
Сварочные автоматы для сварки в защитных газах
Содержание:
- 1 Содержание
- 2 Полуавтоматы и автоматы для дуговой сварки трубопроводов в защитных газах
- 3 Технология автоматической и полуавтоматической сварки трубопроводов в защитных газах
- 4 Видео: полуавтоматическая сварка корневого шва трубы
- 5 Общая информация
- 6 Применяемое оборудование
- 7 Сменные детали
- 8 Применяемые комплектующие
- 9 Особенности сварки в среде углекислого газа
- 10 Вместо заключения
Содержание
Полуавтоматы и автоматы для дуговой сварки трубопроводов в защитных газах
Полуавтоматы ПТВ-1
Дуговую сварку стыков труб полуавтоматами можно выполнять плавящимися и неплавящимися электродами в среде аргона или углекислого газа. Полуавтоматы типа ПТВ-1 укомплектованы горелкой, кассетой с проволокой, пультом управления. Для регулирования подачи электродной проволоки служит вращающийся редуктор, вращение на который передаётся от электродвигателя постоянного тока, мощность которого составляет 20Вт.
Наибольшая возможная скорость подачи проволоки в данном полуавтомате составляет 400м/ч. Данный полуавтомат обеспечивает стабильный процесс сварки при диаметре сварочной проволоки 1,0-1,2мм и силе сварочного тока 250А.
Полуавтоматы АГП-2
Хорошее качество сварки поворотных стыков труб в среде аргона обеспечивают полуавтоматы типа АГП-2, состоящие из сварочной головки, механизма подачи проволоки, приводящего его в движение электродвигателя постоянного тока, газовой горелки, а также пульта управления.
Данные полуавтоматы обеспечивают скорость подачи проволоки в пределах 1,7-13м/мин. Сила сварочного тока может доходить до 400А.
Сварочные автоматы АТВ
В состав конструкции полуавтоматов АТВ входит сварочная головка и пульт управления. Автомат закрепляется на свариваемой трубе при помощи центрирующей призмы и откидного зажима. Входящий в состав аппарата электродвигатель постоянного тока служит для перемещения автомата вдоль свариваемого стыка и для подачи электродной проволоки в зону сварки.
Управление автоматом АТВ происходит дистанционно. Для сварки используется сварочная проволока диаметром 2мм, подаваемая со скоростью 10-40м/ч. Максимально возможная сила тока составляет 250А.
Если выполняется сварка трубопроводов из углеродистой или низколегированной сталей, то для этой цели автомат необходимо оснастить сварочной горелкой с двойным кольцевым соплом: центральным для аргона и внешним для углекислого газа.
Технология автоматической и полуавтоматической сварки трубопроводов в защитных газах
Зазоры под сварку между двумя кромками стыка должны составлять порядка 0,5-1,0мм. Сварка труб с тонкими стенками, в большинстве случаев, происходит, без разделки кромок под сварку.
Кромки труб с большей толщиной стенки подготавливают, снимая на них фаски под углом 20-30°. Для сварки нержавеющих сталей хорошо подходит высоколегированная сварочная проволока мирки Св-06Х19Н9Т, диаметром 0,8-1,2мм.
При сварке нержавеющих сталей неплавящимся электродом, необходимо применять присадочную проволоку марок Св-01Х19Н9, Св-04Х19Н9 и Св-07Х19Н10Б. При этом первый слой сварного шва выполняется вольфрамовым электродом без применения присадочного материала. Такой приём способствует качественной проварке корня шва. Сварку последующих слоёв осуществляют вольфрамовым электродом с применением присадочного материала, или же их сваривают плавящимся электродом.
Струя защитного газа (аргона, или углекислого, или смеси газов) должна плотно охватывать всю зону сварки. Если сварка происходит на открытой местности, или в хорошо проветриваемом помещении, то от ветра и сквозняков необходима дополнительная защита (щиты, палатки и др.), а также необходимо увеличивать скорость потока защитного газа.
Видео: полуавтоматическая сварка корневого шва трубы
Полуавтоматическая сварка в среде защитных газов (она же MIG/MAG сварка) — один из самых распространенных методов соединения металлов. С применением полуавтомата и защитного газа можно сварить детали из любых металлов, при этом работать можно и на улице, и в цеху.

В этой статье мы подробно расскажем, какова технология полуавтоматической сварки, какое оборудование и комплектующие используются. Эта статья — своеобразная инструкция для начинающих. После прочтения вы будете знать все основы и сможете приступить к сварке.
Общая информация
Технология полуавтоматической сварки крайне проста. В работе зачастую используется плавящаяся проволока и защитный газ. В качестве газа используют аргон, углекислоту или гелий, а иногда и смеси этих газов. Сварка выполняется с применением полуавтомата, на нем устанавливается постоянный или импульсный ток. Во время сварки плавится и проволока, и сам металл. Они смешиваются и образовывают единый шов. Газ выполняет защитную функцию. Он подается в сварочную зону с помощью горелки и защищает шов от окисления и образования дефектов.

Также существует сварка неплавящимся электродом в среде инертного газа, но она применяется редко, поэтому не будем заострять на ней внимание. А вот о чем стоит рассказать подробнее, так это о сфере применения такой сварочной технологии. MIG/MAG сварка может применяться не только на суше, но и под водой, что существенно увеличивает возможности сварщика.
Применяемое оборудование
Полуавтоматическая сварка в среде защитных газов предполагает использование не только полуавтомата, но и источника тока. В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
Сварочный полуавтомат
Сварка в защитных газах выполняется с помощью полуавтомата. Полуавтоматом называют как отдельный сварочный аппарат, так и комплекс всего оборудования, в том числе баллона с газом. Работа может выполняться на специальном сварочном посте, станке или без поста. Ниже изображен стандартный комплект сварочного оборудования для MIG/MAG сварки.

Стандартный сварочный полуавтомат для работы с плавящимся электродом в защитных газах состоит из источника тока, механизма подачи проволоки, горелки, кабелей, встроенного управления, системы подачи газа, системы охлаждения.
Сварочный аппарат полуавтомат может иметь различное назначение. Наверняка вы заметили, что в ходе статьи мы упоминали термины MIG и MAG. Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.
Для большей универсальности можно приобрести полуавтомат, способный работать и в MIG, и в MAG режиме. Так ваши возможности будут намного шире. Есть еще FCAW сварка с применением порошковой проволоки. Порошковая проволока — это полая трубочка, внутри которой содержатся флюсы. Такую проволоку используют без защитного газа, так что не будем на этом останавливаться.
Системы подачи проволоки
Выше мы упоминали, что при сварке полуавтоматом проволока подается с помощью специального механизма. Он может работать по трем принципам: толкающем, тянуще-толкающем и тянущем. Самая популярная система подачи проволоки — толкающая, она самая недорогая и встречается в большинстве бюджетных полуавтоматов.
Главный недостаток — ограниченное количество метров газового шланга, который можно использовать. А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
Также обратите внимание на регулировку скорости подачи проволоки в выбранной вами модели. Новичкам рекомендуем выбирать механизмы с автоматической регулировкой скорости подачи, так вы избавитесь от лишней головной боли. Ну а профессионалы зачастую выбирают механизмы с ручной регулировкой, поскольку их опыт позволяет устанавливать индивидуальные настройки для каждого типа работ. Сами механизмы подачи могут быть встроенными в полуавтомат, а могут быть переносными. У переносных гораздо больше возможностей, но они громоздкие и не позволяют варить в труднодоступных местах.
Сменные детали
У полуавтомата есть дополнительные сменные детали, за которыми нужно периодически следить. К таким деталям относится токосъемный наконечник и сопло. Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Применяемые комплектующие
Сварка полуавтоматом с газом предполагает использование проволоки и, конечно, защитного газа. Ниже вы можете видеть таблицу с используемыми типами газов.

Если вы внимательно изучите таблицу, то обнаружите, что применяются самые разнообразные газы: и активные, и инертные, и смеси газов, в том числе активных с инертными. Газ, который не рекомендуется применять при полуавтоматической сварке — водород. При его использовании металл сильно разбрызгивается и шов получается некачественным.
Теперь о проволоках. Есть отдельный ГОСТ №2246-70, согласно которому допускается использование 75 марок сварочной проволоки. Вы сами понимаете, что при таком разнообразии трудно давать какие-то общие рекомендации по правильному выбору проволоки. Скажем лишь одно: ориентируйтесь на марку детали, которую собираетесь варить. И исходя из этого подбирайте марку проволоки.
Особенности сварки в среде углекислого газа
Поскольку в рамках одной статьи мы не сможем рассказать об особенностях полуавтоматической сварки в среде всех защитных газов, мы решили рассказать только про сварку в углекислоте. Это популярная и эффективная технология сварки, так что запомните (а лучше запишите) все, что прочтете ниже.
Выбор сварочной проволоки
Выбор сварочной проволоки при сварке в углекислоте — дело непростое. Дело в том, что при сварке в углекислоте стальные детали с низким содержанием углерода сильно окисляются. Чтобы этого избежать нужно использовать проволоку, в составе которой присутствует марганец и кремний. А если нужно сварить легированные стали, то используйте специальные проволоки. Ниже вы можете видеть рекомендуемые марки проволоки для сварки низкоуглеродистых и легированных сталей.

Подготовка металла
Чтобы шов получился качественным нужно тщательно подготовить металл перед сваркой. Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Выбор режима сварки
От правильного выбора режима сварки во многом зависит качество готового сварного соединения. Поэтому к выбору режима нужно подойти со всей ответственностью. Режимом сварки называют комплекс различных настроек, которые вы можете установить на своем полуавтомате.
При сварке полуавтоматом в среде углекислого газа этот комплекс настроек состоит из рода тока, его полярности, диаметра проволоки, силы сварочного тока, напряжения дуги, скорости подачи проволоки, вылета проволоки. Давайте подробнее остановимся на каждом параметре.
Начнем с рода тока и его полярности. Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Диаметр проволоки выбирается исходя из толщины свариваемого металла. Тут все просто. Чем тоньше металл, тем тоньше проволока. А вот силу сварочного тока нужно устанавливать исходя из диаметра проволоки. Главное понять основной принцип: чем больше сила сварочного тока, тем больше глубина провара и выше скорость сварки. Ниже вы можете видеть таблицу с основными режимами сварки. Используйте эту шпаргалку первое время, а затем учитесь сами подбирать оптимальный режим.

Что касается напряжения дуги, то этот параметр зависит от длины этой самой дуги. Напряжение устанавливают исходя из силы сварочного тока. Здесь тоже достаточно понять основной принцип, чтобы научиться настраивать напряжение. Самое главное правило: чем больше напряжение, тем меньше глубина провара и больше ширина шва. Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Скорость подачи проволоки подбирается опытным путем. Важно, чтоб дуга горела стабильно и при этом проволока равномерно плавилась. Новичкам рекомендуем использовать механизмы с автоматической регулировкой скорости подачи проволоки.
И последний параметр режима сварки — вылет проволоки. Он тоже определяется опытным путем и приходит с опытом. Здесь важно, чтобы вылет не был слишком большим или слишком маленьким. Если вылет будет слишком большой, дуга будет гореть нестабильно и качество шва ухудшится. А если вылет будет слишком маленьким, то вы просто не сможете наблюдать за процессом сварки.
Расход газа
Во время сварки важно следить за расходом углекислого газа. Если вы варите у себя в гараже, то это делать не обязательно. А вот если вы сварщик на производстве, то просто обязаны следить за расходом. Чтобы определить расход нужно учесть силу тока, тип сварного шва и вылет сварочной проволоки. Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Вместо заключения
Полуавтоматическая сварка в среде защитных газов — это несложная, но в то же время эффективная технология. Да, вам придется использовать в работе баллон с газом, а это не всегда удобно. Но если нужно постоянно перемещаться, можно использовать специальную тележку. Она существенно упрощает работу. К тому же, газ стоит дешево (особенно аргон), а качество шва получается отличным.
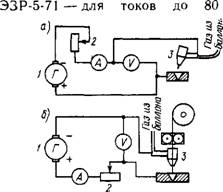
Аргонодуговая сварка неплавя — щимся или плавящимся электродом производится на постоянном и переменном токе. Установка для ручной сварки постоянным током (рис. 69,А — неплавящимся электродом, б — плавящейся электродной проволокой) состоит из сварочного генератора постоянного тока (или сварочного выпрямителя) /, балластного реостата 2, .газоэлектрической горелки 3, баллона с газом, редуктора и контрольных приборов (амперметра, вольтметра и расходомера газа). Источником питания дуги служат сварочные генераторы постоянного тока с жесткой или пологопадающей внешней характеристикой ГСГ-350 или ГСГ-500-2. Балластный реостат РБ-300 или РБ-200 включается в сварочную цепь для регулирования и получения малых значений сварочного тока и повышения устойчивости горения дуги. Газоэлектрические горелки бывают различной конструкции. Наибольшее применение получила горелка типа ЭЗР конструкции ВНИИавтогенмаша. Кироваканский завод автогенного машиностроения выпускает горелки ЭЗР-З-66 для сварки токами до 150 А, ЭЗР-4-68 —для токов до 500 А и
Горелка ЭЗР-З-66 (рис. 70) состоит из корпуса 1, сменного наконечника 2, рукоятки с устройством включения подачи газа 3 и газотоко — подводящего кабеля 4. Диаметр сопла сменных наконечников — 8 и 10 мм. Они позволяют использовать электроды диаметром 1,5; 2 и 3 мм, рассчитанные на сварочные токи до 150 А. Расход аргона составляет 120. 360 л/ч. Масса горелки с газотокоподводя — щим кабелем
3 кг. Для сварки при больших сварочных токах 400. 450 А применяют также горелки типа АР-10-3 (большая), АР-7Б, АР-9, снабженные системой водяного охлаждения.
Установка для ручной сварки переменным током (рис. 71) состоит из источника питания дуги /, осциллятора 2, балластного реостата 3, газоэлектрической горелки 4, баллона с газом, редуктора и контрольных приборов (амперметра, вольтметра и расходомера газа). Источники питания должны иметь повышенное вторичное напряжение, чтобы обеспечивать устойчивое горение дуги. Для этого в сварочную цепь включают два сварочных трансформатора с последовательно включенными вторичными обмотками или применяют трансформатор типа ТСДА с повышенным вторичным напряжением холостого хода. Осциллятор обеспечивает быстрое и легкое возбуждение и устойчивое горение дуги. Газоэлектрические горелки применяют типа ГРАД, отличающиеся легкостью. Горелка ГРАД-200 массой 0,2 кг допускает сварочные токи до 200 А, а горелка ГРАД-400 массой 0,4 кг — до 400 А.
Применяются установки УДАР-300 и УДАР-500 (номинальный сварочный ток 300 и 500 А). Взамен этих установок выпускаются установки УДГ-301 и УДГ-501.

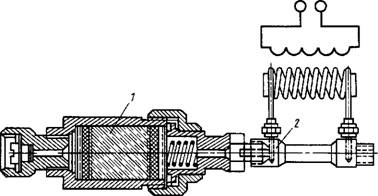
Полуавтоматическая свар, ка не — плавящимся электродом производится шланговым полуавтоматом ПШВ-1 (рис. 72:/ — сопло, 2 — вольфрамовый электрод, 3 — корпус, 4 — сварочная проволока, 5 — рукоятка, 6 — механизм подачи сварочной проволо-
Ки). Он предназначен для сварки металлов толщиной от 0,5 до 5 мм. Полуавтомат снабжен электродвигателем, который через редуктор и гибкий вал, проходящий по шлангу, приводит во вращение ролики, расположенные на газоэлектрической горелке. Ролики протягивают по шлангу присадочную проволоку и подают ее в зону дуги. Скорость подачи проволоки диаметром I. 2 мм устанавливается в пределах 5. 50 м/ч. Сварку осуществляют постоянным током или переменным током с включением в сварочную цепь осциллятора. Полуавтомат позволяет выполнять сварку во всех пространственных положениях шва.
Полуавтоматическая сварка плавящимся электродом производится с помощью полуавтоматов ПШПА-6, ПШПА-7 и ПШП-9. Первые два полуавтомата предназначены для сварки электродной проволокой диаметром 1,6. 2,5 мм при сварочном токе до 300 А, а последний — для сварки малых толщин металла проволокой диаметром 0,5. 1,2 мм при сварочных токах до 180 А. Комплект полуавтомата состоит из переносного пульта управления, механизма подачи электродной проволоки с кассетой и газоэлектрической горелки в виде пистолета. Электродная проволока вытягивается из кассеты по шлангу роликами, расположенными в пистолете. Ролики вращаются электродвигателем через редуктор с помощью гибкого привода. Пистолет полуавтомата ПШПА-7 (рис. 73) предназначен для сварки многослойных швов деталей из алюминия, магния и их сплавов с толщиной кромок до 100. 150 мм. Для предохранения от перегрева пистолет имеет водяное охлаждение. На рисунке: 1 — сопло, 2 — механизм подачи проволоки, 3 — шланг для подачи проволоки, 4 — шланг для подвода аргона, 5 — провода управления, 6 — Рукоятка.
Автоматическая сварка может производиться как неплавящимся, так и плавящимся электродом. На рис. 74 представлен автомат УДПГ-300 для сварки в защитном газе. На рисунке: 1 — сварочная головка, 2 — механизм подачи проволоки, 3 — электродная проволока, 4 — кассета с электродной проволокой, 5 — кнопки управления, 6 — электродвигатель механизма подачи. Применяются специализированные сварочные тракторы АДСП-2 для сварки черных и цветных металлов толщиной 0,8 мм и более. Автоматы типа АТВ предназначены для сварки труб различного диаметра неплавящимся вольфрамовым электродом и присадочной проволокой диаметром 1,6. 2,0 мм.
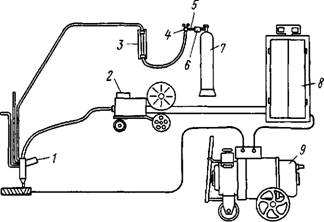
Сварка в углекислом газе производится полуавтоматическими и автоматическими аппаратами. Полуавтоматическая установка (рис. 75) состоит из сварочного преобразователя
постоянного тока 9, газоэлектрической горелки 1, механизма подачи электродной проволоки 2, аппаратного шкафа 8, баллона с углекислым газом 7, осушителя 5, подогревателя 6, редуктора 4 и расходомера 3. Применяют сварочные преобразователи ПСГ-350 или ПСГ-500-2. Хорошие результаты дают генераторы с жесткой или возрастающей внешней характеристикой.
Газоэлектрические горелки служат для подвода газа и подачи электродной проволоки в зону дуги и для подвода сварочного тока к электродной проволоке. Они выпускаются различных типов для малых сварочных токов — до 300 А и для больших — до 1000 А. Последние снабжены водяным охлаждением. Механизм подачи электродной проволоки используется от полуавтоматов ПШ-5 и ПШ-54 или полуавтоматов ПШПА-6, ПШПА-7. Электродная проволока подается с постоянной скоростью независимо от напряжения дуги. Аппаратный шкаф содержит электрооборудование, необходимое для подвода сварочного тока и тока цепей управления к соответствующей аппаратуре установки. Осушитель газа РОК-1 — 1 (рис. 76), начиненный обезвоженным медным купоросом, применяют для удаления влаги из углекислого газа. Подогреватель 2 с электронагревательным элементом служит для подогрева углекислоты. Это необходимо для предупреждения замерзания редуктора, которое может произойти от понижения температуры газа при редуцировании.
Различные полуавтоматы разработаны Институтом электросварки им. Е. О. Патона (А-537, А-547у, А-547р, А-607), заводом «Электрик» (ПДПГ — 300), ЦНИИТмашем (ПГШ-2, ПГШ — 3), НИАТом (ПШП-13), МВТУ им. Н. Э. Баумана (ПГД-2М).
Большое применение получил полуавтомат А-547у. Он предназначен для сварки листового материала толщиной до 3 мм во всех пространственных положениях электродной проволокой диаметром, 0,8. 1,2 мм постоянным током обратной полярности. Источниками питания дуги являются выпрямители типа ВС-300 или ВДГ-301. Сварочный ток устанавливается в пределах от 60 до 300 А. Механизм подачи электродной проволоки вмонтирован в чемоданчик и состоит из электродвигателя постоянного тока, роликов и катушки с проволокой. Реостат, включенный в обмотку двигателя, позволяет плавно изменять скорость вращения электродвигателя и тем самым изменять скорость подачи электродной проволоки в пределах 100. 340 м/ч. Электродная проволока применяется марок Св-12ГС, Св-08ГС и Св-08Г2С.
Для автоматической сварки применяют сварочные аппараты АДПГ — 500, АСУ-бу или используют сварочные тракторы АДС-1000-2, ТС-17М, переоборудованные для сварки в углекислом газе (например, АДС — 1000-2У).


Отправить ответ