
Уголок металлический гост неравнополочный
М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ НЕРАВНОПОЛОЧНЫЕ
Сортамент
Hot-rolled steel unequal-leg angles.
Dimensions
ГОСТ 8510-86
1. Настоящий стандарт распространяется на стальные горячекатаные равнополочные уголки.
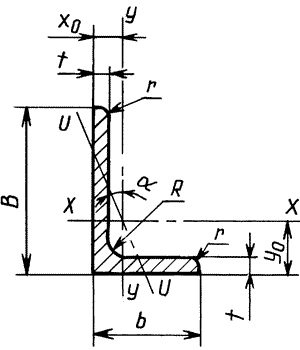
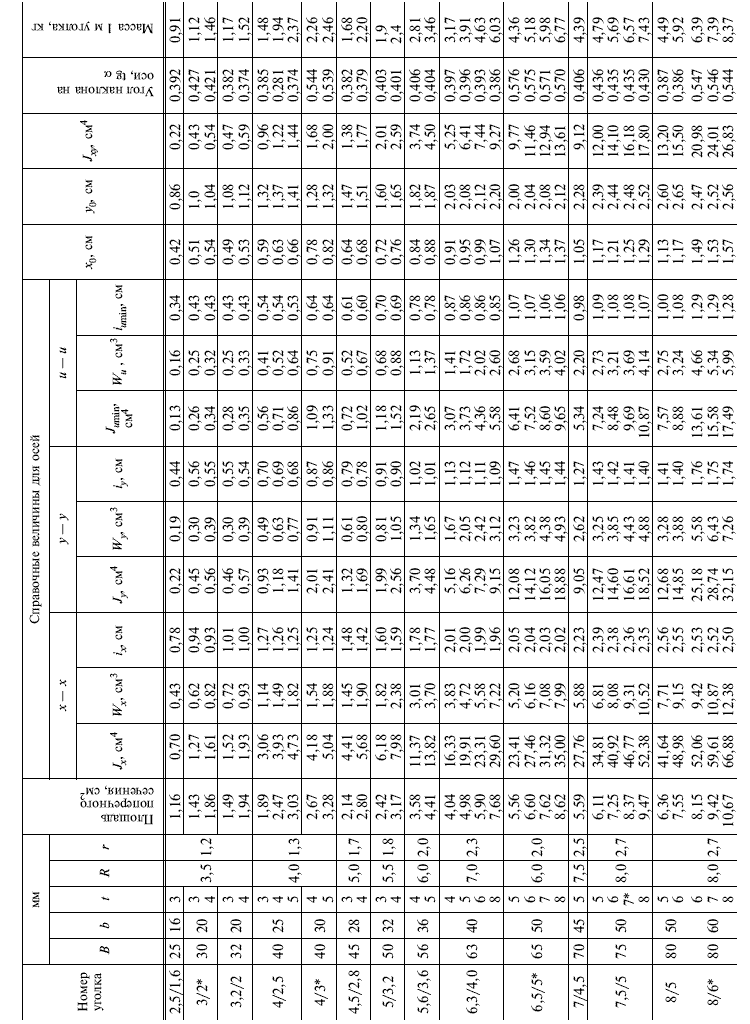
2. Размеры уголков, площадь поперечного сечения, справочные величины для осей и массы 1 м уголков должны соответствовать указанным на чертеже и в табл. 1.
Т а б л и ц а 1
Т а б л и ц а 1- продолжение
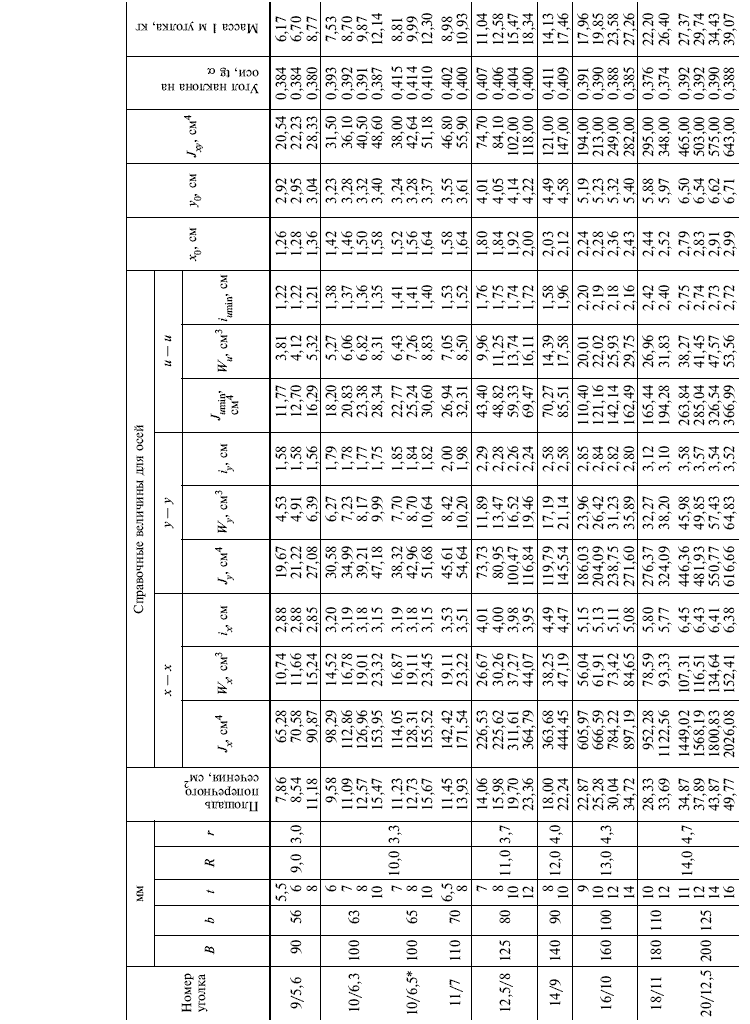
1. Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. При вычислении массы 1 м уголка плотность стали принята равной 7,85 г/см3.
2. Радиусы закругления, форма и размеры участка сопряжения внутренних граней полок, указанные на чертеже и в табл. 1, даны для построения калибра и на уголке не проверяют.
3. Уголки, отмеченные звездочкой, изготовляют по требованию потребителя.
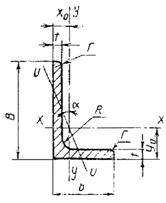
Условные обозначения к чертежу и табл. 1:
В — ширина большей полки;
b — толщина меньшей полки;
t — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
J — момент инерции;
i — радиус инерции;
x, y — расстояние от центра тяжести до наружных граней полок;
Jxy — центробежный момент инерции. (Измененная редакция, Изм. № 1).
3. По точности прокатки уголки изготовляют:
А — высокой точности;
В — обычной точности.
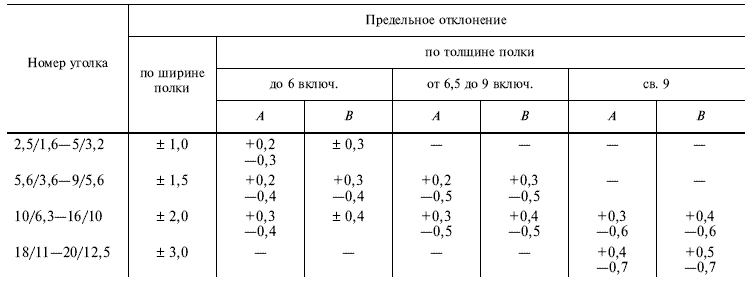
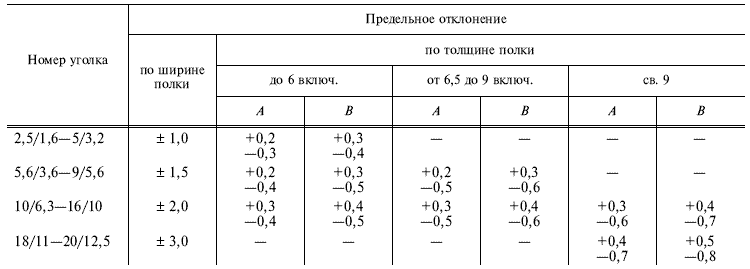
4. Предельные отклонения по размерам уголков не должны превышать указанных в табл. 2.
Т а б л и ц а 2
5. Предельные отклонения по размерам уголков, изготовленных на станах, не оборудованных жесткими клетями, не должны превышать указанных в табл. 3 до 01.01.93.
Т а б л и ц а 3
6. По согласованию изготовителя с потребителем предельные отклонения по толщине полки допускается заменять предельными отклонениями по массе, равными +3 -5 %.
7. Отклонение от прямого угла при вершине не должно превышать 35’.
8. Притупление внешних углов полок (в том числе и угла при вершине) не контролируются.
По требованию потребителя притупление внешних углов полок (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки — для уголков толщиной до 10 мм включ.;
3,0 — для уголков толщиной св. 10 до 15 мм включ.;
5,0 — для уголков толщиной св. 16 мм.
9. Уголки изготовляют длиной от 4 до 12 м:
мерной длины;
кратной мерной длины;
немерной длины;
ограниченной длины в пределах немерной;
мерной длины с немерными длинами не более 5% массы партии;
кратной мерной длины с немерными длинами не более 5% массы партии.
Допускается изготовлять уголки длиной свыше 12 м.
8; 9. (Измененная редакция, Изм. № 1).
10. Предельные отклонения по длине уголков мерной длины или кратной мерной длины не должны превышать в миллиметрах:
+30 — при длине 4 м;
+50 — при длине свыше 4 м до 6 м включ.;
+70 — при длине свыше 6 м;
по требованию потребителя +40 мм — для уголков длиной свыше 4 до 7 м:
+5 мм на каждый 1 м свыше 7 м.
11. Кривизна уголков не должна превышать 0,4% длины.
По требованию потребителя изготовляют уголки, кривизна которых не превышает 0,2 % длины.
Для уголков № 2,5/1,6 до 5,6/3,6 включ. кривизну проверяют на длине 1 м.
12. Скручивание вокруг продольной оси не допускается.
13. Размеры поперечного сечения уголка проверяются на расстоянии не менее 500 мм от торца штанги.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
Hot-rolled steel unequal-leg angles.
Срок действия с 01.07.87
1. Настоящий стандарт распространяется на стальные горячекатаные равнополочные уголки.
2. Размеры уголков, площадь поперечного сечения, справочные величины для осей и массы 1 м уголков должны соответствовать указанным на чертеже и в табл. 1.
Справочные величины для осей
1. Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. При вычислении массы 1 м уголка плотность стали принята равной 7,85 г/см 3 .
2. Радиусы закругления, форма и размеры участка сопряжения внутренних граней полок, указанные на чертеже и в табл. 1, даны для построения калибра и на уголке не проверяют.
3. Уголки, отмеченные звездочкой, изготовляют по требованию потребителя.
Условные обозначения к чертежу и табл. 1:
В — ширина большей полки;
b — толщина меньшей полки;
l — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
J — момент инерции;
i — радиус инерции;
x, y — расстояние от центра тяжести до наружных граней полок;
Jxy — центробежный момент инерции.
(Измененная редакция, Изм. № 1).
3. По точности прокатки уголки изготовляют:
А — высокой точности;
В — обычной точности .
4. Предельные отклонения по размерам уголков не должны превышать указанных в табл. 2.
Предельные отклонения, мм
по толщине полки
от 6,5 до 9 включ.
5. Предельные отклонения по размерам уголков, изготовленных на станах, не оборудованных жесткими клетями, не должны превышать указанных в табл. 3 до 01.01.93.
(Измененная редакция, Изм. № 1).
6. По согласованию изготовителя с потребителем предельные отклонения по толщине полки допускается заменять предельными отклонениями по массе, равными  %.
%.
7. Отклонение от прямого угла при вершине не должно превышать 35 ¢ .
Предельные отклонения, мм
по толщине полки
от 6,5 до 9 включ.
8. Притупление внешних углов полок (в том числе и угла при вершине) не контролируются.
По требованию потребителя притупление внешних углов полок (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки — для уголков толщиной до 10 мм включ.;
3,0 — для уголков толщиной св. 10 до 15 мм включ.;
5,0 — для уголков толщиной св. 16 мм.
9. Уголки изготовляют длиной от 4 до 12 м:
кратной мерной длины;
ограниченной длины в пределах немерной;
мерной длины с немерными длинами не более 5% массы партии;
кратной мерной длины с немерными длинами не более 5% массы партии.
Допускается изготовлять уголки длиной свыше 12 м.
8., 9. (Измененная редакция, Изм. № 1).
10. Предельные отклонения по длине уголков мерной длины или кратной мерной длины не должны превышать в миллиметрах:
+30 — при длине 4 м;
+50 — при длине свыше 4 м до 6 м включ.;
+70 — при длине свыше 6 м;
по требованию потребителя +40 мм — для уголков длиной свыше 4 до 7 м:
+5 мм на каждый 1 м свыше 7 м.
11. Кривизна уголков не должна превышать 0,4% длины.
По требованию потребителя изготовляют уголки, кривизна которых не превышает 0,2 % длины.
Для уголков № 2,5/1,6 до 5,6/3,6 включ. кривизну проверяют на длине 1 м.
12. Скручивание вокруг продольной оси не допускается.
13. Размеры поперечного сечения уголка проверяются на расстоянии не менее 500 мм от торца штанги.
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР, Госстроем СССР
С. И. Рудюк, канд. техн. наук; В. Ф. Коваленко, канд. техн. наук; Н. Ф. Грицук, канд. техн. наук; К. Ф. Перетятько; Г. И. Снимщикова; Е. И. Булгаков; Ж. М. Роева, канд. экон. наук; В.И. Краснова; Б. Г. Павлов, канд. техн. наук; В. Ф. Беляев, канд. техн. наук; В. В. Березин, канд. техн. наук; С. И. Бочкова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15 октября 1986 г. № 3083
3. Стандарт полностью соответствует СТ СЭВ 255-76
4. ВЗАМЕН ГОСТ 8510-72
5. Срок действия продлен до 01.07.97 Постановлением Госстандарта СССР от 28.12.90 № 3429
6. Переиздание с Изменением № 1, утвержденным в декабре 1990г. (ИУС4-91).
ГОСТ стального уголка — одна из основных категорий стандартов металлопроката в Российской Федерации. Сам прокат по ГОСТу мож но разделить на равнополочный и неравнополочный угловой прокат. При этом сортамент равнополочных уголков превышает сортамент балок и швеллеров в 2-3 раза.
ГОСТ стального неравнополочного горячекатаного уголка представляет из себя стандарт сплошного металлического профиля с Г-образным сечением. В изготовлении сортамента угловой стали используются нормы, соответствующие ГОСТ 8510-86. Для производства применяется обыкновенная углеродистая сталь, соответствующая ГОСТ 380-94, низколегированная сталь повышенной прочности 08Г2С, 16ГС и 12ГС (ГОСТ 19281-89), а также сталь марок 09г2с, Ст0-Ст6, 3сп5 и других.
- геометрических характеристик уголка в соответствии с ГОСТ 8510-86;
- основных параметров инерции неравнополочного горячекатаного уголка;
- радиуса инерции относительно центральных осей;
- веса неравнополочного уголка погонного метра;
- площади поперечного сечения.

Неравнополочный уголок, ГОСТ которого предусматривает разные размеры полок А и Б (равнополочный уголок имеет одинаковые размеры А и Б) применяется для изготовления металлических конструкций с изгибом (кровельные фермы, арочные конструкции и т.д.).
ГОСТ уголка стального.
Уголок по ГОСТу изготавливается из углеродистой стали следующих марок: ст3кп, ст0, ст4кп, ст3сц/пс, ст4сп, ст4пс, ст5пс, ст6сп, ст6пс, а также из низколегированной стали следующих марок: 08Г2С, 12ГС, 16ГС, 14Г2, 17ГС, 09Г2С, 14ХГС, 15ХСНД, 10ХНДП, 17Г1С, 10Г2С1, 10Г2БД, 10ХСНД, 15Г2СФД, 14Г2АФ, 16Г2АФ, 15Г2АФДпс, 18Г2АФпс. Важно учитывать тот факт, что стальной уголок по ГОСТу должен соответствовать установленным нормам, только тогда он может быть использован для производства и установки каркасов построек, усиления несущих конструкций, изготовления колонн и опор, а также в производстве разнообразных деталей механизмов и машин.
Номер
Название
Уголки стальные горячекатаные равнополочные. Сортамент.
Уголки равнополочные. Размеры.
Профили стальные горячекатаные. Часть 2. Уголки неравнополочные. Размеры.
Уголки стальные горячекатаные неравнополочные. Сортамент.
Уголки стальные гнутые равнополочные. Сортамент.
Уголки стальные гнутые неравнополочные. Сортамент.


Отправить ответ