
Токарный станок 1и611п паспорт
Содержание:
- 1 Предназначение
- 2 Особенности
- 3 Эксплуатационные характеристики
- 4 Конструкция
- 5 Электрическое оснащение
- 6 Скачать паспорт
- 7 Вы здесь
- 8 Оглавление
- 8.1 Устройство токарного станка 1и611п
- 8.2 Органы управления токарного станка 1и611п
- 8.3 Кинематическая схема токарного станка 1и611п
- 8.4 Электрическая схема токарного станка 1и611п
- 8.5 Станина токарно-винторезного станка 1и611п
- 8.6 Передняя бабка токарного станка 1и611п
- 8.7 Коробка подач токарного станка 1и611п
- 8.8 Задняя бабка токарного станка 1и611п
- 8.9 Фартук токарного станка 1и611п
- 8.10 Конусная линейка
Токарный станок 1И611П позволяет обрабатывать детали как в патронах, так и в центрах. Он больше пятидесяти лет эффективно применяется на множестве производств. Данный аппарат стал настолько популярен благодаря тому, что он надежен, универсален, способен осуществлять высокоточное обрабатывание деталей.

Предназначение
Невзирая на тот факт, что 1И611П станок был изготовлен еще в шестидесятых годах прошлого столетия, его эксплуатационные показатели дают возможность применять для выполнения разнообразных операций. На станке возможно производить работы, связанные с обрабатыванием металлических деталей, например:
- точение в кулачках, цангах, центрах;
- фрезерование;
- шлифовка внешних и внутренних участков;
- обработка концевым инструментом, зафиксированным в патроне для сверления.
Параметры станочного устройства данной модели дают возможность осуществлять обработку деталей, имеющих форму цилиндра, конуса, выполнять нарезку разнообразной резьбы: метрической, дюймовой, модульной.
Особенности
Область использования любого станка зависит от его особенностей конструкции. Данный станочный агрегат располагает такими основными особенностями:
- Множество скоростей и подач. Это предоставляет возможность рабочему подбирать оптимальный способ обрабатывания определенной детали.
- Можно осуществлять фрезерование, обрабатывание концевым инструментом, шлифовку (как внутри, так и снаружи детали).
- Коробка подач конструктивно похожа на агрегат, которым оборудуются фрезеровочные аппараты. Кроме того, имеется рукоятка смены скоростей, обеспечивающая удобство работы.
- Передняя бабка располагает углами, которые закруглены. Это типично для аппаратов, которые производились в шестидесятые годы в СССР.
- Направляющие аппарата достаточно прочны, предельно точны и долговечны. Обусловлено это тщательным их шлифованием при производстве устройства. Кроме того, станок оснащен независимым смазочным комплексом, питаемым от электрической гидростанции. Он обеспечивает смазывание направляющих.
- Вмонтированная коробка скоростей дает возможность нарезать резьбу разного вида. Рабочему не нужно каждый раз менять шестеренки.
- Преселективность коробки скоростей позволяет быстро и мягко переключать режимы.
- Конструктивно аппарат устроен так, что обслуживать его заднюю часть нет нужды. В особенности это удобно для производственных помещений, имеющих небольшую площадь.
- Имеется емкость с электрическим оснащением и контейнером для охлаждающе-смазочной жидкости.
- В станок встроен контейнер для опилок металла. Если необходимо, его можно быстро опустошить.
- Есть предохранитель, который препятствует перегрузкам механизма подач.
- Аппарат оснащен верньером, предоставляющим возможность устанавливать с высокой точностью, насколько поперечно сместился суппортный элемент.
- Скоростями устройства можно управлять мнемонически.
- Головка резца закрепляется без промежутков, это обеспечивает высокую точность обработки.
- Ходовой винт автоматически смазывается при формировании нарезки.
- Узел шпинделя устроен так, что нет нужды демонтировать его при смене приводных ремней.

Рекомендуем изучить видео обзор по рукояткам управления:
Эксплуатационные характеристики
Наличие соответствующих технических характеристик 1И611П позволяет проводить обработку заготовки диаметром до 250 мм над станиной, до 125 мм – над суппортом. Максимальная длина элемента, который возможно обрабатывать, равняется 500 мм. Узел шпинделя способен крутиться с частотой 20-2000 об/мин. Диаметр сквозного шпиндельного отверстия – 25 мм, конус посадки относится к категории Морзе 5.
- класс точности – П;
- максимальный диаметр детали над основанием – 25 см;
- максимальный диаметр детали над суппортом – 12,5 см;
- максимальная длина детали – 50 см.
- радиус сквозного отверстия – 1,25 см;
- максимальный радиус прутка – 1,2 см;
- частота прямого кручения – 20-2000 оборотов в минуту;
- величина внутреннего конуса – Морзе 4.
- максимальная длина хода каретки – 50 см;
- пределы продольных рабочих подач – 0,001-0,18 см/об;
- пределы поперечных рабочих подач – 0,0005-0,09 см/об;
- пределы шагов создаваемых метрических нарезок – 0,02-4,8 см;
- пределы шагов создаваемых дюймовых нарезок – 0,05-2,4 см;
- пределы шагов создаваемых модульных нарезок – 0,02-3 см.
- число электромоторов – 3;
- мощность электромотора основного привода – 3000 Вт;
- вид электромотора основного привода – АОЛ2-32-4;
- мощность электромотора гидростанции – 80 Вт;
- вид электромотора гидростанции – АОЛ-012-4;
- мощность электродвижка охлаждающего насосного устройства – 50 Вт;
- вид охлаждающего насосного устройства – ПА-22.
Токарный станок ИЖ 1И611П имеет такие габариты – 177 x 97 x 130 см. Весит устройство 1,12 т.
Подобные параметры геометрии и веса дают возможность применять этот станочный аппарат для оборудования маленьких мастерских, производственных цехов, ремонтных отделений. Главное назначение станка – выполнять получистовую и чистовую обработку деталей на единичном и мелкосерийном производстве.

Конструкция
В 1И611П есть 4 основных конструктивных узла:
1. Передняя бабка. В середине ее располагается шкив, посаженный на гильзу. Этот шкив, который заставляет вращаться узел шпинделя, соединен с редуктором с помощью четырех клиновых ремней. От приемного шкива узел шпинделя принимает двенадцать режимов кручения через муфту с зубцами. Еще двенадцать подач передается посредством перебора. Подключение муфты с зубцами, перебора выполняется посредством особой рукояти, располагающейся с правого бока передней бабки. Для того чтобы перебор и муфта никогда одновременно не заработали, передняя бабка оснащена узлом блокировки. Также она оборудована агрегатом, который увеличивает шаг создаваемой нарезки, и трензелем, передающим кручение на гитару.

Редуктор. От него зависит частота кручения узла шпинделя. Заключает в себе четыре оси, на которых установлены шестеренки различного размера. Редукторным приводом является основной электродвижок станка, который соединен с редуктором посредством фланцев. Благодаря плоским направляющим редуктор передвигается по тумбе. Он фиксируется на ней посредством болтов. Ременное натяжение возможно изменять. За переключение режимов вращения отвечает преселективный агрегат, который управляется специальным маховиком.

Гитара. Монтируется на левой стороне коробки подач. Для формирования большей части видов нарезки заменять шестеренки гитары не нужно. Если нужно создать нарезку увеличенной точности, монтируют сменные шестеренки, дающие возможность обрабатывать детали, не используя коробку подач. Для того чтобы правильно установить показатели гитары, необходимо изучить паспорт оборудования.

Коробка подач. Данная часть аппарата конструктивно закрыта. Характеристики коробки подач предоставляют все возможности создавать метрическую нарезку с шагом 0,02-4,8 см без применения комплекта сменных шестеренок.

Подробный разбор устройства в видео:
Электрическое оснащение
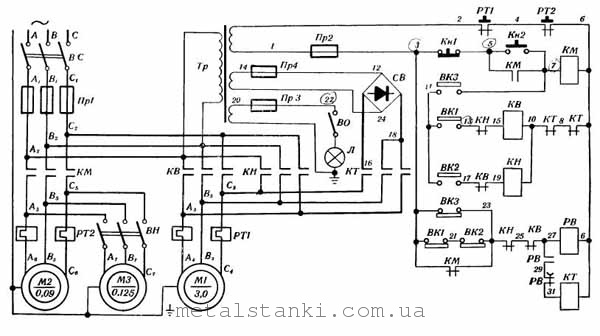
Изучая схемы 1И611П, стоит упомянуть об электрооборудовании аппарата. От него зависит функционирование станка. Основными компонентами электрической схемы считаются 3 электрических мотора, отвечающих за основное перемещение, смазывание деталей устройства, подачу охладителя.
Все моторы асинхронного типа питаются от электросети тремя фазами. Электрическое оснащение подключается к электроснабжению при помощи пакетного выключателя.
Запуск движка, включающего насос для подачи смазки к частям станка, осуществляется посредством магнитного пускателя. Лишь после запуска мотора и насосного устройства можно запускать движок основного перемещения. Для этого применяется рукоять валика, который связан с конечным выключателем. Рукоять возможно установить в положение «Вперед» либо «Назад».

Электромотор насосного привода охлаждающей системы возможно запустить, если работает смазочный комплекс. Движок запускается посредством выключателя с маркировкой «ВН». В электрической схеме 1И611П предусмотрено 2 выключателя. «ВО» позволяет локально освещать область обрабатывания, «КТ» – притормаживать основной электродвижок при переключении редукторных шестеренок.
1И611П представляет собой распространенный на вторичном рынке аппарат. Это недорогой станок, посредством которого возможно производить множество токарных работ. Прекрасные характеристики эксплуатации, отличная надежность, точность обрабатывания – ключевые достоинства данного оборудования.
Скачать паспорт
Рекомендуем также прочитать:
Печать документации: Ижевский машиностроительный завод
Год печати документации: 1971
Количество папок: 1
Количество страниц, листов: 62
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
Паспорт и руководство по эксплуатации токарного станка:
Содержание:
1. Назначение и область применения станка
2. Транспортировка станка
3. Фундамент и установка станка
4. Паспорт станка
5. Общие сведения
6. Основные данные
7. Основные размеры и посадочные места
8. Управление
9. Механика станка
10. Таблица настройки механизма подач
11. Рекомендации по нарезанию резьб, не указанных в таблице, с использованием механизма коробки подач
12. Настройка станка для нарезания резьб повышенной точности при прямом включении ходового винта
13. Деление при нарезании многоразовых резьб
14. Сведения о ремонте станка
15. Указания по ремонту
16. Изменения в станке
17. Конструкция станка
18. Кинематическая схема
19. Спецификация зубчатых и червячных колёс, червяков, винтов и гаек
20. Спецификация подшипников качения
21. Схема расположения подшипников
22. Спецификация узлов станка
23. Описание конструкции отдельных узлов станка
24. Электрооборудование станка
25. Общие сведения
26. Описание работы электросхемы
27. Защита и блокировка
28. Указания по монтажу и эксплуатации электрооборудования
29. Принципиальная электросхема
30. Монтажная электросхема
31. Спецификация электрооборудования
32. Смазка станка
33. Схема смазки станка
34. Спецификация к схеме смазки
35. Подготовка станка к первоначальному пуску и указания по технике безопасности
36. Регулировка станка
37. Особенности разборки и сборки станка при ремонте
38. Спецификация и чертежи быстроизнашивающихся деталей
39. Ведомость комплектации
40. Акт приёмки
Схемы и чертежи станка:
— Установочный чертёж
— Суппорт чертёж
— Шпиндель чертёж
— Пиноль задней бабки чертёж
— Расположение органов управления чертёж
— Чертёж сменных шестерён
— Общая компоновка станка
— Цанговый зажим чертёж
— Размещение электрооборудования на станке
— Принципиальная электросхема
— Монтажная электросхема
— Схема расположения подшипников
— Схема смазки станка
— Регулирование подшипников качения
— Регулирование натяжения ремней
— Регулирование зазора в гайке поперечного суппорта
— Сухарь чертёж
— Гайка чертёж
— Втулка чертёж
— Колесо червячное чертёж
Краткое описание станка:
Универсальный токарно-винторезный станок повышенной точности модели 1И611П предназначен для выполнения различных токарных работ, выполняемых в центрах и в патроне, для нарезания метрических, дюймовых и модульных резьб. Станок обеспечивает качество обрабатываемой поверхности и точность работы (точность размеров, геометрических форм) более высокого класса, чем обычные токарные станки. После вскрытия упаковки следует проверить наружное состояние узлов и деталей станка, наличие всех принадлежностей и других материалов, согласно упаковочной ведомости. Для устранения опасностей повреждения деталей станка распаковочным инструментом, вскрытие ящика рекомендуется производить в следующем порядке, вначале снимается верхний щит упаковочного ящика, а затем боковые. Внутризаводскую транспортировку распакованного станка краном следует производить согласно схеме транспортировки, при этом необходимо следить за тем, чтобы не были повреждены выступающие части его. Натянутые канаты не должны касаться легко деформируемых деталей, маховичков, обработанных частей, острых углов деталей, консольно укрепленных узлов и т. п. Для этого в соответствующих местах под канаты подкладываются деревянные бруски. Для транспортировки рекомендуется использовать пеньковые канаты, по прочности обеспечивающие поднятие веса, указанного на схеме транспортировки.
Зажав в патроне или центрах обрабатываемое изделие, надо установить требуемое число оборотов шпинделя в минуту рукояткой передней бабки и маховичком. Различные подачи по ходовому валику (при точении) или ходовому винту (при нарезании резьбы) настраиваются установкой соответствующих сменных шестерен гитары и изменением положения рукояток коробки подач. На таблицах, укрепленных на корпусе передней бабки и крышки гитары, представлены резьбы и подачи, возможные на станке. При погрузке и выгрузке краном ящика ни в коем случае не допускаются: сильный наклон его в стороны, удары дном или боками, сильные сотрясения и рывки при подъеме и опускании. В случае погрузки и выгрузки упакованного в ящик станка по наклонной плоскости на канатах, угол наклона его должен быть не белее 15°. При этом не допускается:
— подкладывать под ящик катки диаметром более 70 мм;
— ставить ящик на ребро, кантовать и сильно наклонять его;
Перед пуском станка или после капитального ремонта следует:
— ознакомить обслуживающий персонал с настоящим руководством;
— выполнить все указания, изложенные в предыдущих разделах настоящего руководства;
— наполнить маслом все узлы станка до уровня масло указателей;
— смазать все вращающиеся и трущиеся части станка, залить масло во все масленки и во все предусмотренные для смазки отверстия;
— проверить работу ручного насоса фартука;
— при вращении рукоятки насоса масло должно подаваться к маточной гайке и пульсировать в смотровом глазке фартука;
— включить станок на 3-4 минуты и проверить поступает ли смазка ко всем смазываемым точкам;
— особое внимание необходимо обратить на подачу масла к опорам шпинделя. Проверить и устранить утечку масла;
— остановить станок и спустя 4-5 минут, при необходимости, дополнить масло во все узлы станка до уровня маслоуказателей;
— предварительно ознакомившись с назначением рукояток управления, следует проверить от руки работу всех механизмов станка;
— после подключения к сети, станок необходимо проверить на холостом ходу, после чего можно приступить к настройке станка для работы;
Вы здесь
Оглавление

Токарный станок 1и611п предназначенный для обработки различных токарных операции, в том числе нарезание метрической, модульной и дюймовых резьб.
Класс станка- П- повышенный.
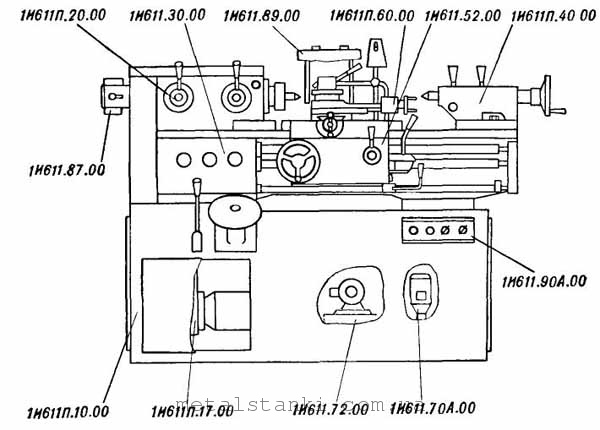
Устройство токарного станка 1и611п
- 1и611п 10.00 – станина;
- 1и611п 17.00- редуктор;
- 1и611п 20.00 –передняя бабка;
- 1и611п 30.00 коробка подач;
- 1и611п 40.00 – задняя бабка;
- 1и611п 52.00 – фартук;
- 1и611п 60.00 – суппорт;
- 1и611п 70А.00 – охлаждение;
- 1и611п 72.00 – система смазки;
- 1и611п 89.00 –защитный кожух;
- 1и611п 90А.00 — электрооборудование.
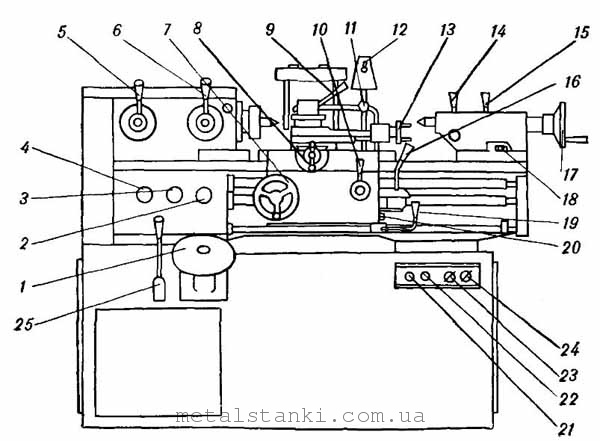
Органы управления токарного станка 1и611п
1-маховик скоростей шпинделя станка;
2, 3, 4 – ручка переключения подачи и резьб;
5-ручка переключения трензеля и звена для увеличенного шага;
6- ручка переключение перебора;
7-маховик ручной продольной подачи суппорта;
8- ручка ручной поперечной подачи каретки;
9-ручка закрепления резцедержателя;
10- ручка включения ходового винта;
11- ручка фиксации системы охлаждения;
12- включатель освещения;
13- ручка перемещения верхних салазок;
14-ручка зажима пиноли задней бабки;
15-ручка зажима задней бабки к направляющим станины;
16-ручка реверсной подачи;
17-маховик осевого перемещения пиноли;
18-гайка крепления задней бабки станка к станине;
19-ручка пуска и останова станка;
20- винт регулировки предохранительного механизма;
22- кнопка включения помпы;
23- кнопка включения охлаждения;
24-Включение в сеть;
25- ручка переключение скоростей шпинделя станка.
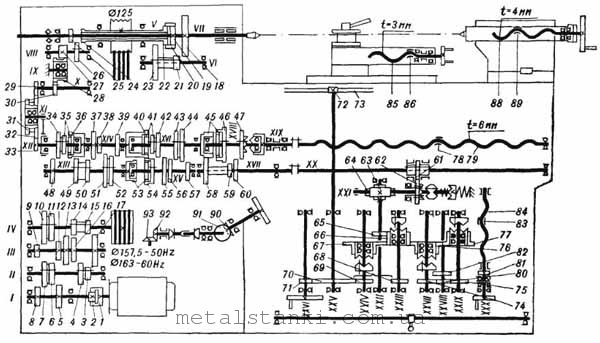
Кинематическая схема токарного станка 1и611п
Электрическая схема токарного станка 1и611п
Станина токарно-винторезного станка 1и611п
Станина токарного станка 1и611п устанавливается на монолитной тумбе. Имеет две плоские и две призматические равнобокие направляющие. Передняя призма служит базой для монтажа передней бабки. Спереди станины расположена полка для защиты ходового винта от эмульсии и стружки. Внутри станины смонтированы электродвигатель с редуктором главного движения, а также система охлаждения и смазки. Кроме этого, внутри тумбы расположен резервуар для сбора СОЖ. Справа станины установлена панель электрооборудования.
Передняя бабка токарного станка 1и611п
Движение на шпиндель станка передается с помощью клиноременной передачи, четырьмя ремнями. Шпиндель станка имеет 12 скоростей, получает их от ведомого шкива напрямую через зубчатую муфту. На панели передней бабки расположение рукоятки переключение шестерен и зубчатой муфты. Невозможно одновременное включение перебора и зубчатой муфты.
Во избежание преждевременного износа зубьев, переключение перебора на холостом ходу не рекомендуется.
Коробка подач токарного станка 1и611п
При помощи коробки подач, возможно нарезать метрические резьбы всех основных шагов, дюймовые резьбы – с числом ниток на один дюйм от 24 до 0,5.
Производя прямые соединения ходового винта с гитарой станка, минуя механизм подач, возможно нарезать резьбы повышенной точности. Шаг подбирается сменными шестернями гитары.
Задняя бабка токарного станка 1и611п
Задняя бабка предназначена для поджатия длинной заготовки, во избежание радиального биения и несоосности. Задняя бабка закрепляется жестко к направляющим станины рукояткой через эксцентрик и тягу. Для обработки конусности, корпус задней бабки может смещаться от линии центров на 10 мм в обе стороны.
Положение пиноли фиксируется рукояткой, установленной в корпусе.
Фартук токарного станка 1и611п
Фартук токарного станка предназначен для получение продольных и поперечных перемещения суппорта как вручную, так и механически – от коробки подач.
В фартуке расположено 4 муфты, позволяющие осуществлять прямую и обратную подачу и обоих направлениях.
Блокирующее устройство исключает возможность одновременного включения винта и ходового валика.
С левой стороны фартука расположенный маховик с ценой деления 0,01 мм. Справой стороны –рукоятка для включения гайки ходового винта.
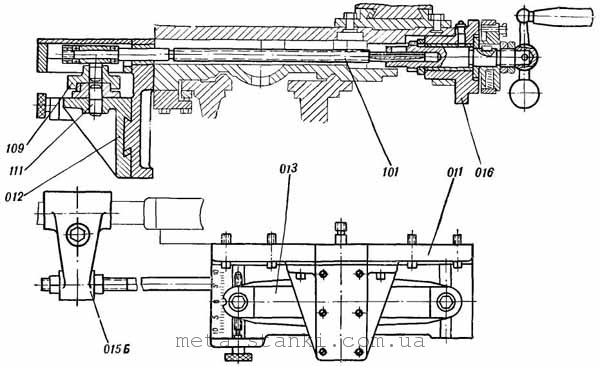
Конусная линейка
Конусная линейка токарного станка предназначена для обработки наружных и внутренних конусов, нарезание конических резьб без смещения задней бабки станка.
Кронштейн 011 прикреплен к задней части каретки суппорта. Каретка 012 с помощью тяги и кронштейна 015Б, удерживается неподвижно.
На каретке 012 имеется копирная линейка 013, которая поворачивается вокруг оси 111 на заданный угол при помощи рукоятки.
Конусность на обрабатываемой поверхности обеспечивается во время продольного перемещения каретки по направляющим станины и ползушка скользит по линейки, перемещая на указанный угол верхнюю часть суппорта.
Техническая характеристика токарно-винторезного станка по металлу модели 1и661п
| Основные параметры | 1и611п |
|---|---|
| Наибольший диаметр заготовки,мм | 250 |
| Расстояние между центрами,мм | 500 |
| Высота центров,мм | 130 |
| Наибольшая длина обточки,мм | 500 |
| Суппорт | |
| Число резов | 4 |
| 16 | |
| Задняя бабка | |
| Конус Морзе | 3 |
| Наибольшее перемещение пиноли,мм | 85 |
| Конусная линейка | |
| Наибольшая длина точения конуса,мм | 170 |
| Наибольший угол поворота линейки | 10 |
| Вес,кг | 1120 |


Отправить ответ