
Твш 3 токарно винторезный станок школьный характеристики
Содержание:
- 1 Сведения о производителе учебного токарно-винторезного станка ТВШ-3 (ТВ-3)
- 2 ТВШ-3 (ТВ-3) Станок токарно-винторезный учебный. Назначение, область применения
- 3 Общий вид токарно-винторезного станка ТВШ-3
- 4 Расположение составных частей и органов управления токарно-винторезным станком ТВШ-3
- 5 Спецификация составных частей и органов управления токарно-винторезного станка ТВШ-3
- 6 Схема кинематическая токарно-винторезного станка ТВШ-3
- 7 Конструкция токарно-винторезного станка ТВШ-3
- 7.1 Станина станка
- 7.2 Передняя бабка токарно-винторезного станка ТВШ-3
- 7.3 Передаточный механизм токарно-винторезного станка ТВШ-3
- 7.4 Коробка подач токарно-винторезного станка ТВШ-3. Ранняя версия
- 7.5 Коробка подач токарно-винторезного станка ТВШ-3. Поздняя версия
- 7.6 Суппорт токарно-винторезного станка ТВШ-3
- 7.7 Фартук токарно-винторезного станка ТВШ-3
- 7.8 Задняя бабка токарно-винторезного станка ТВШ-3
- 8 ТВШ-3 (ТВ-3) Станок токарно-винторезный. Видеоролик
- 9 Основные технические характеристики станка ТВШ-3
- 10 Назначение
- 11 Технические характеристики
- 12 Устройство
- 13 Принцип работы
- 14 Купить, продать б/у и новое оборудование, станки и многое другое — в Узбекистане
- 15 ТВШ-3, станок токарно-винторезный школьный, Ростов-на-Дону. Паспорт (zip)

Сведения о производителе учебного токарно-винторезного станка ТВШ-3 (ТВ-3)
Производители токарно-винторезного станка модели ТВШ-3 — Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) первые школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства. В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок — ТВ-4.
ТВШ-3 (ТВ-3) Станок токарно-винторезный учебный. Назначение, область применения
Станок ТВШ-3 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм — 100
- Наибольший диаметр точения над нижней частью суппорта, мм — 90
- Высота центров, мм — 100
- Наибольший диаметр обрабатываемого прутка, мм — 14
- Расстояние между центрами, мм — 350
- Наибольшая длина обтачивания, мм — 350
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) — 120. 170
- Пределы продольных подач (3 ступени), мм/об — 0,04; 0,05; 0,06
- Нарезаемые резьбы: метрическая шагом (3 ступени), мм — 0,6; 0,8; 1
- Диаметр отверстия в шпинделе, мм — 15
- Мощность электродвигателя, кВт — 0,6
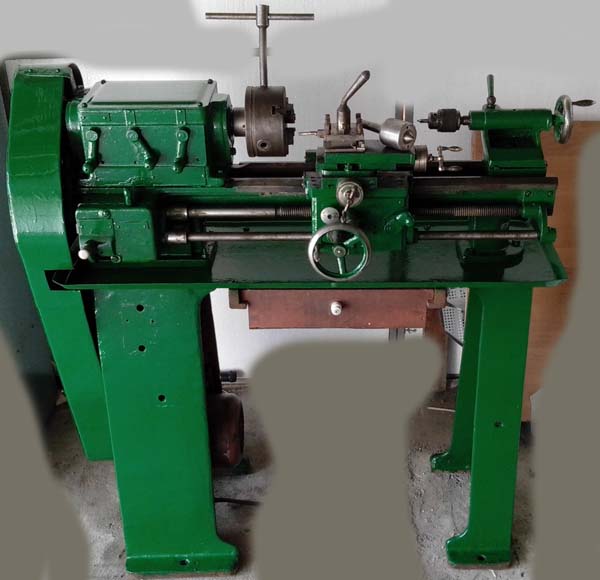
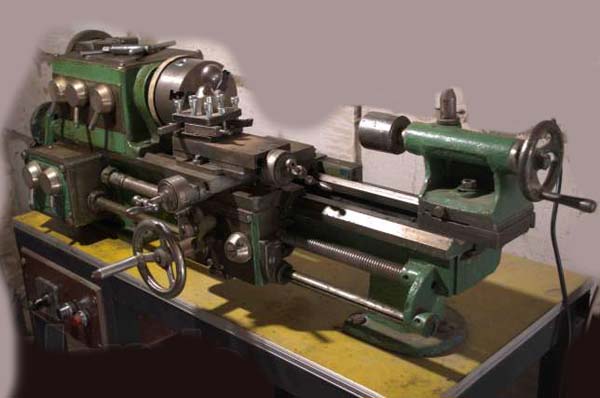
Общий вид токарно-винторезного станка ТВШ-3

Расположение составных частей и органов управления токарно-винторезным станком ТВШ-3
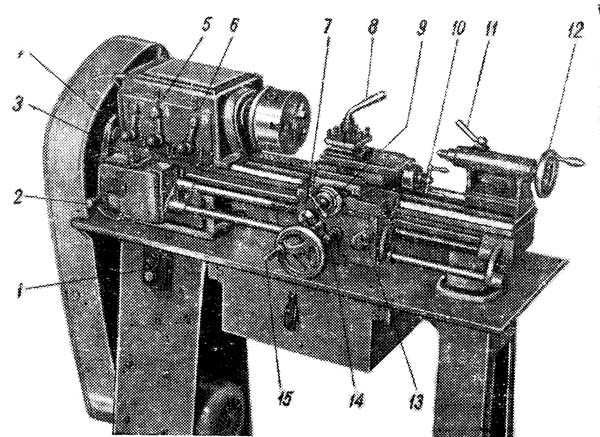
Спецификация составных частей и органов управления токарно-винторезного станка ТВШ-3
- включатель подачи электроэнергии
- рукоятка установки величины подачи или шага резьбы
- рукоятка включения ходового винта или ходового валика
- рукоятка изменения направления вращения ходового винта или валика (рукоятка трензеля)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятка включения реечной шестерни
- рукоятка закрепления резцедержателя
- рукоятка поперечной подачи суппорта
- рукоятка продольной подачи суппорта
- рукоятка крепления пиноли задней бабки
- маховик перемещения пиноли задней бабки
- рукоятка включения маточной гайки
- рукоятка включения механической подачи каретки
- маховик ручного перемещения каретки
Схема кинематическая токарно-винторезного станка ТВШ-3
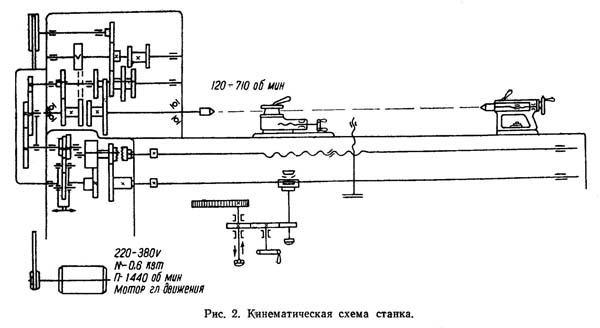
Кинематическая схема. Перемещение резца осуществляется через систему шестерен вручную или механически—самоходом.
Станок приводится в движение электродвигателем трехфазного тока мощностью 0,6 кВт с числом оборотов 1440 об/мин.
Натяжение ремней передачи осуществляется специальным приспособлением, позволяющим производить перемещевие электродвигателя при помощи специальных болтов.
Пуск и остановка станка производитея кнопочным переключателем.
Конструкция токарно-винторезного станка ТВШ-3
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, передаточный механизм (гитара), фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВШ-3

Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВШ-3 передняя бабка является коробкой скоростей.
От индивидуального электродвигателя через клиноременную-передачу вращение сообщается шкиву, сидящему на валу коробки скоростей.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно; на вал 4, на котором размещены три неподвижные шестерни 5, 23 и 6. Последняя участвует только в работе трензеля. На валу 7 находятся блок шестерен 8, 9 и 10 и блок шестерен 11 и 12, которые перемещаются на валу по шпонке при помощи рукояток А и Б (рис. 1). Тройной блок шестерен 8, 9 и 10 имеет возможность находиться в постоянном зацеплении с одной из шестерен блока 5 и тем самым передавать движение валу. Через блок шестерен // и 12 движение передается неподвижному блоку шестерен 13, находящемуся непосредственно на шпинделе станка 14. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, • которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
Кроме этого, в коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это осуществляется перемещением шестерни 15 в левое или правое крайнее положение рукояткой 4 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 16, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Вся система шестерен и валов размещается в пустотелой коробке, отлитой из чугуна, сверху коробка закрывается крышкой, которая крепится к ней четырьмя винтами. Шпиндель вращается в двух радиально-упорных подшипниках 19 и 20. Валы опираются на бронзовые подшипники скольжения. Для регулировки натяжения шпинделя на заднюю часть его навинчены две круглые гайки 21.
Фиксация блоков шестерен в нужном положении осуществляется жесткой установкой переключающих рукояток в гнездах на коробке. Для удобства в работе на передней стенке коробки размещена таблица с указанием чисел оборотов в минуту в зависимости От положения рукояток и указатель перемещения суппорта.
На задней стенке коробки имеется пробка для слива масла 22. Коробка скоростей крепится на станине станка четырьмя болтами.
Механизм коробки скоростей позволяет получить шесть скоростей вращения шпинделя и правое и левое перемещение суппорта, а следовательно — нарезать правые и левые резьбы.
Передаточный механизм токарно-винторезного станка ТВШ-3

Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Меняя шестерни передаточного механизма, можно изменять величину подачи суппорта на один оборот шпинделя, а также шаг нарезаемых резьб.
Механизм состоит из кронштейна 1 с закрепленными на валике 2 шестерней 3 (число зубьев 72) и шестерней 4 (число зубьев 42). Шестерня 4 зацепляется с шестерней 5 (число зубьев 70), закрепленной на валике коробки подач, а шестерня 3 — с шестерней 18 коробки скоростей.
Передаточный механизм характеризуется передаточным отношением; для станка типа ТВШ-3 оно составляет
i = 24/60 * 40/64 = 1/4 или i = 24/72 * 42/70 = 1/5
Для данного станка это передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются. Для безопасности работы передаточный механизм закрывается кожухом из листового железа.
В зависимости от даты выпуска и производителя станка конструкция передаточного механизма может меняться.
Коробка подач токарно-винторезного станка ТВШ-3. Ранняя версия

Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,6; 0,8 и 1,0 мм и продольную подачу Суппорта в пределах 0,04; 0,05; 0,06 на один оборот шпинделя.
Валик 3 получает вращение от шестерен передаточного механизма. На этом валике жестко посажены три шестерни 4, 5 и 6 с числом зубьев соответственно 24, 32 и 40. Валик 1 имеет длинную шпоночную канавку, в которой скользит шпонка 12 совместно с шестерней 13 (число зубьев 32), расположенной в рычаге 2. Рычаг несет валик 11, на котором свободно вращается шестерня 15, находящаяся постоянно в зацеплении с шестерней 13. Посредством рычага 2 шестерню 13 вместе с шестерней 15 можно перемещать вдоль валика и вводить в зацепление поочередно с шестернями 4, 5 я 6. В каждом из этих положений рычаг удерживается штифтом 16, входящим в одно из отверстий крышки коробки подач 14. На валике 1 закреплена жестко по отношению к валику шестерня 18, которая постоянно находится в зацеплении с блочной шестерней" 7, посаженной на валике 10. Эта шестерня может перемещаться по валику с помощью рычага 8 вправо и влево. При левом положении шестерня 7 входит в зацепление с шестерней 17, которая посажена на ходовой валик. Следовательно, при левом положении шестерни (правом положении рычага 5 по перечню рукояток управления) вращение передается ходовому валику. При перемещении рычага влево шестерня 7, перемещаясь вправо, выходит из зацепления с шестерней 11 и своими торцовыми выступами входит в зацепление с храповой муфтой 9. Таким образом, при левом положении рычага вращение передается ходовому винту. Механизм коробки подач размещен в корпусе, в котором имеются отверстия для заливки масла. Отверстия закрываются пробками. Коробка подач закрывается с лицевой стороны крышкой 14 и крепится на станине четырьмя винтами.
Коробка подач токарно-винторезного станка ТВШ-3. Поздняя версия

Суппорт токарно-винторезного станка ТВШ-3

Суппорт (рис. 6) предназначен для перемещения и закрепления резца, который должен находиться в различных положениях, определяемых формой и размерами обрабатываемого изделия.
Суппорт имеет четыре каретки: нижняя каретка перемещается в продольном направлении по направляющим станинам как от механического привода, так и от руки. Перемещение осуществляется за счет фартука, прикрепленного к нижней каретке. Каретка 2 передвигается по направляющим нижней каретки и служит для поперечного перемещений резца от руки. Каретка, несущая на себе четырехгранную резцовую головку, имеет только продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 90° в ту или иную сторону.
Поперечное перемещение каретки 2 по направляющим нижней каретки 1 осуществляется винтом 13 и гайкой 12. Винт 13 приводится во вращение от руки рукояткой 16. Так как винт 13 установлен в опорах на нижней каретке, а гайка 12 закреплена на каретке 2, то при вращении винта гайка будет перемещаться и увлекать за собой каретку 2.
Сверху каретка 2 имеет углубление; куда входит выступ поворотной части суппорта 5. Для закрепления поворотной части имеются 2 болта, головки которых входят в круговой паз каретки 2.
Верхнюю каретку 4 суппорта можно перемещать по направляющим вручную, пользуясь рукояткой 11, которая приводит во вращение винт 10 и гайку 9.
Направляющие и соприкасающиеся с ними поверхности кареток от продолжительной работы изнашиваются на столько, что между ними может появиться недопустимо большой зазор.
В результате этого резец будет вибрировать и снизится точность работы станка. Для устранения вибрации в суппорте предусмотрены регулируемые планки 14 и 15, которые могут быть поджаты винтами. Резцедержатель закрепляется болтом 8 и затягивается рукояткой 7. При отворачивании рукоятки резцедержатель отжимается вверх от верхней каретки пружиной 6. Резцедержатель позволяет закреплять в нем одновременно до четырёх резцов. Резцы крепятся болтами 5.
Фартук токарно-винторезного станка ТВШ-3

С помощью фартука (рис. 7) можно осуществить продольную подачу суппорта, механическую или ручную, ходовым валиком и продольную подачу, механическую, ходовым винтом.
Ручная подача ходовым валиком осуществляется вращением маховика 1, насаженного на вал 2, на котором находится шестерня 4, зацепляющаяся с шестерней 3, сидящей на конце валика реечной шестерни. Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача осуществляется червяком 7, сидящим на скользящей шпонке на ходовом валике. Червяк приводит в движение червячную шестерню, и далее через систему шестерен движение передается на реечную шестерню. Для включения механической подачи необходимо повернуть рукоятку 9 по часовой стрелке. При этом включается в работу фрикцион, смонтированный в червячной шестерне. Механическая подача ходовым винтом осуществляется поворотом рукоятки 8, соединяющей разъемную маточную гайку 5 с ходовым винтом 6. Рекомендуется реечную шестерню при работе с ходовым винтом выводить из зацепления с рейкой движением рукоятки «на себя». При механической и ручной подаче ходовым валиком реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки «от себя».
Задняя бабка токарно-винторезного станка ТВШ-3

Задняя бабка (рис. 8) служит для поддержания второго конца обрабатываемой детали. Корпус 7 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 8. Один конец пиноли имеет коническое отверстие (конус Морзе № 2), в которое в зависимости от выполняемой работы можно вставлять в центр хвостовую часть патрона для зажима сверл и другой инструмент. Перемещение пиноли производится маховиком 11, вращающим винт 13. Для удобства вращения на маховике закреплена рукоятка 12. Чтобы пиноль при вращении маховика не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 10. Рукоятка 9 служит для зажима пиноли в корпусе бабки. Оси шпинделя и задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт 3 и гайка 4. Посредством их можно смещать корпус относительно основания в поперечном направлении по призме основания для проточки длинных конусов. Для обточки в центрах деталей разной длины основание перемещают вместе с корпусом задней бабки вдоль станины станка и закрепляют в нужном положении болтом 5 гайкой 6 и плавкой 1.
ТВШ-3 (ТВ-3) Станок токарно-винторезный. Видеоролик
Нарезание шестерни на твш-3
Основные технические характеристики станка ТВШ-3
| Наименование параметра | ТВ-4 | ТВШ-3 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности | Н | |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | |
| Высота центров над плоскими направляющими станины, мм | 108 | 100 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 |
| Наибольшая длина обтачивания, мм | 300 | 350 |
| Наибольшая высота держателя резца, мм | 10 х 12 | |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 14 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 90 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 15 |
| Наибольший диаметр прутка, мм | 15 | 14 |
| Конус Морзе шпинделя | №2 | №2 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | |
| Торможение шпинделя | нет | нет |
| Блокировка рукояток | нет | нет |
| Реверсирование | нет | |
| Суппорт. Подачи | ||
| Наибольшее продольное перемещение суппорта, мм | 300 | 350 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | нет |
| Наибольшее поперечное перемещение суппорта, мм | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | |
| Наибольшее перемещение резцовых салазок, мм | 50 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° |
| Число ступеней продольных подач суппорта | 3 | 3 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,04; 0,05; 0,06 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,6; 0,8; 1,0 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет |
| Задняя бабка | ||
| Конус Морзе задней бабки | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 |
| Наибольшее поперечное смещение бабки, мм | ±5 | ±7 |
| Наличие лимба или линейки перемещения | 0,025 | нет |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 1,0 | 0,6 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 400 х 1150 |
| Масса станка, кг | 280 | 180 |
Связанные ссылки. Дополнительная информация
Обучение на базе профессионально-технических училищ, школ, техникумов, перепрофилирование и программы повышения квалификации — все это невозможно без относительно безопасного, с ограниченными возможностями, но одновременно многофункционального оборудования. Именно так можно охарактеризовать токарно винторезный станок ТВ 3, он же ТВШ-3, который часто называют школьный. Это достаточно легкое устройство, не требующее сложной установки с сооружением максимально жесткой платформы, но при этом — позволяющие осуществлять большинство основных токарных операций.
Назначение
Станок ТВ 3 производился на нескольких заводах и производственных площадках. Несколько из них представляли собой исправительные учреждения для несовершеннолетних. Другие — Верхнетуринский завод машиностроения и техникум г. Энгельса, где оборудование проходило первичные практические испытания.
История станка достаточно древняя. Он производился начиная с 60 годов 19го века. Истоки разработки, первичная документация на данный момент утеряны. Но в среде экспертов бытует мнение, что основой для данной модели был станок производства Германии. Основная модификация ТВ 3 производилась вплоть до 70х годов, после чего ей на смену пришли более современные агрегаты для обучения молодежи и повышения квалификации персонала.
Основное назначение станка — проводить основные операции с достаточным уровнем точности, но при сниженных показателях опасности для персонала. На оборудовании можно:
- нарезать резьбы метрического типа;
- проводить обработку торцов цилиндрических заготовок, в том числе подрезку;
- работать с цилиндрическими поверхностями, точить конусные формы;
- проводить отрезку заготовок;
- осуществлять сверление глухих и сквозных отверстий.
Станок позволяет ознакамливаться с основными принципами управления блока резца, регулировки задней бабки, усваивать знания о классической компоновке оборудования данного класса.
Технические характеристики
Даже по сравнению со среднестатистическими токарно винторезными станками, описание характеристики модели ТВ3 позволяет сразу понять назначение данного оборудования. Показатели агрегата следующие:
- максимальный диаметр заготовки иди предназначенной для обработки детали при ее установке над станиной — 100 мм, в области нижней зоны суппорта — 90 мм;
- подъем оси центров над направляющими станины — 100 мм;
- шпиндель позволяет зажимать и обрабатывать пруток с диаметром до 14 мм;
- межцентровое расстояние — 350 мм;
- максимальный показатель подачи каретки (длина точения) — 350 мм;
- число ступеней переключения коробки передач — 6;
- подача имеет три позиции скорости;
- передняя бабка имеет отверстие шпинделя для установки заготовок диаметром 15 мм;
- обороты шпинделя от 120 до 170;
- мощность главного привода 600 Вт;
- смещение пиноли задней бабки — 65 мм, для фиксации положения предусмотрена рукоятка;
- величина смещения суппорта в продольном направлении — 300 мм, в поперечном — 100 мм.
Масса станка составляет всего 280 кг, размеры — 1430х470х1010 мм для длины, ширины, высоты соответственно. Конструкция задней бабки предусматривает установку патрона на стандартизированный конус.
Устройство
В конструкции ТВ3 использована классическая компоновка, оборудование состоит из следующих функциональных элементов:
- Станина, соединяющая все основные элементы и выступающая основной жесткостной и прочностной основой конструкции. Она имеет две тумбы, выполненные из листового металла. В передней части расположен узел с ходовым винтом и рейкой. На верхней части — направляющие для перемещения каретки и блока задней бабки.
- Станок оснащен передаточным механизмом, расположенным в блоке передней бабки. Передача момента вращения с главного привода производится посредством клиноременной передачи. Вал коробки скоростей, путем позиционирования шестерней, транспортирует мощность на шпиндель, обороты которого меняются с тем или иным передаточным отношением.
- Коробка подач. Данный узел получает вращающий момент от передней бабки шпиндельного типа, путем взаимодействия шестерен передаточного устройства. Доступна подача как посредством ходового валика, так и винта подачи.
Другие базовые узлы также достаточно привычны:
- блок электрооборудования;
- задняя бабка;
- фартук;
- кожухи защиты;
- блок суппорта.
Так как конструкция станка ТВ-3 несколько упрощена, по причине его ограниченных показателей энергозаряженности, у оборудования отсутствуют некоторые защитные механизмы. В частности, не предусмотрен рычаг блокировки рукояток, нет лимба, невозможно точно передвигать суппорт на определенное число лимбовых делений. Также не представлен механизм принудительного торможения шпинделя. Станок настолько прост по конструкции, что не требует специализированного обслуживания и ремонта.
Принцип работы
Как именно работает ТВ 3 — разумно рассматривать, базируясь на описании кинематической схемы. Основное функциональное движение — вращение заготовки, зажатой в патроне шпинделя передней бабки. Передача мощности для этого процесса производится от главного привода через клиноременную передачу. При этом доступно изменение скорости вращения путем изменения передаточного числа шестернями коробки передач. Также предусмотрена возможность обратного вращения заготовки.
Второе функциональное движение, обеспечиваемое кинематикой станка — работа с режущим инструментом. Подвод к зоне обработки может осуществляться как вручную, путем вращения соответствующего колеса, так и механическим способом. Для последнего используется коробка подач, ходовой валик. Два этих элемента конструкции производят преобразование циклического вращения вала главного привода через передаточное устройство — в продольное/поперечное, сугубо поступательное смещение суппорта с блоком резцедержки.
Шаг перемещения суппорта регулируется коробкой подач, путем изменения передаточного числа для выбора необходимой скорости вращения ходового винта. Для изменения глубины реза или величины снятия материала в ходе точения — используется механика смещения резцедержателя суппорта в поперечном направлении. Это достигается применением конструкции салазок, приводимых в движение как механическим способом, так и предназначенным для этого колесом ручной регулировки.
Станок ТВ3 позволяет производить нарезку резьбы вручную, путем регулировки положения резца соответствующими колесами подачи в продольном и поперечном направлении. Доступен и механический способ с передачей момента вращения от главного привода. При этом необходимо многократное прохождение резца по обрабатываемой детали. Механический способ нарезки показывает гораздо более высокую точность работы, при сниженных требованиях к квалификации персонала.
Станок ТВ 3 предусматривает установку патрона на конус пиноли задней бабки. Это позволяет нарезать внутренние и наружные резьбы при помощи широкого набора метчиков, плашек. Также, данный функционал удобен для сверления глухих и сквозных отверстий в заготовках, проведении операций расточки.
Купить, продать б/у и новое оборудование, станки и многое другое — в Узбекистане

ТВШ-3, станок токарно-винторезный школьный, Ростов-на-Дону. Паспорт (zip)


| Version | |
| Download | 42 |
| Stock | ∞ |
| File Size | 4.05 MB |
| Create Date | 15.09.2017 |
|
Токарно-винторезный станок школьный ТВШ3. Ростов-на-Дону Здесь Вы можете скачать руководство по эксплуатации токарно-винторезного станка (школьный) ТВШ3, отсканированное с заводского документа, запакованное в zip архив и закаченное в файлообменник Tasi-ix. На нашем сайте происходит скупка и продажа станков в Ташкенте и Ташкентской области не только новых, но и поддержанных, и у многих владельцев паспорт для станков токарно-винторезных просто утерян. Поэтому в разделе Паспорта Вы можете скачать паспорт для школьных станков, скачать руководство для школьных станков, схемы и другую необходимую документацию. Скаченное руководство станков токарно-винторезных можно перенести на бумагу и всегда иметь «под рукой». Это необходимо при проведении ремонтных работ. При наличии схем, указанных особенностях разборки и сборки при ремонте, технических данных и характеристик, время на ремонт токарно-винторезного станка существенно сократиться. На нашем сайте Вы можете в Ташкенте скачать руководство для токарно-винторезного станка бесплатно. Если Вы не смогли найти нужный документ, тогда мы предлагаем заказать руководство по эксплуатации станка в Ташкенте. |


Отправить ответ