
Таблица нагрева полипропиленовых труб паяльником
Содержание:
- 1 Оптимальная температура пайки
- 2 Предварительная подготовка
- 3 Описание существующих технологий
- 4 Распространенные ошибки
- 5 Таблица нагрева полипропиленовых труб
- 6 Немного о процессе пайки
- 7 Ошибка #1 — грязь и вода на соединяемых элементах
- 8 Ошибка #2 — неправильное позиционирование
- 9 Ошибка #3 — неправильно подобранный материал
- 10 Ошибка #4 — пренебрежение правилами монтажа
- 11 Этапы работы
Сварка полипропиленовых труб – это процесс, требующий определенного набора навыков. Наловчившись, процедуру можно будет выполнять всего лишь за несколько минут. А пока мастер находится в стадии обучения, нужно тренироваться на трубных обрезках, стремясь сделать идеальный по качеству и герметичности стык. Надеяться, что все получится с первого раза, не приходится.
Оптимальная температура пайки
Долговечность конструкций из пластика напрямую зависит от того, была ли учтена в процессе работы температура пайки или нет. Ключевыми параметрами в этом вопросе считаются время нагревания и время остывания. Эти параметры являются табличными, поэтому самостоятельно вычислять показатели не придется.
 При пайке следует быть осторожным, чтобы не получить травмы
При пайке следует быть осторожным, чтобы не получить травмы
Условно существует разделения на 4 вида полимеров со следующими температурными показателями:
- PN10 – +40 0 С;
- PN16 – +60 0 С;
- PN20 – от +80 0 С до +95 0 С;
- PN25 – выше +95 0 С.
Первый и второй виды применяются преимущественно для организации систем холодного водоснабжения. Остальные виды отлично подойдут и для горячего. Важно понимать, что максимальная температура в системе должна сохраняться на протяжении кратковременного отрезка времени.
Если осуществляется длительное тепловое воздействие, трубы начнут деформироваться и со временем потеряют свою герметичность. Кроме температурного режима, необходимо учитывать еще и давление, которое способна выдержать труба.
Паять трубы в зависимости от диаметра необходимо при температурных показателях от 255 до 280 градусов. Занимает этот процесс не более нескольких минут. Далее остается лишь дождаться, пока поверхность остынет, что обеспечит еще большее сцепление.
Предварительная подготовка
Сварка полипропиленовых труб невозможна без проведения ряда предварительных работ. Поверхности необходимо протереть ветошью и обезжирить с помощью специальных жидкостей.
После этого работы нужно выполнять в следующем порядке:
- Разогрев сварочного аппарата. Время накала напрямую зависит от температуры окружающей среды и может занимать от 2 до 10 минут. Оптимальная температура – около 260 градусов.
- Проверка режущих инструментов. Для качественной спайки огромную роль играет и срез – он должен быть идеально ровным, без трещин и заусениц. Если такового не получается, необходимо хорошо заточить инструмент и проверить качество среза на тестовом образце.
- Подготовка труб. Перед началом работ их нужно разрезать по заранее определенным размерам. Если предстоит спаивать элементы диаметром более 4 см, на конце следует сделать скос под углом в 45 градусов. Такой подход позволит избежать задирания при попытке соединения.
- Разметка. Обязательным действием перед началом работ является разметка глубины захода трубы в фитинг. Заводить ее до упора категорически запрещено! Внутри должен оставаться зазор примерно в 1 мм.
 Полипропиленовые трубы обладают отличными эстетическими и эксплуатационными качествами
Полипропиленовые трубы обладают отличными эстетическими и эксплуатационными качествами
Работать с трубами из полипропилена можно на усредненном температурном режиме.
Для тех, кто желает выполнять все работы исключительно по правилам, существует специальная таблица, где четко прописаны температура и время нагрева для наиболее распространенных вариантов труб.
Описание существующих технологий
Паяние может быть выполнено сразу несколькими способами, каждый из которых имеет свои преимущества и недостатки. Оптимальный из них подбирает мастер на основании собственных навыков, возможностей и средств.
Сегодня мастерами активно используются следующие технологии:
- Сварка полифузным способом. В первую очередь (преимущественно из-за толстых стенок) нагревается насадка. На нее надевается фитинг, а после уже труба. Прилегание должно быть очень плотным! Если кажется, что элементы не плотно закреплены на насадках, их можно будет незначительно поворачивать, следя, чтобы угол отклонения был не более 10 градусов. После того как детали разогреты, их снимают с насадок и аккуратно соединяют вплоть до заранее нанесенной маркером метки.
- Пайка посредством электрофитинга. Пластиковые трубы подготавливаются стандартным методом, далее вместе с остальными деталями вставляются в электрофитинг и надежно фиксируются там. Чтобы начать процедуру спайки, достаточно просто нажать кнопку «Старт». Проверить качество выполненной работы можно с помощью специальных контрольных точек.
- Холодная сварка. Метод не слишком распространен и заключается в использовании агрессивного клея, наносящегося на каждый из соединяемых элементов. Удерживать их в выбранном положении нужно не менее полуминуты. К полноценной эксплуатации детали готовы уже через час. До этого времени они должны быть недвижимыми. Используется методика только для реализации систем холодного водоснабжения.
 Закрепить полипропиленовые трубы можно с помощью специальных хомутов
Закрепить полипропиленовые трубы можно с помощью специальных хомутов
Любое выбранное соединение требует предельной концентрации внимания. Если имеется вероятность, что с первого раза провести работы не получится, лучше попытаться отточить свое мастерство на небольших отрезках трубы, которые нигде потом не будут использоваться.
Распространенные ошибки
Выполняя работы своими руками, большинство мастеров-самоучек допускает ряд ошибок, приводящих к быстрой изнашиваемости трубопровода.
К их числу относятся:
- Неправильное крепление к фитингу. Очень часто ПВХ и ППР трубы не заталкиваются в соединительный элемент. В результате этого зазор станет слабым элементом со всей системе. Огреха проявится не сразу, однако определенно даст о себе знать.
- Сильное механическое воздействие на трубу. Стремясь исключить зазоры, многие мастера слишком сильно вдавливают трубу в фитинг. В результате этого происходит выдавливание грата, создающего впоследствии препятствие на пути жидкости.
 Чтобы быстрее выполнить монтаж полипропиленовых труб, стоит задействовать несколько людей
Чтобы быстрее выполнить монтаж полипропиленовых труб, стоит задействовать несколько людей
В любой работе важна золотая середина, прочувствовать которую сразу же удается далеко не всем. На этот случай существует инструкция, руководствуясь которой сваривать поверхности будет на порядок легче.
Таблица нагрева полипропиленовых труб
Для людей, которые держат паяльник в руках первый раз в своей жизни, нужно использовать таблицу нагрева в обязательном порядке. Благодаря ее использованию начинающий мастер узнает, сколько времени греть каждый из элементов, какая оптимальная температура плавления и какой припой нужно использовать.
Все начнет получаться интуитивно, когда:
- Мастер выполнит идеально с десяток работ;
- Появляются базовые навыки работы с различными диаметрами и материалами;
- Человек начнет «чувствовать» паяльник в своих руках.
Сварка полипропиленовых изделий – процесс ответственный, требующий предельной концентрации внимания и базового набора профильных навыков. Не надо ожидать, что все получится с первого раза, однако и бросать дело на полпути тоже не стоит. Важно следить, как нагревается материал, как он ведет себя при термическом воздействии и т. д. Только так, методом проб и ошибок, можно будет добиться идеального результата.

Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить — готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.

В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева. Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей.
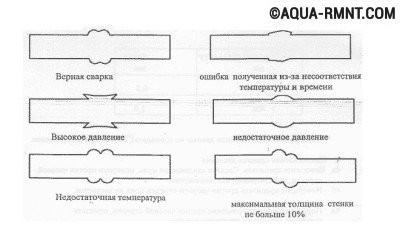
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения.
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.

Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки.
Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода.
Читайте также нашу следующую статью, в которой представлена инструкция по монтажу системы отопления с использованием полипропиленовых труб: https://aqua-rmnt.com/otoplenie/documents/montazh-otopleniya-iz-polipropilenovyx-trub.html
Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
После раскроя заготовок внутренние и внешние края среза необходимо тщательно зачистить шабером. Конечно же, при отсутствии должного инструмента можно воспользоваться и подручными средствами, например, ножовкой по металлу, однако при её использовании полипропилен будет неминуемо плавиться. На заготовках надо будет снимать фаски, а это потребует дополнительной траты времени и сил.
Напоследок хочу напомнить о том, что львиная доля дефектов появляется после сварки, проведённой на весу. Исключение составляют разве что случаи, возникающие на особо трудных, криволинейных участках магистрали, или при завершении монтажа отдельной ветки. Паяльный (сварочный) аппарат должен иметь подставку, достаточно устойчивую для того, чтобы агрегат не опрокидывался во время работы.

Пайка труб из полипропилена (ПП) полиэтилена, пластиковых труб на сегодняшний день применяется повсеместно. Это обусловлено отличительными признаками данного способа соединения:
- В них есть потребность. Сегодня это наилучший вариант для применения в хозяйстве. Он может использоваться для водопроводных и для тепловых сетей. В настоящее время большинство людей используют только этот вид пайки пластиковых труб.
- Доступность. ПП гораздо дешевле аналогов из металла, не подвержен коррозии.
- Простота, самостоятельное применение. Банальное соблюдение некоторых правил этого вида пайки может позволить осуществить весь процесс самостоятельно. Хотя, если вы не уверены в своих силах, лучше поручить это дело профессионалу, либо прибегнуть к помощи напарника. В помощь начинающим мастерам существует таблица пайки полипропиленовых труб с указанием всех необходимых характеристик.
- Оперативность. Готовое соединение можно получить за несколько минут. Не стоит эту особенность трактовать досконально: слишком торопиться тоже не стоит, можно упустить важные детали, испортить соединяемые элементы.
- Долгий срок службы. Конечно, не такой, как у металлических соединений. Но некоторые производители заявляют сроки службы до нескольких десятков лет. Срок службы зависит не только от выбора производителя и качества ПП. Важно соблюсти все правила при установке и эксплуатации трубопровода.
Этапы работы
Выбор сварочного аппарата
Для пайки соединений из ПП необходима специальная техника: сварочный аппарат, также называемый «утюгом», «паяльником». Этот аппарат можно приобрести для личного пользования. Но, как правило, в следующий раз понадобится он вам не скоро. Поэтому существуют услуги аренды и проката подобного оборудования. Сварочный аппарат может быть ручным, полуавтоматическим, полностью автоматическим. Он имеет насадки различных размеров. Для оперативности работы аппарат не нужно выключать после каждого отдельного соединения. Требуется соблюдать не только правила, изложенные в настоящей статье, но и инструкцию к сварочному аппарату. Также необходимы специальные ножницы для резки труб. Когда ножницы режут криво (если отрезать нужно 1 см), можно применить углошлифовальную машинку.
 Сварочный аппарат для полиэтиленовых труб
Сварочный аппарат для полиэтиленовых труб
Выбор труб, фитингов
Существует четыре маркировки труб в зависимости от характеристики их назначения.
- Для полипропиленовых труб с холодным водоснабжением до 20 градусов Цельсия выбирают маркировку PN 10. Она также походит для обогрева полов до 45°.
- Для горячего водоснабжения до 60°; а также холодного, используется маркировка PN 16.
- Маркировку PN 20 приобретайте, если будете использовать трубопровод с горячим водоснабжением до 95°.
- Для отопления до 95° и горячего водоснабжения следует покупать маркировку PN 25.

Все полипропиленовые трубы можно разделить на следующие виды:
- Для холодного водоснабжения;
- Для горячего водоснабжения;
- Для горячего водоснабжения и отопления (смешанные).
Все элементы и детали следует выбирать исходя из требований к качеству. Выбрав самый дешевый вариант, вы рискуете в итоге столкнуться с некачественным соединением. Не стоит соединять деталь одного производителя с фитингом, муфтой другого. Они могут не подойти друг другу по размеру и по составу материала.
Различают полипропиленовые (пропиленовые) и полиэтиленовые трубы. У данных материалов много общего:
- Оба подвержены плавлению при воздействии высокой температуры;
- Не являются проводниками электрического тока;
- Легкие;
- Устойчивы к силовым воздействиям (удары);
Отличия полипропиленовых (пропиленовых) и полиэтиленовых труб:
- ПП нужна более высокая температура, чтобы расплавиться;
- ПП обладает более высокой прочностью;
- ПП менее гибкий
- ПП имеет показатели лучше по тепло- и морозостойкости.
Цвета ПП труб отличаются не в зависимости от состояния настроения производителя. Каждый цвет характеризует область будущей эксплуатации:
- Белый цвет ПП не подойдет для монтажа на улице, в условиях плохой погоды и перепада температур;
- Серый цвет ПП отлично подойдет для дома: водопровода и отопительных систем;
- Черный цвет ПП применяют при строительстве канализационных систем. В их материале предусмотрены специальные вещества для дополнительной устойчивости;
- Зеленый цвет ПП покупают люди для дома за городом, для дачи. Их используют для полива насаждений. Они самые дешевые из всего перечня по цветам, так как их способность выдержать внутреннее давление водой очень низкая. Сейчас многие производители начали совершенствовать качество зеленого ПП, что позволяет использовать их даже для холодного водоснабжения.

Для фиксации трубопровода в горизонтальном положении применяются клипсы. В вертикальном — специальный хомут.
Подготовка к работе, температура «утюга»
Подготовка элементов к пайке представляет собой зачистку поверхностей, удаление посторонних мелких предметов, грязи, заусенцев, пыли, обезжиривание поверхностей с помощью специальных спиртовых, иных растворов. Подготовить нужно не только поверхность спаиваемых элементов, но и само помещение. Желательно, чтобы оно также было не пыльным.
Температура паяльника должна быть примерно 260-270°. Когда он нагреется, заранее подготовленные элементы нужно ровно надеть на насадки сварочного устройства. Если элемент «сядет» неровно, пайка будет некачественной — впоследствии возможны проблемы с использованием трубопровода. Этот процесс занимает несколько секунд. Точное время пайки полипропиленовых труб может варьироваться в зависимости от её толщины и степени исправности паяльника. Если устройство для сварки полипропиленовых труб греет слабо, то не спешите и дайте ему прогреться до необходимой температуры. Сделать соединение при слабом нагреве вы сможете, но в дальнейшем может возникнуть протечка. Детали, которые подлежат соединению друг с другом, должны нагреваться одновременно. Нагреваемая деталь должна быть вставлена в насадку до конца. Если вы не знаете расположение этого предела, заранее отметьте необходимое место с помощью маркера.

Перегрев элемента можно легко заметить: он станет очень мягким, при соединении сразу деформируется.
Ниже представлена таблица времени сварки полипропиленовых труб.
В ней приведены рекомендуемые показатели: температура нагрева полипропиленовых труб в зависимости их размера (объема); периоды соединения деталей и их охлаждения. Эти характеристики указаны, если температура места проведения работ не менее 20 градусов. Если температура ниже — время нагрева необходимо увеличить.
| Объем (см.) | Время нагрева (сек.) | Время сварки полипропиленовых труб (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Соединение элементов
При расплавлении материала элементы достают из насадок, и быстро, но аккуратно соединяют друг с другом с применением небольшой физической силы. Сильно надавливать и прокручивать элементы нельзя. Каждый производитель запрещает крутить детали. Однако, многие профессионалы позволяют себе это, но всего на несколько градусов. И только с целью вхождения одной детали в другую, так как иногда материалы очень «тугие» и налазят с трудом. Держать детали нужно в этот момент максимально ровно! В противном случае, шов может получится кривым, что потом скажется на качестве и герметичности. Если шов все-таки получился неровным, исправить это путем разъединения уже не получится. Единственный выход – вырезать некачественно сделанный шов и сваривать по новой. Если это случилось с фитингом, повторному использованию он уже не подлежит. Профессионалы начинают комплекс работ со сварки громоздких конструкций.

Выделяют виды сварки: диффузионная и муфтовая. Диффузионная сварка основана на принципах диффузии: соединение происходит путем взаимного проникновения элементов. Муфтовая сварка применяется для труб маленького диаметра с помощью специальных муфт, фитингов.
Соединенные элементы нужно остудить, выдержав их в неподвижном состоянии несколько минут. Только в этом случае, соединение будет качественным, герметичным и долго прослужит вам верой и правдой.
Таким образом, ничего сложного в сварке пластиковых труб нет. При соблюдении всех требований и правил, изложенных выше, работа получится качественной, трубопровод прослужит в хозяйстве немало времени, а вам удастся сэкономить на услугах специалистов в этой области. Хоть сначала и не обойдется без нескольких испорченных деталей. Восполнить их легко ввиду их небольшой стоимости, а для напоминания показателей времени и температуры всего есть таблица сварки полипропиленовых труб.
Ниже представлено видео-инструкция по сварке полипропиленовых труб.


Отправить ответ