
Ванный способ сварки рельсов
Сварка рельсов вторым способом — оплавлением с предварительным прерывистым подогревом состоит из стадии прерывистого подогрева, стадии непрерывного оплавления; стадии осадки и сварки, стадии остывания сварных стыков. В этом способе в отличие от первого разогрев металла рельсов производится путем многократного циклического смыкания и размыкания рельсовых концов. Электроконтактная сварка обеспечивает наиболее высокое качество сварных стыков. Качество сварных стыков определяется степенью пластических деформаций и нагрева металла рельсов. В связи с этим первостепенной является обязательность строгого обеспечения режимов сварки, утверждаемых Главным управлением пути МПС.
7.3. Электродуговая сварка
При электродуговой сварке рельсы соединяют металлом электрода, который расплавляется от тепла дугового разряда.
Электродуговая сварка стыков не требует приложения осадочного давления. Для этой сварки используют переменный ток от трансформатора или постоянный ток от передвижного сварочного агрегата.
Лучшим способом электродуговой сварки является ванный способ, при котором концы рельсов, обрезанные перпендикулярно продольной оси, устанавливают без перелома в плане, а в профиле с возвышением 3-5 мм, и в таком положении закрепляют с зазором 14-16 мм.
Между торцами вводят электрод, через который пропускают ток в 300-350 ампер. Расплавленный металл электрода заполняет зазор между торцами по всему сечению рельса.
Чтобы расплавленный металл электрода не растекался, применяют инвентарные медные формы, которыми закрывается зазор снизу и с боков. Сваренные стыки шлифуют по всему периметру рельса. Качество сваренного стыка зависит от электродов и их обмазки, постоянства жидкого состояния металла до окончания процесса сварки, тщательности обработки шва.
Электродуговую сварку применяют только для рельсов, укладываемых на станционных путях, кроме главных и приемо-отправочных.
7.4. Газопрессовая сварка
Газопрессовая сварка обеспечивает соединение металла при температуре
ниже точки плавления с приложением давления.
Основным достоинством газопрессовой сварки рельсов является высокое качество соединения и получение однородной структуры металла в зоне стыка, поэтому данный вид сварки особенно выгоден в применении к более тяжелым типам рельсов.
Перед сваркой торцы двух рельсов приставляют плотно один к другому и вместе стыка одновременно прорезают торцы обоих рельсов дисковой пилой на рельсорезном станке или при помощи механической ножовки, что обеспечивает плотность прилегания торцов и чистоту металла. Непосредственно перед сваркой торцы рельсов должны быть тщательно промыты четыреххлористым углеродом или дихлорэтаном. Подготовка перед сваркой заключается в предварительном нагреве концов рельс.
Для нагрева рельса применяются многопламенные горелки типа МГ – 50Р,
МГ – 65Р, МГ – 75Р. Многопламенная горелка типа МГ – Р65 представлена на рисунке 1.3.
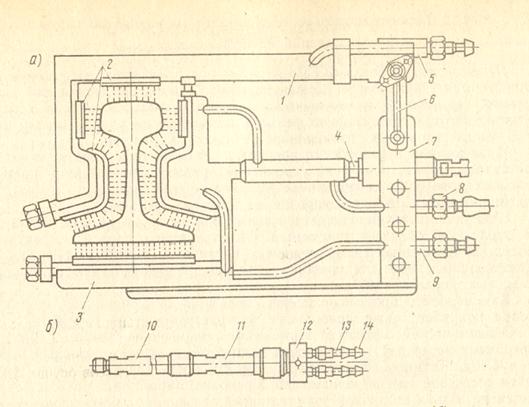
Рис.7.3: Многопламенная горелка МГ-Р65 (а) и ее ствол (б):
1 – верхняя часть горелки; 2 – колодки с отверстиями для газа; 3 – нижняя часть горелки; 4 – газопровод; 5 и 9 – трубопроводы для проточной воды; 6 – газовая скоба соединяющая 1 и 3; 7 – газовая распределительная камера; 8 – шнур с ниппелем; 10 – надставка, соединяющая ствол со смесительной камерой; 11 – смесительная камера; 12 – ствол горелки; 13 и 14 – штуцера для подачи газа к стволу.
Концы рельсов зажимают гидравлическим прессом и нагревают до температуры 1200 0 С системой многопламенных горелок, совершающих колебательные движения вдоль стыка (50 колебаний в минуту). Одновременно рельсы сжимаются с установленной расчетом силой (10 – 13 тонн) до получения осадки заданной величины (около 20 мм).
Для сварки применяются универсальные газопрессовые станки СГП – 8У или МГП – 9.
После сваривания производится обработка стыка, а затем его нормализация.
7.5. Алюмотермитная сварка
Создание высокоскоростных магистралей и бесстыкового пути устанавливает высокие стандарты качества к рельсам, особенно в местах их соединения. В полной мере этим стандартам отвечает алюмотермитная сварка рельсов.
Алюмотермитная сварка рельсов предназначена для соединения между собой в любом сочетании объемно-закаленных, поверхностно-закаленных и термически не упрочненных рельсов.
Сварка стыков рельсовых плетей и стыков (кроме изолирующих) стрелочных переводов, уложенных на деревянных или железобетонных шпалах и брусьях, может производиться на главных, приемо-отправочных, станционных и горочных путях железных дорог Российской Федерации, на подъездных путях промышленных предприятий, а также в метрополитене.
В основе этого процесса лежит термитная реакция, открытая в 1896 году профессором Гансом Гольдшмидтом, и представляющая собой химическую реакцию восстановления чистого железа из его окиси при помощи алюминия с выделением большого количества тепла:
Термитная реакция происходит в тигле в течение нескольких секунд после поджига термитной порции, состоящей из смеси порошкового алюминия, оксида железа, частиц стали, демпфирующих реакцию, и легирующих добавок, необходимых для получения стали нужного качества. Реакция проходит при температуре свыше 2000 o С с конечным послойным разделением продуктов реакции: жидкой стали (снизу) и легкого шлака (сверху).
В России ВНИИЖТ совместно с иностранными фирмами Снага (Словакия), Электро-Термит (Германия), Рельтех (Чехия и Франция) выполняют работы, связанные с термитной сваркой рельсовых элементов в зоне соединительных путей. При укладке бесстыкового пути термитный способ сварки рельсов (рис.1.4.) играет ведущую роль. В настоящее время в зоне стрелочных переводов он является основным методом соединения рельсов. Это экономически выгодная технология, отличающаяся большой гибкостью применения. В большинстве случаев сварку можно проводить без закрытия перегона. Технология фирмы «Электро-Термит», получив наибольшее распространение по сравнению с другими фирмами, представляет на рынке России два основных метода электро-термитной сварки, а именно так называемый, метод СоВоС (SoWoS) и метод СкФау (SkV) (рис.1.5).
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 266
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 602
- БГУ 153
- БГУИР 391
- БелГУТ 4908
- БГЭУ 962
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 119
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им. Даля 166
- ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1967
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 300
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 409
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 497
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 130
- ИжГТУ 143
- КемГППК 171
- КемГУ 507
- КГМТУ 269
- КировАТ 147
- КГКСЭП 407
- КГТА им. Дегтярева 174
- КнАГТУ 2909
- КрасГАУ 370
- КрасГМУ 630
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 139
- КубГУ 107
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 367
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 330
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 636
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 454
- НИУ МЭИ 641
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 212
- НУК им. Макарова 542
- НВ 777
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1992
- НГУЭУ 499
- НИИ 201
- ОмГТУ 301
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 119
- РАНХиГС 186
- РОАТ МИИТ 608
- РТА 243
- РГГМУ 118
- РГПУ им. Герцена 124
- РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 122
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 130
- СПбГАСУ 318
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 147
- СПбГПУ 1598
- СПбГТИ (ТУ) 292
- СПбГТУРП 235
- СПбГУ 582
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 193
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 380
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им. Гагарина 114
- СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1655
- СибГТУ 946
- СГУПС 1513
- СибГУТИ 2083
- СибУПК 377
- СФУ 2423
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им. Каразина 305
- ХНУРЭ 324
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 306
Полный список ВУЗов
Чтобы распечатать файл, скачайте его (в формате Word).
Ванный способ
Ванный способ применяется для сварки стыковой арматуры железобетонных конструкций. При этом способе сварки к стержням в месте их стыка приваривают стальную форму. Теплота дуги создает ванну расплавленного металла, непрерывно подогреваемую дугой. От теплоты металла ванны расплавляются концы свариваемых стержней, образуется общая ванна металла шва и при остывании — сварное соединение. Сварку ванным способом выполняют одним или несколькими электродами. Сварку ведут на больших токах. Для электродов диаметром 5 — 6 мм сварочный ток достигает 400 — 500 А. [1]
Ванный способ применяется при сварке круглых стальных стержней большого диаметра ( 20 — 100 мм), используемых в качестве арматуры железобетонных сооружений. [3]
Электродуговой ванный способ применяют для сварки рельсов, лежащих на станционных, подъездных и прочих малодеятельных путях. При этом способе используют передвижные сварочно-наплавочные станции, смонтированные на тракторах ДТ-54 или ДТ-74, вырабатывающие ток 280 — 300 А, напряжением 220 В. Применяется как переменный, так и постоянный ток. Перед сваркой концы рельсов очищают, промывают, выправляют, если есть кривизна. Дефектные места и сбитые концы обрезают. Под подошвой рельса устанавливают медную форму ( ванну) с канавкой полукруглого сечения, в которую укладывают стальную пластину с желобом. Сварку начинают с подошвы. После сварки подошвы устанавливают медные формы в пазухах рельсов с обеих сторон стыка для сварки шейки и головки рельса. После остывания стыка формы снимают и шов шлифуют. [5]
Сварку ванным способом , в зависимости от сечения свариваемых стыков, производят одним или несколькими электродами, располагаемыми так называемой гребенкой. При сварке больших сечений в целях повышения производительности может применяться трехфазная двухэлектродная сварка. Сущность этого способа состоит в том, что к специальному двухстержне-вому электроду с общим покрытием и к свариваемому изделию подводится переменный ток от трех фаз источника питания. При таком подключении возникают одновременно три дуги: две дуги между каждым стержнем электрода и изделием и третья дуга между самими стержнями электрода. Благодаря лучшему использованию тепла сварочных дуг расход электроэнергии при этом способе сокращается на 25 — 35 %, а производительность труда повышается в два-три раза. [6]
Сварку ванным способом трехфазной дугой могут выполнять сварщики, прошедшие специальную подготовку. [7]
Сварка ванным способом применяется для соединений арматурных стержней круглого и периодического профилей встык. [8]
Сварка ванным способом применяется для соединений арматурных стержней круглого и периодического профиля в стык. Схема сварки при стальных подкладках приведена на фиг. Этим способом свариваются стержни из сталей разных марок и разных диаметров. Образование ванны при этом способе происходит в результате перемещения сварщиком электрода в зазоре между стержнями, который заполняется наплавленным металлом. Небольшие диаметры стержней свариваются одним электродом, большие диаметры — несколькими электродами при непрерывном вытекании шлака. Сварочные работы выполняются в нижнем положении. [9]
При ванном способе пресс-форма, заполненная гранулами, помещается в кипящую воду. Па ] подается в полость пресс-формы через инъек-торы, после чего выходит через перфорированные стенки пресс-формы. Диаметр инъектора 20 — 25 мм; по его окружности имеются отверстия диаметром 1 — 2 мм. Инъекторы располагаются на расстоянии 80 — 100 мм от стенок пресс-формы и на расстоянии 180 — 250 мм друг от друга. Данным способом изготовляют толстостенные модели. Время спекания составляет доли минуты и саморегулируется за счет перекрытия отверстий инъекторов спекшимся певополистиролом. [11]
При ванном способе , известном из гальванотехники, изделия набирают на подвески и погружают на определенное время в ванны с растворами. Применяются ванны разных, как правило типовых, размеров. В связи с тем, что степень загрузки химических ванн может быть в 3 — 5 раз больше, их емкость может составлять соответственно / з — Vs емкости гальванических ванн. [13]
При ванном способе допускается производить сварку на переменном токе. [14]
Для сварки ванным способом гребенкой электродов соединяемые стержни собирают с зазором 10 — 15 мм. [15]
Этот способ сварки из-за относительйо невысокой прочностной характеристики в трамвайных хозяйствах и на станционных путях железных дорог применяется редко. Преимуществом электродуго — вого способа сварки является то, что им можно сваривать рельсы в пути.
Стыки, свариваемое электродуговым способом, можно разде лить на две группы: 1) стыки с приваркой накладок и подкладок; 2) стыки, провариваемые по всему сечению рельсов (ванный способ). Стыки первой группы из-за чрезвычайно низких прочностных показателей на железнодорожном транспорте не применяются, а в трамвайных путях используются редко.
Ванный способ сварки стыков рельсов разработан Московским опытным сварочным заводом.
Сварка производится на постоянном или переменном токе электродами диаметром 5 мм. Питание осуществляется от стандартно — 76
0 электросварочного оборудования типа СТЭ-34; ПС-500; ПАС-400
Применяемая сила тока 300—350 а. Для сварки используют ілектродьі марки УОНИ-ІЗ/55А с временным сопротивлением на — їлавленного металла 55 кгімм2.
В настоящее время в связи с появлением новых марок рельсо — )ой стали, обладающих повышенными прочностными данными, ре — сомендуется применять электроды УОНИ-13/85у с временным со-* іротивлением наплавленного металла.85 кг/мм2-
Сборку стыков под сварку, как правило, производят на шпа — іах. Концы рельсов обрезают по угольнику механическими средствами или газом. После обрезки газом торцы рельсов необходи — ю очистить от окалины.
Стык должен быть выверен в вертикальной и горизонтальной плоскостях, после чего он возвышается на 1,0—1,5 мм на 1 пог. м.
Регулировку величины подъема стыка производят деревянными клиньями, а проверку—специальной стальной метровой линейкой с регулируемыми по длине штифтами на концах.
Зазор между свариваемыми рельсами должен быть 12—15 мм или 1,5 диаметра электрода с учетом толщины слоя обмазкь. .
Технологически сварку рельсового стыка можно разделить на две главные операции: сварку подошвы, сварку шейки и головки.
* Сварку подошвы производят на остающейся (стальной) или съемной медной пластинке. Длина этой пластинки на 20 мм больше ширины подошвы рельса, а ширина пластинки 40 мм.
Используется несколько вариантов таких пластинок:
1) стальная (Ст. 3) толщиной 5—6 мм; пластинку укладывают под стык и плотно поджимают;
2) комбинированная, под стык укладывают стальную пластинку толщиной 2 мм, а под нее медную подкладку;
3) медную пластинку с канавкой, заполняемой несколькими огарками электродов УОНИ-13/55 А, поджимают непосредственно под стык.
Лучшие результаты дает применение медной и комбинированной пластинок. *
Подошва рельса—наиболее чувствительное место сварного стыка, где особенно ярко проявляются низкое качество наплавленного металла и другие погрешности сварки.
При ванном способе сварки рчень важно удержать в межстыковом зазоре жидкий наплавленный металл и шлак. Для этого применяют специальные медные формы многократного пользования: нижние — для сварки подошвы и боковые — для сварки шейки и головки.
Снаружи формы имеют прямоугольную кбйфигурацию. Внутренний контур их соответствует форме того участка рельса, с которым они сопрягаются. По оси формы имеется выемка, которая при сварке заполняется жидким наплавленным металлом с образованием усиления стыка.
При установке форм их ось совмещают с зазором стыка, а боковые формы, кроме того, еще и фиксируют струбциной.
Зазор в местах сопряжения форм с поверхностью рельсов не должен превышать 1 мм. В противном случае края форм необходимо обмазать огнеупорной глиной. Сваривая подошву, шов начинают с края пластинки и, совершая колебательные движения поперек зазора стыка, ведут его к другому концу, тщательно проваривая углы между торцами рельсов и пластинкой.
Второй шов следует накладывать в противоположном напраї лении, начиная его также от края пластинки.
При выполнении следующих проходов нужно внимательно наблюдать за тем, чтобы жидкая ванна расплавленного металла располагалась по всей длине подошвы.
В процессе сварки колебательные движения электродом нужно совершать быстро. Закончить сварку подошвы следует в центре стыка, благодаря чему шов получается с уклоном от центра к краям, что соответствует профилю рельсов-
В подошве стыка сварной шов должен иметь усиление в 2—3 мм, а края подошвы — перекрываться плавным швом.
Поверхность шва после заварки подошвы нужно очистить от шлака.
После установки боковых форм следует немедленно начинать последующую сварку, чтобы не допустить значительного охлаждения стыка.
Сварочная дуга возбуждается в месте окончания сварки подошвы, т. е. у основания шейки, и ведется, непрерывно заполняя наплавленным металлом весь зазор.
Заканчивая сварку стыка, на поверхности катания необходимо наплавить прибыльную часть толщиной 4—5 мм, которая компенсирует усадку при кристаллизации стыка.
После -сварки, когда стык еще имеет красный цвет, поверхность его следует уплотнить проковкой.
Недостатками ванного способа сварки являются горячие трещины и непровар. Горячие трещины иногда появляются при сварке рельсов из бессемеровской стали, содержащей повышенное количество вредных примесей—серы, фосфора, азота. Эти же дефекты могут быть при ускорении процессов сварки рельсов тяжелых типов.
Непровар и шлаковые включения, наоборот, получаются при замедленных скоростях сварки-
Если обнаружены какие-либо дефекты, последующую подварку можно производить при температуре стыка не менее 300°.


Отправить ответ