
Технологический процесс может состоять из технологических операций
Технологическим процессом называется часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства, т. е. по изменению размеров, формы, свойств материалов, контроля и перемещения заготовки.
Совокупность научно и практически обоснованных методов и приемов, применяемых для превращения материалов в готовую продукцию данного производства, называется технологией этого производства.
Технологический процесс разрабатывается на основании чертежа изделия и отдельных его деталей и определяет последовательность операций: изготовление заготовок деталей — литье, ковка, штамповка или первичная обработка из прокатного материала; обработка заготовок на металлорежущих станках для получения деталей с окончательными размерами и формами; сборка узлов и агрегатов, т. е. соединение отдельных деталей в сборочные единицы и агрегаты; окончательная сборка всего изделия; регулирование и испытание изделия; окраска и отделка изделия.
На каждом этапе производственного процесса по отдельным операциям технологического процесса осуществляется контроль за изготовлением деталей в соответствии с техническими условиями.
Технологический процесс механической обработки должен проектироваться и выполняться таким образом, чтобы посредством наиболее рациональных и экономичных способов обработки удовлетворялись требования к деталям (точность обработки и шероховатость поверхностей, взаимное расположение осей и поверхностей, правильность контуров и т. д.), обеспечивающие правильную работу собранного изделия.
Согласно ГОСТ 3.1109—82 технологический процесс может быть проектным, рабочим, единичным, типовым, стандартным, временным, перспективным, маршрутным, операционным, маршрутно-операционным.
Для обеспечения наиболее рационального процесса механической обработки заготовки составляется план обработки с указанием, какие поверхности надо обработать, в каком порядке и какими способами.
В связи с этим весь процесс механической обработки расчленяется на отдельные составные части — технологические операции.
Технологической операцией называют законченную часть технологического процесса, выполняемую на одном рабочем месте.
В зависимости от размера партии изделий, их конструкции, уровня техники и организации производства данного предприятия операция может быть укрупненной и расчлененной.
Например, в единичном производстве всю сборку деталей в изделие зачастую выполняет один рабочий на одном рабочем месте, причем ее планируют как одну операцию. Эту же работу в крупносерийном и массовом производстве разделяют на целый ряд мелких самостоятельных операций, выполняемых разными рабочими на различных рабочих местах.
Объем операции имеет очень важное значение. Как правило, чем крупнее и сложнее операции, тем ниже производительность труда и тем более высокая квалификация рабочего требуется.
И, наоборот, чем больше крупная операция расчленена на мелкие, тем выше производительность труда и меньше стоимость обработки изделия. Расчленение крупной операции позволяет рабочему лучше приспособиться к выполнению простых однообразных приемов работы и применить специальные приспособления.
Операция, в свою очередь, делится на элементы, число которых изменяется в зависимости от объема и методов ее выполнения. Основными элементами операции являются установ, технологический переход, вспомогательный переход, рабочий ход, вспомогательный ход, позиция.
Установом называют часть технологической операции, выполняемую при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Например, фаски 2X60° у втулки, изображенной на рис. 3.1, а обрабатывают за два установа, сначала фаску снимают у одного конца отверстия (рис. 3.1, в), а затем, переставив заготовку и закрепив ее вновь, снимают фаску у другого конца (рис. 3.1, г).
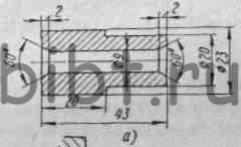
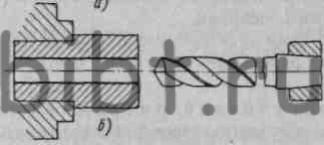
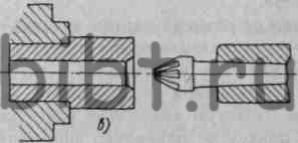
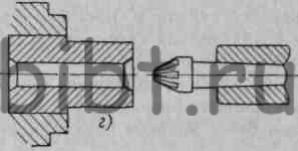
Рис. 3.1. Элементы операции
Технологическим переходом называют законченную часть технологической операции, характеризуемую постоянством применяемого инструмента и поверхностей, образуемых обработкой и соединяемых при сборке.
Когда изменится режим резания или режущий инструмент, начинается следующий переход.
Например, сверление отверстия Ø 9 мм у втулки (рис. 3.1, б) —первый переход (выполняется сверлом), а снятие фаски 2X60° (рис. 3.1, е) —второй переход (выполняется зенкером).
Вспомогательный переход — законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхности, но необходимы для выполнения технологического перехода. Примерами вспомогательных переходов являются установка заготовки, смена инструмента и т. д.
Изменение только одного из перечисленных элементов (обрабатываемой поверхности, инструмента или режима резания) определяет новый переход. Переход состоит из рабочих и вспомогательных ходов.
Под рабочим ходом понимают законченную часть технологического перехода, состоящую из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, шероховатости поверхности или свойств заготовки.
Вспомогательный ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождаемого изменением формы, размеров, шероховатости поверхности или свойств заготовки, но необходимого для выполнения рабочего хода.
Позицией называется каждое фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
Примером позиционной обработки заготовки может служить выполнение операции сверления отверстий и нарезание в них резьбы на трехпозиционном поворотном приспособлении, изображенном на рис. 3.2.
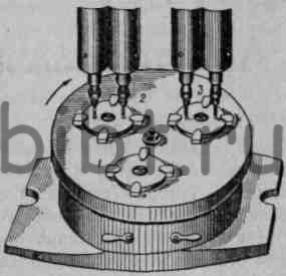
Рис. 3.2. Обработка отверстий на трехпозиционном приспособлении
На позиции 1 заготовку закрепляют, при повороте приспособления на позицию 2 на заготовке просверливают отверстия, затем при следующем повороте на позицию 3 в заготовке нарезают резьбу.
Операциям и переходам в технологической документации придают порядковые номера, причем операции обозначаются римскими цифрами, а переходы — арабскими. Порядковые номера переходов дают в каждой операции самостоятельно начиная с первого номера.
Установы обозначаются буквами, причем в каждой операции буквенное обозначение начинается с первой буквы алфавита. Ходы знаками не обозначают, но указывается их число.
Содержание операций и переходов с указанием их номеров и буквенных обозначений установок, наименования оборудования, приспособлений, инструментов, режимов работы, норм времени и другие данные, необходимые для выполнения технологического процесса, указываются в технологической документации.
Операции называются кратко по виду обработки.
Переходы излагаются подробно с указанием наименования, порядкового номера или размера обрабатываемой поверхности.
Для более ясного и точного представления способа обработки технологический процесс иллюстрируется эскизами переходов обработки со схематическим указанием поверхностей обработки, способа крепления детали на станке (в приспособлении), положения детали, приспособления и инструментов. Таким образом, эти эскизы изображают технологические наладки для обработки поверхностей детали. Эскиз дается для каждого перехода отдельно. Примеры переходов обработки отверстия приведены на рис. 3.3.
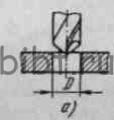
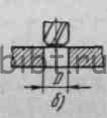
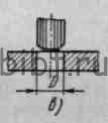
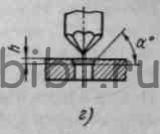
Рис. 3.3. Примеры переходов обработки:
а — сверлить отверстие Ø D,
б — зенкеровать отверстие Ø D,
в — развернуть отверстие Ø D начерно (начисто),
г — зенковать фаску h X a при обработке отверстия
Производственный процесс
Производственная деятельностьна предприятии называется производственным процессом.
Производственный процесспо ГОСТ 14.004 ¾ 83 ¾ это совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления и ремонта продукции.
Производственный процесс в машиностроении включает: получение и хранение исходных материалов и полуфабрикатов, изготовление и сборку изделий, контроль качества продукции, маркировку, упаковку и хранение готовых изделий, транспортировку продукции на всех этапах ее изготовления, организацию и управление производством, снабжение и обслуживание рабочих мест, участков и цехов, технологическую подготовку производства, календарное планирование производственного процесса, обеспечение кадрами – рабочими и ИТР и многое другоё.
Производственный процесс осуществляется на машиностроительном предприятии или заводе. На машиностроительных заводах используются самые разнообразные методы получения и обработки изделий: литьё, ковка, штамповка, сварка, резание, термообработка, сборка и. т. д. Однако, методы механической обработки заготовок резанием со снятием стружки и сборка изделий являются доминирующими. Примерно до 60% от общего времени затрачивается на обработку этими методами. Поэтому производство на машиностроительных заводах называется еще механосборочным.
Структурным подразделением завода является цех. В состав машиностроительного завода входят самые разнообразные цеха, которые делятся на следующие группы:
1. Заготовительные: литейные и кузнечные. В литейных цехах производится получение отливок из черных и цветных металлов. В кузнечных цехах — ковка и штамповка заготовок.
2. Обрабатывающие: механические, сборочные, термические и др.
3. Вспомогательные: инструментальные, ремонтные, модельные и др.
Структура машиностроительного предприятия подробно изучается в курсе проектирование машиностроительного производства.
Заводские цеха поделены на производственные участки. Участок образован из рабочих мест.
Рабочее местопо ГОСТ 14.004 ¾ 83 является элементарной структурной единицей предприятия, где размещены исполнители работы, обслуживаемое технологическое оборудование, часть конвейера, на ограниченное время оснастка и предметы труда. Иными словами, рабочее место — это часть производственной площади, оборудованной в соответствии с выполняемой на ней работой.
Технологическим процессом называется часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
В результате этих действий последовательно изменяются и контролируются размеры, форма, шероховатость поверхности, внешний вид и внутренние свойства изделий.
В зависимости от вида действий различают технологические процессы механической обработки, сборки, литья, обработки давлением, термообработки, нанесения покрытий и. т. д.
Технологический процесс состоит из технологических операций.
Технологической операцией называется законченная часть технологического процесса, выполняемая на одном рабочем месте над одним изделием без перехода к обработке другого изделия.
Операция может включать неоднократную установку и снятие заготовки, смену инструмента, вида обработки, приспособлений, контрольно-измерительных устройств и. т. д.
В документации на технологический процесс наименование операции механической обработки записывается именем прилагательным от станочной группы, к которой принадлежит используемый на данной операции станок. Например: токарная, фрезерная, сверлильная и. т. д. Нумеруются операции цифрами кратными 5. Например: 005, 010, 015 и. т. д. Это необходимо для резервирования позиций в случае внесения изменений в технологический процесс.
Последовательность технологических операций обработки или сборки изделий, записанных в порядке их выполнения называется технологическим маршрутом.
Согласно ГОСТ 3.1109 ¾ 82 технологическая операция состоит из следующих элементов:
Установ — это часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы. Если операция выполняется полностью при неизменном закреплении заготовки, то говорят, что она выполняется за один установ.
Технологический переход– это законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
При механической обработке в пределах одного технологического перехода остаются неизменными обрабатываемая поверхность, инструмент и режимы работы станка. Наименование технологического перехода записывается глаголом в неопределенной форме, который соответствует методу механической обработки. Например: точить, сверлить, фрезеровать и. т. д.
Вспомогательный переход – это законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода.
Примерами вспомогательного перехода являются установка, снятие и выверка заготовки на станке, настройка станка и.т. д. Наименование вспомогательного перехода записывается глаголом в неопределенной форме, который соответствует выполняемому действию. Например, установить, выверить, снять, закрепить, и т. д. Все переходы нумеруются цифрами 1, 2, 3,…
Структурными элементами технологического перехода являются рабочий ход и вспомогательный ход.
Рабочий ход – это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемая изменениями формы, размеров, качества поверхности или свойств заготовки.
Вспомогательный ход – это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода. Примером вспомогательного хода является подвод инструмента к заготовке.
Структурным элементом перехода является прием.
Прием –этозаконченная совокупность действий человека, необходимых для выполнения перехода или его части и объединенных одним целевым назначением.
Например, вспомогательный переход «установить и снять заготовку» включает следующие приемы: взять заготовку, установить ее в приспособление, закрепить, включить вращение шпинделя станка, подвести инструмент, включить подачу, выключить подачу, отвести инструмент, выключить вращение шпинделя станка (после обработки), открепить заготовку, снять заготовку со станка.
При обработке заготовок на станках револьверного типа, в которых инструмент или заготовка закрепляются в различных поворотных устройствах, структурным элементом технологической операции является позиция.
Позиция – это фиксированное положение, занимаемое закрепленной заготовкой или собираемой сборочной единицей относительно инструмента или неподвижной части оборудования при выполнении определенной части операции.
Изменение позиции заготовки относительно инструмента производится с помощью различных поворотных устройств и на станках револьверноготипа.
В технологической документации правила записи содержания операций и переходов при обработке резанием определены ГОСТ 3.1702 ¾ 79.
Запись содержания операции выполняется в форме маршрутного или операционного описания. При маршрутном описании не предусматривается разделение операции на переходы. При операционном описании в операции приводится содержание каждого перехода.
Согласно ГОСТ 3.1702 ¾ 79 в содержание операции при маршрутном описании должно быть включено:
1. Ключевое слово, характеризующее метод обработки, выраженное глаголом в неопределенной форме, например: точить, сверлить, фрезеровать и. т. д.
2. Дополнительная информация в виде указания количества последовательно или одновременно обрабатываемых поверхностей, например 4 отверстия.
3. Дополнительная информация характеризующая обрабатываемую поверхность, например: глухое, сквозное кольцевая.
4. Наименование обрабатываемой поверхности, конструктивных элементов или предметов производства, например: поверхность, буртик, галтель, заготовка.
5. Информация по размерам или их условным обозначениям, например: размеры d1 =…, d2 =…, l1 =…, l2 =…или размеры 1, 2, 3, 4, пронумерованные на чертеже.
6. Дополнительная информация характера обработки, например: одновременно, предварительно, окончательно, последовательно, одновременно, по копиру, согласно чертежу и. т. д.
Представленная запись операции называется полной и применяется при отсутствии графических иллюстраций к операции. При наличии графических иллюстраций применяют сокращенную запись. В этом случае в содержание операции включают п.п. 1; 4; 5.
Рассмотрим структуру операции и ее запись на следующем примерах.
Пример 1. Пусть требуется получить отверстие в сплошной заготовке (без отверстия) по чертежу на рис.2.4, а в размер d = 20Н8. Отверстия такого размера и точности можно получить последовательной обработкой: сверлением, зенкерованием и развертыванием на вертикально-сверлильном станке.
При обработке используется следующая технология: заготовку устанавливают в самоцентрирующем трехкулачковом патроне, который обеспечивает зажим заготовки и совмещение ее оси с осью вращения шпинделя. В шпиндель устанавливают сверло диаметром 18 мм, которым сверлят отверстие в сплошном материале. Затем меняют сверло на зенкер и зенкеруют отверстие в размер 19,8 мм. Затем меняют зенкер на развертку, переключают частоту вращения шпинделя и развертывают отверстие в размер d = 20Н8. Далее заготовку открепляют и снимают со станка. Эскиз операции приведен на рис. 2.4.1,б.
При маршрутном описании полная запись содержания операции будет выглядеть так:
Сверлить, зенкеровать и развернуть сквозное отверстие, выдерживая размеры d =18; d= 19,8; d = 20Н8, последовательно, согласно чертежу.
При сокращенной записи будем иметь
Сверлить, зенкеровать и развернуть отверстие d = 20Н8.
 |
 |
При операционном описании полная запись содержания операции будет выглядеть следующим образом:
1. Установить и снять.
2. Сверлить отверстие, выдерживая размер d =18.
3. Зенкеровать отверстие, выдерживая размер d =19,8.
4. Развернуть отверстие, выдерживая размер d =20Н8
Рассмотренная операция содержит три технологических перехода и ряд вспомогательных. Вспомогательные переходы по установке и снятию заготовки принято объединять в один: «Установить и снять». Вспомогательные переходы по замене инструмента объединены с технологическими переходами и отдельно не прописаны. Все переходы выполняются последовательно. Каждый технологический переход состоит из рабочего хода, связанного с обработкой отверстия, например сверления и вспомогательного хода, связанного с подводом инструмента к заготовке.
Каждый технологический и вспомогательный переход включает комплекс приемов. Так вспомогательный переход «Установить и снять» включает следующие приемы: взять заготовку, установить ее в приспособление, закрепить, включить вращение шпинделя, выключить вращение шпинделя после обработки, открепить заготовку, вынуть ее из приспособления и снять ее со станка.
Технологический переход «сверлить отверстие …» включает следующие приемы: подвести сверло к заготовке, включить подачу и произвести сверление на необходимую глубину, выключить подачу. Вывести сверло из отверстия, и вернуть его в исходное положение.
Вспомогательный переход по замене инструмента состоит из следующих приемов: выключить вращение шпинделя, вынуть инструмент, установить новый инструмент, переключить, если требуется подачу, включить вращение шпинделя.
Можно построить операцию с другой структурой, в которой все переходы будут выполняться параллельно, для этого вертикально-сверлильный станок оснащается поворотным столом с четырьмя приспособлениями и трехшпиндельной сверлильной головкой: первый шпиндель для сверла, второй – для зенкера и третий для развертки. Шпиндели имеют разную частоту вращения, но одинаковую вертикальную подачу.
Схема этой операции приведена на рис. 2.4.1., в. Согласно схеме, на данной операции обрабатываются одновременно три детали. Обработка производится следующим образом. В первой позиции производится установка заготовки и снятие уже готовой детали. Вторая, третья и четвертая позиции используются для сверления, зенкерования и развертывания. Перемещение детали из позиции в позицию производится с помощью поворотного стола. Позиции обозначены римскими цифрами. Таким образом, операция имеет параллельную структуру. Технологические переходы совмещены и выполняются за один установ. Полная запись содержания операции при маршрутном описании выглядит следующим образом:
Сверлить, зенкеровать и развернуть сквозное отверстие, выдерживая размеры d =18; d= 19,8; d = 20Н8, одновременно, согласно чертежу.
При операционном описании полная запись операции будет выглядеть так
1. Установить и снять
2. Сверлить отверстие, выдерживая размер d =18
3. Зенкеровать отверстие, выдерживая размер d =19,8
4. Развернуть отверстие, выдерживая размер d =20Н8
Пример 2. Пусть требуется обработать валик по чертежу (рис. 2.4.2.,а).
 |
Чертеж заготовки представлен на рис. 5.2, б. Операция выполняется за два установа Эскизы установов представлены, на рис. 5.2,в и рис. 5.2,г.
При маршрутном описании полная запись содержания операции будет выглядеть так:
Точить наружные поверхности, выдерживая размеры 1, 2 и 3, последовательно, согласно чертежу.
При операционном описании будем иметь следующую запись:
1.Установить и снять.
2.Точить поверхность, выдерживая размер 1
3.Точить поверхность, выдерживая размер 2
4.Переустановить
5.Точить поверхность, выдерживая размер 3
Пример технологического маршрута механической обработки втулки с записью содержания операций представлен в таблице 18.8.
Дата добавления: 2014-01-06 ; Просмотров: 259 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Технологический процесс обычно расчленяется на части, называемые операциями.
Технологической операцией называют законченную часть технологического процесса, выполняемую на одном рабочем месте. Операция охватывает все действия оборудования и рабочих над одним или несколькими совместно обрабатываемыми или собираемыми объектами производства. Так при обработке на станках операция включает все действия рабочего по управлению станком, а также автоматические движения станка, связанные с процессом обработки заготовки до момента снятия ее со станка и перехода к обработке другой заготовки.
Операция характеризуется неизменностью рабочего места, технологического оборудования, предмета труда и исполнителя. При изменении одного из этих условий имеет место новая операция.
Содержание операции определяется многими факторами и, прежде всего, факторами организационного и экономического характера. Диапазон работ, входящих в состав операции, может быть достаточно широк. Операцию может составлять обработка всего лишь одной поверхности на отдельном станке. Например, фрезерование шпоночной канавки на вертикально-фрезерном станке. Изготовление сложной корпусной детали на автоматической линии, состоящей из нескольких десятков станков и имеющей единую систему управления, будет являться также операцией.
Технологическая операция является основным элементом производственного планирования и учета. По операциям определяют трудоемкость процесса, необходимое оборудование, инструмент, приспособления, квалификацию рабочих. На каждую операцию составляется вся плановая, учетная и технологическая документация.
Операции, входящие в состав технологического процесса, выполняют в определенной последовательности. Содержание, состав и последовательность выполнения операций определяют структуру технологического процесса.
Последовательность прохождения заготовки детали или сборочной единицы по цехам и производственным участкам предприятия при выполнении технологического процесса изготовления или ремонта называют технологическим маршрутом.
Различают межцеховой и внутрицеховой технологические маршруты.
Структура операции предполагает расчленение ее на составные элементы – установы, позиции и переходы.
Для обработки заготовки ее необходимо установить и закрепить в приспособлении, на столе станка или другом виде оборудования. При сборке то же самое следует проделать с деталью, к которой должны быть присоединены другие детали.
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
При каждом повторном снятии заготовки и последующем ее закреплении на станке или же при повороте заготовки на какой-либо угол для обработки новой поверхности имеет место новый установ.
В зависимости от конструктивных особенностей изделия и содержания операции она может быть выполнена либо с одного, либо с нескольких установов. В технологической документации установы обозначаются буквами А, Б, В и т.д. Например, при обработке вала на фрезерно-центровальном станке фрезерование торцов вала с двух сторон и их зацентровку выполняют последовательно за один установ заготовки. Полная обработка заготовки вала на токарно-винторезном станке может быть осуществлена только с двух установов заготовки в центрах станка, так как после обработки заготовки с одной стороны (установ А) ее необходимо открепить, перевернуть и установить в новом положении (установ Б) для обработки с другой стороны. В случае поворота заготовки без снятия ее со станка необходимо указывать угол поворота: 45 о , 60 о и т.д.
Установленная и закрепленная заготовка в случае необходимости может изменять свое положение на станке относительно инструмента или рабочих органов станка под воздействием устройств линейных перемещений или поворотных устройств, занимая новую позицию.
Позицией называется каждое отдельное фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции. При обработке заготовки, например, на токарно-револьверном станке позицией будет каждое новое положение револьверной головки. При обработке на многошпиндельных автоматах и полуавтоматах неизменно закрепленная заготовка занимает различные позиции относительно станка путем вращения стола, последовательно подводящего заготовку к разным инструментам.
Технологический переход – законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке. Технологический переход, таким образом, характеризует постоянство применяемого инструмента, поверхностей, образуемых обработкой или соединяемых при сборке, а также неизменность технологического режима.
Например, технологическими переходами будут являться получение отверстия в заготовке при обработке спиральным сверлом, получение плоской поверхности детали фрезерованием и т.п. Последовательная обработка одного и того же отверстия в корпусе редуктора расточным резцом, зенкером и разверткой будет состоять соответственно из трех технологических переходов, поскольку при обработке каждым инструментом образуется новая поверхность.
В токарной операции, схема которой показана на рис. 11,а, выполняются два технологических перехода. Такие переходы называют простыми или элементарными. Совокупность переходов, когда в работе одновременно участвуют несколько инструментов, называют совмещенным переходом (рис. 11,б). При этом все инструменты работают с одинаковой подачей и частотой вращения. В случае, когда происходит изменение последовательно обрабатываемых поверхностей одним инструментом с изменением режимов резания (скорости при обработке на гидрокопировальных станках или скорости и подачи на станках с ЧПУ) при одном рабочем ходе инструмента имеет место сложный переход.
Технологические переходы при этом могут выполняться последовательно (рис. 11,а) или параллельно-последовательно (рис. 11,б).
При обработке заготовок на станках с ЧПУ несколько поверхностей могут последовательно обрабатываться одним инструментом (например, подрезным резцом) при его движении по траектории, задаваемой управляющей программой. В этом случае говорят, что указанная совокупность поверхностей обрабатывается в результате выполнения инструментального перехода.
Примерами технологических переходов в сборочных процессах могут служить работы, связанные с соединением отдельных деталей машины: приданием им требуемого относительного положения, проверкой достигнутого положения и его фиксацией с помощью крепежных деталей. При этом постановку каждой крепежной детали (например, винта, болта или гайки) следует рассматривать как отдельный технологический переход, а одновременное закручивание нескольких гаек с помощью многошпиндельного гайковерта – как совмещение технологических переходов.
Технологическая операция в зависимости от организации технологического процесса может быть осуществлена на основе концентрации или дифференциации технологических переходов. При концентрации переходов структура операции включает максимально возможное при заданных условиях количество технологических переходов. Такая организация операции сокращает количество операций в технологическом процессе. В предельном случае технологический процесс может состоять лишь из одной технологической операции, включающей все переходы, необходимые для изготовления детали. При дифференциации переходов стремятся к уменьшению количества переходов, входящих в технологическую операцию. Пределом дифференциации является такое построение технологического процесса, когда в состав каждой операции входит лишь один технологический переход.
Характерной особенностью технологического перехода в любых процессах (кроме аппаратурных) является возможность его обособления на отдельном рабочем месте, т.е. выделение его в виде самостоятельной операции. В случае однопереходной операции понятие операции может совпадать с понятием перехода.
При организации процесса обработки по принципу дифференциации построения операции (а не перехода) технологический процесс расчленяется на одно-, двух-переходные операции, подчиняющиеся по продолжительности такту выпуска. Если операции (например, зубофрезерная, шлицефрезерная) по длительности выходят за пределы такта выпуска, то ставят станки-дублеры. Следовательно, пределом дифференциации служит такт выпуска.
Принцип концентрации операций подразделяется на принцип параллельной концентрации и последовательной. И в том и в другом случае в одной операции концентрируется большое количество технологических переходов, но они распределяются по позициям таким образом, чтобы время обработки на каждой операции было примерно равно или было меньше такта выпуска. По наибольшему времени по позициям будет определяться норма времени на операцию. По принципу последовательной концентрации все переходы выполняются последовательно, а время обработки определяется суммарным временем по всем переходам.
Технологический переход при обработке резанием может состоять из нескольких рабочих ходов.
Под рабочим ходом понимают законченную часть технологического перехода, состоящую из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности или свойств заготовки. Количество рабочих ходов, выполняемых в одном технологическом переходе, выбирают, исходя из обеспечения оптимальных условий обработки, например уменьшения глубины резания при съеме значительных слоев материала.
Примером рабочего хода на токарном станке является снятие резцом одного слоя стружки непрерывно, на строгальном – снятие одного слоя металла по всей поверхности, на сверлильном – сверление отверстия на заданную глубину.
Рабочие ходы имеют место в тех случаях, когда величина припуска превышает возможную глубину резания и его приходится снимать за несколько рабочих ходов.
При повторении одной и той же работы, например, сверление четырех одинаковых отверстий последовательно, имеет место один технологический переход, выполняемый за 4 рабочих хода; если же эти отверстия выполняются одновременно, то имеет место 4 совмещенных рабочих хода и один технологический переход.
В состав операции входят также элементы, связанные с выполнением вспомогательных движений и необходимые для осуществления технологического процесса. К ним относятся вспомогательные переходы и приемы.
Вспомогательный переход – законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров или свойств поверхности, но необходимы для выполнения технологического перехода.
К вспомогательным переходам относятся, например, закрепление заготовки на станке или в приспособлении, смена инструмента, перемещение инструмента между позициями и др. Для сборочных процессов вспомогательными могут считаться переходы по установке базирующей детали на сборочном стенде или в приспособлении на конвейере, перемещение к ней присоединяемых деталей и др.
Для выполнения технологической операции необходимы также вспомогательные ходы и приемы.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода.
Под приемом понимают законченную совокупность действий рабочего, применяемых при выполнении перехода или его части и объединенных одним целевым назначением. Например, вспомогательный переход «установить заготовку в приспособлении» состоит из следующих приемов: взять заготовку из тары, установить в приспособление, закрепить.
Вспомогательные ходы и приемы учитываются при изучении затрат вспомогательного времени на выполнение операции.
Любой технологический процесс протекает во времени. Интервал календарного времени от начала до конца какой-либо периодически повторяющейся технологической операции независимо от числа одновременно изготовляемых или ремонтируемых изделий называется циклом технологической операции.
Подготовку технологического оборудования и технологической оснастки к выполнению технологической операции называют наладкой. К наладке относятся установка приспособления, переключение скорости или подачи, настройка заданной температуры и т.д. Дополнительную регулировку технологического оборудования и (или) оснастки в процессе работы для восстановления достигнутых при наладке значений параметров называют подналадкой.


Отправить ответ