поскольку мокрый метод объективно хуже и сложнее, чем сухой. Также зачастую в подводной сварке используют постоянный ток. При этом рекомендуется установить его силу от 180 до 220 ампер, а напряжение дуги не должно превышать 35 вольт.
Техника безопасности
Вода создает множество проблем не только для сварки, но и для здоровья самого сварщика. Ведь прямой контакт с электрическим током никогда не заканчивается хорошо. Поэтому для подводной сварки можно использовать только то оборудование, что защищено от воды по международному стандарту.

Также сварщик должен учитывать, что ему придется быть и сварщиком, и водолазом одновременно. А у водолазов есть свои профессиональные болезни. Самая распространенная — кессонная болезнь, когда вдыхаемый в большом количестве газ из баллона может привести к блокировке кровотока. Чтобы этого избежать нужно применять особые методики подъема со дна на сушу, при которых достигается декомпрессионный эффект.
Вместо заключения
Вот и все, что мы хотели рассказать вам о сварке под водой. Возможно, новичков удивил тот факт, что существуют особые электроды для подводной сварки. Тем не менее, это очень интересный и часто просто незаменимый способ соединения металлов. Особенно в тех местах, где металлические детали просто нельзя демонтировать и поднять на сушу.
Конечно, такую работу поручают только сварщиках высшей категории и с большим опытом. Ведь помимо навыков сварки вам придется проявить смелость и опустить на морское дно, пусть и с кислородным баллоном. Также в таких условиях нужно особо тщательно соблюдать технику безопасности, чтобы избежать несчастных случаев. А вам приходилось варить под водой? Расскажите об этом в комментариях. Желаем удачи в работе!


Отправить ответ