
Технология сварки титана и его сплавов
Содержание:
- 1 Немного общих сведений
- 2 Титан и его сплавы
- 3 Технологические особенности сварки
- 4 Сварка аргоном титана
- 5 Сварка титана и его сплавов: технология
- 6 В процессе сварки
- 7 Еще кое-что
- 8 Сварка титана и его сплавов – технология и особенности
- 8.1 Требование к сварочному рабочему месту при сварке титана
- 8.2 Процессы аргонодуговой TIG и полуавтоматической MIG сварки титана
- 8.3 Источники питания
- 8.4 Инертный защитный газ
- 8.5 Первичная защита расплавленной сварочной ванны
- 8.6 Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
- 8.7 Защита обратной стороны сварочного шва
- 8.8 Очистка поверхности и присадочного металла перед сваркой
- 8.9 Технология TIG сварки титана и его сплавов
- 8.10 Цвет сварочного шва титана отображает его качество
- 9 Особенности сварки титана и сплавов на его основе
- 10 Способы сварки титана и его сплавов
- 11 Подготовительные операции
- 12 Технология и режимы сварки
- 12.1 Ручная дуговая сварка
- 12.2 Автоматическая сварка
- 12.3 Режимы аргонодуговой сварки титана
- 12.4 Режимы сварки титана под флюсом
- 12.5 Электрошлаковая сварка титановых сплавов
- 12.6 Контактная сварка титана
- 12.7 Режимы стыковой сварки титана
- 12.8 Точечная сварка титана
- 12.9 Шовная роликовая сварка титана
- 12.10 Режимы конденсаторной стыковой сварки титановых труб
- 13 Возможные дефекты при сварке
В авиации, судостроении, машиностроении и в некоторых других отраслях промышленности для изготовления сложных и ответственных узлов используют такие дорогостоящие материалы, как титан. Он хорош не только своим небольшим весом, но и тем, что данный металл не подвергается коррозионным процессам. Давайте более подробно рассмотрим, что же такое титан. Сварка титана – это довольно интересная тема для разговора, об этом и пойдет речь.

Немного общих сведений
Просто так взять и использовать кусок титана получается редко. Зачастую его предварительно обрабатывают. Стоит понимать, что обычно он подвергается сварке. Но так как данный металл относится к труднообрабатываемым, то специалисты столкнулись с проблемой разрушения материала при температуре от 400 градусов по Цельсию под воздействием водяного пара, кислорода, а также азота. Сам по себе процесс является достаточно сложным, так как необходимо соблюдать большое количество технологических правил, да и не любой вид сварки подходит для обработки данного металла. В любом случае, сегодня научились обрабатывать титан. Сварка титана осуществляется несколькими методами:
- электронным лучом;
- дуговым флюсом;
- аргоном.
В настоящее время популярностью пользуются все методы, но наибольшее распространение получила аргонная сварка по нескольким причинам, о которых мы поговорим немного позже.

Титан и его сплавы
Данный металл в природе достаточно распространен. Многие говорят о том, что его мало, но это смотря с чем сравнивать. В любом случае, количество титана в земной коре больше, нежели меди или свинца. Это весьма прочный металл. В чистом виде его прочность достигает 337 МПа, а в сплаве порядка 1 250 МПа. Температура плавления титана – 1668 градусов по Цельсию.
При нормальных температурах он устойчив к коррозии и работает в агрессивных средах. Тем не менее при достижении температуры 400 градусов по Цельсию его эксплуатационные свойства резко падают. Он вступает в бурную реакцию с азотом, начинает окисляться кислородом и водяным паром, что сильно ограничивает сферу его применения. Примечательно то, что материал совершенно не склонен к образованию горячих трещин во время сварки, однако его зерно становится крупнее, что ухудшает технические характеристики металла и качество шва. В принципе, мы немного разобрались с тем, что такое титан. Сварка титана – вот, что еще интересно. Давайте об этом и поговорим.
Технологические особенности сварки
В настоящее время нельзя говорить о том, что титан является редкостью в том или ином изделии. С ним работает достаточно много производителей из самых различных отраслей. Но необходимо понимать, что титан – активный химический элемент. Это говорит о том, что использование обычной сварки недопустимо. Обусловлено это тем, что в процессе попадают загрязнения в виде карбидов и нитридов, которые понижают эксплуатационные свойства материала.

Поэтому основное условие при сварке – полная изоляция от окружающей среды. К таковым относится: кислород, азот, водород и другие. Кроме того, сварочные работы должны производиться на относительно больших скоростях. При длительном нагревании зерна в кристаллической решетке расширяются, что значительно повышает хрупкость. В любом случае, сварка титана, технология которой более подробно будет рассмотрена ниже – сложный и ответственный процесс. Ну а сейчас пойдем дальше.
Сварка аргоном титана
Аргонный вид сварки данного металла наиболее популярен среди специалистов во всем мире. Обусловлено это тем, что тут не используются флюсы и электроды, следовательно, выполняются более тонкие и сложные сварочные работы. Кроме того, аргонный метод получения сварных соединений относится к высококачественным видам сварки. При соблюдении технологии получается шов высокого качества.
Нельзя не сказать и об универсальности аргонной сварки. Она заключается в том, что тут есть возможность обработки как крупногабаритных конструкций, так и деталей небольшого размера. Шов при этом получается одинаково качественный. Кроме того, сварка аргоном титана хороша еще и тем, что можно работать на малом токе, а это позволяет сваривать материал толщиной от 0,5 мм. Аргон позволяет восстанавливать детали, утратившие свои первоначальные объемы.

Сварка титана и его сплавов: технология
Работы должны выполняться квалифицированным специалистом при наличии соответствующего оборудования. Кроме того, данный процесс многоэтапный. Все стадии должны идти в строго установленной последовательности и выполняться согласно нормам.
Первый этап – подготовительный. На этой стадии необходимо зачистить поверхность металла. При этом крайне важно удалить оксидную пленку. Кромки обычно обрабатывают методом газокислородной резки. Деталь или заготовка обрабатывается фтором и кислотой (соляной). При этом должна поддерживаться постоянная температура 60 градусов по Цельсию. Тут крайне важно обеспечить защиту обрабатываемого металла от реакции с атмосферным воздухом как с наружной, так и с тыльной стороны. Для этого подойдут медные или стальные прокладки, которые нужно прикладывать к шву. Помимо прокладок допустимо использование защитных козырьков и специальных насадок.
В процессе сварки
Процесс протекает на постоянном токе. В горелку устанавливается специальный вольфрамовый электрод. Когда металл вступает в контакт с электрической дугой, образуется сварочная ванна. Температура в ней нередко достигает 6 тысяч градусов по Цельсию.
Под давлением сварочной дуги расплавленный титан несколько оттесняется. Получается так, что горелка горит в углублении. Это можно считать преимуществом, так как значительно улучшается проплавляющая способность. Кроме того, постоянно нагнетается аргон, который обеспечивает надежную защиту от воздействия кислорода, азота и других вредных примесей.
Еще кое-что
Примерно так и обрабатывается титан. Холодная сварка подразумевает использование присадочной проволоки только в том случае, если толщина металла превышает 1,5 мм. Если же толщина достигает 10-15 мм, то сварка выполняется погруженной дугой в один проход. Если работы были выполнены с соблюдением технологии, то шов не потребуется обрабатывать от шлаков. Он будет ровный и качественный. Такие соединения отличаются высокой герметичностью и долговечностью.

Дуговая сварка под флюсом появилась относительно недавно. Метод основан на изоляции материала от внешней среды специальными флюсами. Флюс представляет собой некую пасту. Чаще всего используют АНТ-А различных модификаций. Особенность способа заключается в том, что удалось добиться лучшей структуры кристаллической решетки, нежели при сварке в инертной среде. Поэтому предпочтительно именно так обрабатывать титан. Сварка титана таким методом не ухудшает эксплуатационные характеристики детали.
Электронно-лучевая сварка имеет большое количество недостатков. Но есть один существенный плюс, который заключается в полной защите металла от внешней среды. Это позволяет получить очень качественную кристаллическую решетку. При этом процесс протекает при большой скорости, что значительно снижает энергоемкость выполняемых работ. Есть еще и электрошлаковая сварка, которая на сегодняшний день не получила должного распространения. Ее особенность заключается в том, что в процессе используются электроды такого же материала, как и свариваемая поверхность.

Теперь вы имеете общее представление о том, что такое сварка. Титан, инверторная сварка для которого широко используется, обладает уникальными техническими характеристиками. Именно поэтому его используют там, где не подходит сталь или другие металлы. Но высокая стоимость оборудования для выполнения сварочных работ, энергоемкость процесса, а также многие другие отрицательные факторы не способствуют развитию использования данного металла. Тем не менее некоторые компании постоянно стараются сделать как можно больше для того, чтобы было проще и легче получить качественный шов. К примеру, лидером по продажам присадок является фирма «Эльф филлинг» — «Титан». Холодная сварка с помощью данной компании становится не такой сложной и длительной. Конечно, новичок все равно не справится с такой задачей, а вот специалисту будет куда проще выполнить свою работу. В принципе, это все, что можно рассказать о сварке такого металла, как титан.
Офицальный представитель
Made in Germany
Статьи о сварке
- Сварочные процессы
- Ручная дуговая сварка
- Аргонодуговая TIG сварка
- Полуавтоматическая MIG/MAG сварка
- 10 ошибок сварочного процесса и простые пути их решения
- Сварочное оборудование и материалы
- Подбор оптимального сварочного аппарата
- Как выбрать сварочный инвертор
- Как выбрать сварочный инвертор (продолжение)
- Цикл сварки, ПВ
- Сварочная горелка для полуавтомата
- Сварочные контактные наконечники и сопла для сварки
- Выбор сварочного защитного газа
- Правильный выбор сварочной проволоки
- Важное средство защиты — сварочная маска
- Сварка металлов
- Электродуговая сварка стали
- Сварка нержавеющей стали
- Сварка алюминия
- Сварка чугуна
- Сварка титана и его сплавов – технология и особенности
- Сварка меди и медных сплавов
- Автоматизация и роботизация
- Автоматизация сварки: гибкая или фиксированная система?
- Сварка балок
- 5 положений при выборе, эксплуатации и техническом обслуживании сварочного позиционера
- Задание реалистичных целей для проектов роботизированной сварки
- Роботизированная TIG сварка
- Технология тандем сварки
- Промышленные роботы. Сварочные роботы в автоматизации процессов
- Сварочные роботы и бережливое производство
- Разное о сварке
- Основные виды сварных соединений и швов
- Виды дефектов сварных швов и методы их устранения
- Электродуговая сварка труб
- Плазменная резка металла
- Индивидуальные средства защиты сварщика
- Сварочная дуга и ее характеристики
- Предназначение подающего механизма для полуавтоматической электросварки
- Контактная сварка
- Виды контактной сварки
- Устройства для ручной точечной сварки
Читайте также.
Рассылка новых материалов
ПОДПИСЫВАЙСЯ вКонтакте!
Сварка титана и его сплавов – технология и особенности
- размер шрифта уменьшить размер шрифта
 увеличить размер шрифта
увеличить размер шрифта
Изготовление изделий из титана при помощи сварки в настоящее время является обычным процессом для многих производителей. Давно признано, что титан не является экзотическим металлом и не требует для его сварки особенных процессов и технологий. Понятно, что титан сваривается так же, как и другие высококачественные металлы, при условии принятия во внимание его уникальных свойств.
 Существуют важные различия между титаном и сталью:
Существуют важные различия между титаном и сталью:
— низкая плотность титана
— низкий модуль упругости
— высокая температура плавления титана
— низкая пластичность титана
Компенсация этих различий позволяет сварку титана и его сплавов, используя методы, аналогичные, например, сварке нержавеющей стали или сплавов на основе никеля.
В этой статье мы рассмотрим общие операции и технологии, используемые при сварке титана. Предоставленная информация предназначена для использования в качестве руководящих принципов.
Требование к сварочному рабочему месту при сварке титана
Титан является химически активным металлом, который образует сварное соединение с менее оптимальными свойствами. Поверхность титана содержит хрупкие карбиды, нитриды и оксиды, каждый из которых, нагреваясь и охлаждаясь на воздухе, может снизить сопротивление усталости и прочность сварного шва и зоны термического влияния (ЗТВ). Мало того, что требуется постоянная защита свариваемой поверхности, необходимо также защита обратной стороны сварного шва.
При сварке титана и его сплавов требуется уделить особое внимание чистоте рабочего места. Для сварочных цехов, где производятся работы с различными металлами, необходимо выделить специальную область, которая будет использоваться специально для сварки титана. Место, отведенное для этого, должно быть защищено от потоков воздуха, влаги, пыли, жира и других загрязнений, которые могут препятствовать качественной сварке. Это место должно быть защищено от воздействия таких процессов, как зачистка, резка и окраска. Кроме того, должна быть под контролем и влажность воздуха.
Процессы аргонодуговой TIG и полуавтоматической MIG сварки титана
Титан и его сплавы свариваются несколькими процессами. Наиболее частым видом сварки является аргонодуговая сварка TIG вольфрамовым электродом и полуавтоматическая MIG сварка. Так же можно встретить применение таких процессов как плазменная сварка, электронно-лучевая сварка и сварка трением, но эти процессы используются в ограниченной степени. Описанные в этой статье технологии сварки титана и основные принципы будут касаться в первую очередь TIG и MIG сварки титана.
При правильной технологии сварки титана, получаемые сварные соединения являются коррозионно-стойкими, как и основной металл. Наоборот, неправильно сваренные швы могут стать хрупкими и менее коррозионно-стойкими по сравнению с основным металлом.
Технологии и оборудование, используемые при сварке титана аналогичны тем, которые требуются для других высококачественных материалов, таких как нержавеющая сталь или сплавы на основе никеля. Титан, однако, требует большего внимания к чистоте и использованию вспомогательного инертного газа. Расплавленный металл сварного шва титана должен быть полностью защищен от взаимодействия воздуха. Кроме того, горячая околошовная зона и корень сварочного шва должны быть постоянно защищены также и во время остывания до температуры 427 °C.
Процесс TIG может быть использован для стыковых соединений без подачи присадочного материала при толщине листа примерно до 3 мм. Сварка более толстого металла, как правило, требует использования присадочного металла и разделки кромок. Тут уже можно использовать TIG сварку с подачей проволоки или полуавтоматическую MIG сварку. Полуавтоматическая сварка является наиболее экономичной и производительной при толщинах титана от 10 мм. Если используется процесс TIG, то следует проявлять осторожность, чтобы предотвратить контакт вольфрамового электрода со сварочной ванной. Тем самым предотвращая попадание частиц вольфрама в сварочный шов.
Источники питания
Источник питания постоянного тока DC прямой полярности (DCSP) используется для TIG сварки титана. Для MIG сварки требуется источник тока обратной полярности (DCRP). На сварочной горелке должно быть дистанционное управление силой тока, чтобы не нарушать процесс сварки и контролировать охлаждение сварного шва при помощи защиты инертным сварочным газом. Желательной характеристикой аппарата для TIG сварки титана является ножная педаль управления током, высокочастотным зажиганием и таймерами защитного газа, для предварительного и окончательного продува.
Инертный защитный газ
Защита должна быть постоянной для титановых сварных соединений до их остывания до температуры 427 °C, а также расплавленной сварочной ванны в целях предотвращения взаимодействия с воздухом. Как для TIG сварки, так и для MIG сварки в качестве защитного газа и для обеспечения необходимой защиты применяется аргон или гелий.
Защитный газ необходим:
- Первичная защита расплавленной сварочной ванны
- Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
- Защита обратной стороны сварочного шва
Первичная защита расплавленной сварочной ванны
 Первичная защита обеспечивается правильным выбором сварочной горелки. Горелки для аргонодуговой TIG сварки титана и его сплавов должны быть оснащены большим (18-25 мм) керамическим соплом и газовой линзой.
Первичная защита обеспечивается правильным выбором сварочной горелки. Горелки для аргонодуговой TIG сварки титана и его сплавов должны быть оснащены большим (18-25 мм) керамическим соплом и газовой линзой.
Сопло должно обеспечивать адекватную защиту для всей расплавленной сварочной ванны. Газовая линза обеспечивает равномерный, не турбулентный поток инертного газа.
Как правило, для первичной защиты используется аргон из-за его лучших характеристик стабильности дуги. Аргонно-гелиевые смеси могут быть использованы при более высоком напряжении и для большего проникновения в металл.
Определение расхода и эффективность сварочного газа для первичной защиты должны быть проверены до начала сварочных работ на отдельной титановой пластине. Незагрязненные, т.е. защищенные сварные швы должны быть яркие и серебристые по внешнему виду.
Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
 Вторичная защита наиболее часто происходит посредством специальной насадки на сварочную горелку – так называемого «сапожка». Насадки, как правило, изготавливаются на заказ, чтобы соответствовать определенной сварочной горелке и конкретной операции сварки.
Вторичная защита наиболее часто происходит посредством специальной насадки на сварочную горелку – так называемого «сапожка». Насадки, как правило, изготавливаются на заказ, чтобы соответствовать определенной сварочной горелке и конкретной операции сварки.
Дизайн насадки должен быть компактным и должен способствовать равномерному распределению инертного газа внутри устройства. Следует учитывать также возможность водяного охлаждения, особенно для больших насадок.
Наличие в насадке медных или бронзовых диффузоров способствуют не турбулентному потоку инертного газа для защиты.
Защита обратной стороны сварочного шва
Основная цель устройства для защиты обратной стороны сварного шва заключается в обеспечении защиты инертным газом корневой части шва и околошовной зоны. Такими устройствами обычно являются медные подкладки. С водяным охлаждением или массивные металлические болванки, также могут быть использованы в качестве радиаторов для охлаждения сварных швов. Эти подкладки имеют канавку, которая расположена непосредственно под сварным швом. Для защиты с обратной стороны, как правило, требуется поток сварочного газа вдвое меньший, чем для первичной защиты.
Важно использование отдельных газовых редукторов для первичной, вторичной и защиты с обратной стороны. Таймеры и электромагнитные клапаны управляют продувкой до и после сварки.
Очистка поверхности и присадочного металла перед сваркой
Перед сваркой титана, важно, чтобы сварные швы и прутки (проволока) были очищены от окалины, грязи, пыли, жира, масла, влаги и других возможных загрязнений. Включение этих загрязнений в титан может ухудшить свойства и коррозионную стойкость сварочного соединения. Если пруток кажется грязным, протирка его нехлорированным растворителем перед использованием является хорошей практикой. В тяжелых случаях при особых загрязнениях может быть необходима очистка кислотой. Все поверхности сварного соединения и околошовной зоны на расстояние 25 мм должны быть очищены. Растворители особенно эффективны в удалении следов жира и масла. Очистка металла должна проводиться щеткой из нержавеющей стали. Ни при каких обстоятельствах не используйте стальные щетки из-за опасности внедрения в поверхность титана частиц железа и его дальнейшей коррозии.
Технология TIG сварки титана и его сплавов
В дополнение к чистоте свариваемой поверхности и присадочного металла, соответствующих параметров сварки, а также надлежащего инертного защитного газа, требует внимания техника сварки. Неправильная техника может быть источником появления сварных дефектов. Перед началом сварки, должны быть сделана продувка горелки, защитной насадки и подкладки для обратной стороны шва, чтобы убедиться, что весь воздух удален из системы. Для зажигания дуги должно быть использовано высокочастотное зажигание. Царапины, от вольфрамовых электродов являются источником вольфрамовых включений в сварных швах титана. Затухание дуги в конце сварки должно происходить плавным спаданием тока. Защита шва и околошовной зоны должна быть продолжена до охлаждения титана до температуры ниже 427 °C.
Вторичная и защита корня шва также должны быть продолжены. Сварной шов желтоватого или синего цвета указывает на преждевременное снятие защитного газа. Предварительный нагрев при сварке титана обычно не требуется. Однако если подозревается наличие влаги, из-за низких температур или высокой влажности, нагрев может быть необходимым. Нагрева газовой горелкой сварных поверхностей до 70 °C, как правило, достаточно, чтобы удалить влагу.
Длина дуги для TIG сварки титана без присадочной проволоки должна быть примерно равна диаметру вольфрамового электрода. Если добавляется присадка, то максимальная длина дуги должна быть около 1-1,5 диаметра электрода.
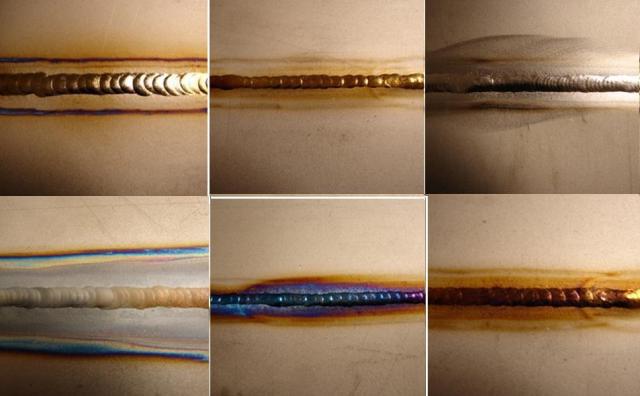
Цвет сварочного шва титана отображает его качество
Очистка между проходами не требуется, если сварной шов остается ярким и серебристый. Швы желтоватого или голубого цвета могут быть удалены проволочной щеткой из нержавеющей проволоки. Некачественные сварные швы, о чем свидетельствует темно-синий, серый или белый порошкообразный цвета, должны быть полностью удалены путем зачистки. Соединение затем должно быть тщательно подготовлено и снова очищено перед сваркой.
Как видно из этой статьи, сварка титана и его сплавов это не такая сложная наука, и используя указанные правила и технологии можно добиться высококачественных швов без особых усилий. Основой технологии сварки титана является подготовка соединения и материала перед сваркой и защита сварочного шва, его обратной стороны и околошовной зоны. В остальном сварка титана очень похожа на сварку других металлов, но только требует разное распределение времени в процессе. В то время как при сварке стали 30% времени уходит на подготовку и 70% на саму сварку, при сварке титана как раз наоборот: 70% на подготовку и 30% на сварку.
Титан — удивительный металл. Он отличается уникальным сочетанием свойств: легкость, прочность, коррозионная стойкость. Кроме того, титан не отторгается тканями человеческого организма. Из титана изготавливают детали самолетов и подводных лодок, элитные велосипеды и протезы. Однако обработка титана, а особенно — его сварка сопряжена с определенными трудностями. Для их преодоления ученые и инженеры разработали и успешно применяют специальные способы сварки титана и его сплавов.

Особенности сварки титана и сплавов на его основе
Титан и его сплавы обладают температурой плавления от 1468 до 1830 ° С. Металл обладает высокой жаропрочностью (до 500 °С ) и высокой коррозионной стойкостью. Эти сплавы можно закалять, если добавить в качестве легирующих присадок хром, марганец или ванадий. При этом пластичность материала падает.
Однако при нагреве до 400 ° С поверхностные слои металла становятся химически активными и стремятся прореагировать с доступными окислителями, прежде всего — кислородом и азотом воздуха. Кроме того, при нагреве свыше 800 °С сплавы проявляют склонность к росту зернистости и пористости. Сварка титана должна происходить в условиях отсутствия газов — окислителей.
Способы сварки титана и его сплавов
Учитывая физико-химические свойства, титан и титановые сплавы сваривают только электродуговой сваркой.
Основные способы сварки титана:
- в газовой среде, с бескислородным флюсовым порошком АН-11;
- электрошлаковый для толстых листов, под флюсом АН-Т2;
- контактный в атмосфере защитных газов.

В ходе работы требуется защищать от окислителей не только рабочую зону, но и оборотную сторону соединения. Поэтому технология сварки титана предусматривает работу в изолированном объеме, заполненном газовой смесью на основе аргона. Дополнительную защиту осуществляют, используя подкладки или сваривая детали встык.
Подготовительные операции
Для получения прочного и долговечного шва необходимо подготовить свариваемые поверхности. Прежде всего, следует удалить пленку из окислов. Для этого детали тщательно зачищают и обезжиривают с двух сторон на расстояние в 20 см от линии шва. Проводить очистку и обезжиривание следует в защитных перчатках, предотвращающих попадание потожировых пятен с рук.
Далее поверхности в течение 10 минут обрабатывают травильным составом — 35 частей соляной кислоты, 65 частей воды и 50 граммов фторида натрия. Раствор нагревают до 60-70 °С.
Следом наступает очередь механической обработки — шлифовки металлическими щетками и наждачкой №12 до полного удаления заусенцев и трещинок. Аналогично следует обработать и присадочную проволоку. Теперь можно приступать непосредственно к сварке титана и его сплавов.
Технология и режимы сварки
Ручную сварку титана и его сплавов проводят электродами из вольфрама постоянным током обратной полярности. В ходе работ применяют оснастку и дополнительные приспособления, обеспечивающие защиту рабочей зоны и нагретой области, прилегающей к шву, и значительных отрезком остывающего шовного материала. Это специальные удлиненные насадки с соплами для подачи инертных газов, козырьки, перфорированные подкладные пластины с подачей газа и т.д. При соединении трубопроводов трубы заполняют защитным газом изнутри.
Ручная дуговая сварка
Ручная аргонодуговая сварка чаще всего применяется при изготовлении уникальных изделий или в мелкосерийном производстве, а также при выполнении работ высокой сложности, на которые не получается запрограммировать автомат.

Ручная дуговая сварка
При толщине листа до 3 мм зазор следует выставлять от полмиллиметра до полутора, и сваривать можно без добавления присадочной проволоки. При использовании 1,5-миллиметрового электрода и 2-миллиетровой присадочной проволоки сварочный ток для листов толщиной 2 миллиметра выбирают около 100 ампер, а для листов в 3-4 мм — ток увеличивают до 140 ампер.
Электрод ведут прямо, без колебаний, а наклонен он должен быть вперед по ходу шва. Если используется присадочная проволока, то она должна подаваться непрерывно, а электрод ставится перпендикулярно к заготовке.
После завершения шва и отключения электродуги требуется подавать защитные газы еще как минимум полторы — две минуты, чтобы дать возможность последнему участку шва и околошовной зоны остыть до 400 °С. Такая защита препятствует образованию окислов. Окислившийся шов легко отличим по цвету:
- высококачественный шов — желтый (соломенный);
- окислившийся – серо- черный, с переходом в синеву.
Автоматическая сварка
Автоматическая сварка проводится электродами из вольфрама с применением постоянного тока.
Если используется неплавкий электрод, то рекомендуется применять прямую полярность. Рекомендованный диаметр сопел горелки, подающих защитный газ, должен быть в пределах 12-15 мм.
Розжиг и гашение дуги выполняют не на самой детали, а на расположенных рядом с началом шва планках. Это связано с тем, что в начале и конце работы дуги в ходе переходных процессов возможны броски напряжения, могущие вызвать проплавление основной детали.
Режимы аргонодуговой сварки титана
При сварке титана аргоном работают с металлом толщиной от 0,8 до 3 миллиметров.
Параметры сварки зависят от толщины листа:
- Диаметр электрода 1 -3 мм;
- напряжение 80-130 вольт;
- сила тока 45-220 А;
- скорость ведения электрода 18-22 метров в час;
- расход газа в горелке 6-12 литров в минуту;
- расход в подкладной пластине 3-4 литра в минуту.
Режимы сварки титана под флюсом
При этом методе линия шва посыпается толстым слоем флюсового порошка. Облако инертных газов образуется по мере сгорания флюсового порошка в пламени электродуги и прикрывает как сварочную ванну, так и околошовное пространство.

Схема сварки под флюсом
Метод позволяет работать с более толстыми деталями – до 5 мм для стыковых и угловых соединений, а при сварке внахлест — только до 3 мм. Ток при этом используется от 250 до 330 ампер, рабочее напряжение — 24-38 вольт. Данный метод обеспечивает повышенную скорость сварки — от 40 до 50 метров в час (почти метр в минуту).
Электрошлаковая сварка титановых сплавов
Этот способ применяется реже, но позволяет достигнуть высокой эффективности при соединении заготовок из титановых сплавов с добавлением алюминия и олова. Метод весьма энергоемкий, применяются трехфазные сварочные источники. Сварочные токи достигают полутора тысяч ампер.
Применяются пластинчатые электроды сечением 12×60 мм. Они позволяют получить высококачественный шов, причем шовный материал по своим основным механическим параметрам близок к материалу деталей.
Для прессованных из титана деталей проводят сварку круглыми 8-миллиметровыми электродами. При этом не удается достигнуть столь же высоких прочностных показателей, как для пластинчатых.

При работе данным методом не рекомендуется использовать плавкие электроды из легированных сплавов, ввиду чрезмерного насыщения прессованного материала сварочными газами.
Контактная сварка титана
При контактной сварке электроды не используются для разжигания дуги, их назначение — только подвести электрический ток к рабочей зоне. Дуга разжигается непосредственно между небольшими зонами деталей, сближаемых между собой под давлением электродов. Метод применяется для сварки относительно тонких листов проката в ходе изготовления сосудов, корпусов и т.п.
Контактная сварка бывает:
- стыковая;
- точечная;
- шовная, или роликовая;
- конденсаторная
По данным исследований, наилучшая скорость оплавления при работе с крупными заготовками должна составлять 2-3 мм/с. Повышение скорости вызывает понижение прочностных характеристик шва, несмотря на аргонную защитную атмосферу.
В ходе подготовки к сварочным работам кромки заготовок следует отфрезеровать или зачистить абразивными материалами. Необходимо также тщательно обезжирить как линию шва, так и околошовную зону до 20 см. Поскольку титан имеет низкую теплопроводность, он склонен перегреваться. Поэтому значение осадки устанавливается на 10-20% выше, чем для конструкционных сталей.
Режимы стыковой сварки титана
Сварочные режимы определяются, прежде всего, площадью сечения свариваемых заготовок. Метод позволяет сваривать детали сечением от 150 до 10 000 мм 2 . При этом остальные характеристики варьируются в зависимости от сечения:
- осадочное давление 2,9-9890 МН/м 2 ;
- вылет 25-200 мм;
- припуск оплавки 8-40 мм;
- припуск осадки 3-15 мм;
- скорость оплавки 6-2,5 мм/сек;
- рабочий ток 1,5-50 А.
Точечная сварка титана
Этот метод позволяет получить негерметичное соединение листового металла до 4 мм толщины. Она широко применяется для корпусов механизмов и защитных кожухом, для сборки различных опорных рамок и т.п. Электрод должен быть достаточно прочным, чтобы выдерживать большое усилие сжатия листов. Для сварки протяженных швов с целью повышения производительности используется несколько электродов, расположенных с тем же шагом, что и точки шва.

Режимы точечной сварки титана определяются толщиной проката:
- толщина листа 0,8-2,5 мм;
- контактная поверхность 4-8 мм;
- давление электрода 1,9-6,8 кН;
- длительность импульса 0,1-0,4 с;
- длительность сжатия 0,1-0,4 с;
- ток импульса 7-12 кА.
Шовная роликовая сварка титана
данный способ используется для создания герметичных сварных соединений. Используются электроды в виде силовых роликов, которые катятся вдоль лини шва и сжимают листы заготовок друг с другом. На них периодически подают мощные импульсы тока с тем расчетом, чтобы зоны проплавления, имеющие овальную форму, перекрывали друг друга на 10-15% . Цепочка таких точек сварки и образует непрерывный герметичный шов. Метод позволяет сваривать листы толщиной от 0,2 до 3 мм и весьма популярен при изготовлении герметичных емкостей сосудов низкого давления, таких, как топливные баки, сильфоны и т.п.
Режимы конденсаторной стыковой сварки титановых труб
Конденсаторный метод является подвидом шовной сварки и отличается от него тем, что энергия электрического импульса запасается в батарее, составленной из мощных конденсаторов, и управляющим модулем периодически подается на электроды. Трубные заготовки диаметром до 23 мм с толщиной стенки до 1,5 мм получается сваривать даже без защитной атмосферы, поскольку мощный импульс выжигает окислители в зоне сварки.
Режим сварки также определяется диаметром трубы и толщиной ее стенки. Емкость конденсаторной батареи колеблется от 5 000 до 7000 микрофарад, напряжение импульса — от 800 до 2100 вольт, усилие сжатия — от 8 до 24 кН.
Очень важно соблюдать дистанцию вылета труб из вкладышей (от 1 до 1,8мм), поскольку при его превышении более 2,2 мм происходит смещение торцов и неполный провар шва.
Возможные дефекты при сварке
Одним из наиболее часто встречающихся дефектов является повышенная пористость шва. Он возникает за счет поглощения шовным материалом пузырьков водорода, попадающего в сварочную ванну. Чтобы избежать пористости, следует:
- тщательно зачистить и обезжирить рабочие поверхности;
- обеспечить достаточную защиту сварочной ванны и зоны остывающего металла.
Распространено также образование окисного слоя, переходящего от линии шва к сплошному металлу заготовок. Избежать этого позволяет поддержание защитного газового облака до остывания шва до температуры 400 °С.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.


Отправить ответ