
Виды брака при зубошлифовке
Зубошлифование применяется для обработки зубьев зубчатых колёс с твердостью поверхности зубьев до HRC66. При неправильном выборе абразивного материала и режимов обработки после зубошлифования возможно появление прижогов и ухудшение механических свойств поверхностного слоя зубьев.
При зубошлифовании инструментом является шлифовальный круг, в котором абразивные зёрна связаны между собой керамической или синтетической связками. В качестве абразивного материала применяют электрокорунд белый и хромотитанистый, а также кубический нитрид бора. Зернистость шлифовальных кругов выбирают в зависимости от требований, предъявляемых к качеству поверхности зубьев обрабатываемого колеса. При высоких требованиях к шероховатости применяют круги с меньшим номером зернистости, при шлифовании колёс силовых передач применяют круги зернистостью до номера 40.
Для шлифования колёс со средним модулем (2. 6 мм) применяют круги твердостью СМ 1-СМ2, а при обработке червячным кругом колёс с мелким модулем (0,2. 0,8 мм) — твёрдостью С1, СМ2. С увеличением зернистости круга его твердость нужно снижать. Параметры шлифовальных кругов для зубошлифования указаны в табл. 2.11.
РЕЖИМЫ ЗУБОШЛИФОВАНИЯ ПРОФИЛЬНЫМ КРУГОМ
Радиальная подача, мм/раб.х.
Продольная подача, мм/мин
Число рабочих ходов
До снятия основного припуска
Шлифование зубьев производят на различных зубошлифовальных станках как методом копирования, так и методом обкатки.
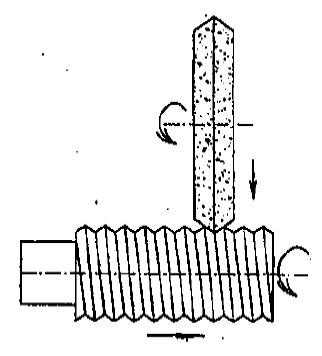
На станках, которые работают по методу копирования, используются профилированные шлифовальные круги. При этом ось заготовки расположена горизонтально. Такой метод используется для шлифования в основном прямозубых колёс. За один рабочий ход обрабатывается вся впадина между зубьями, правка круга осуществляется несколько раз за цикл обработки одного колеса (рис. 2.53).

Рис. 2.53. Схема зубошлифования профильным кругом
Станки с профильным шлифовальным кругом используют только в крупносерийном производстве. Для исключения прижогов режимы шлифования профильным кругом выбирают особенно тщательно (табл. 2.12).
РЕЖИМЫ ЗУБОШЛИФОВАНИЯ ЧЕРВЯЧНЫМ КРУГОМ
Радиальная подача, мм/раб. х.
Вертикальная подача, мм/об
Применение кругов с прерывистой рабочей поверхностью уменьшает отрицательное влияние выделяемой теплоты на качество поверхностного слоя зубьев, и вероятность появления прижогов снижается.
Метод обката реализуется червячным шлифовальным кругом с непрерывным делением, коническим двусторонним кругом, двумя тарельчатыми кругами и плоской стороной конического одностороннего круга с периодическим делением.

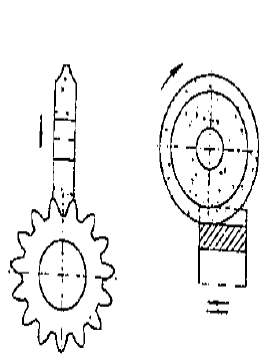
Рис. 2.54. Зубошлифование червячным кругом
На рис. 2.54 показана схема шлифования зубьев червячным кругом. Осевое сечение круга представляет собой зубчатую рейку. Для обработки зубчатых колес одного модуля необходимо применять круг соответствующего модуля. На станках с червячным кругом обработку выполняют при непрерывном вращении инструмента и заготовки. Перед чистовыми рабочими ходами производится осевое перемещение круга. Могут быть использованы и многозаходные червячные круги. Обработка осуществляется с использованием охлаждающей жидкости. Шлифование червячными кругами применяется при модуле колес не больше 8 мм. Режимы зу- бошлифования червячным кругом указаны в табл. 2.13.
При использовании в качестве инструмента конического двустороннего круга заготовка совершает вращательное и поступательное движения обката по зубьям воображаемой рейки, один из зубьев которой представляет собой шлифовальный круг, а круг совершает быстрое возвратно-поступательное движение вдоль зуба заготовки по всей её длине.
РЕЖИМЫ ЗУБОШЛИФОВАНИЯ НА СТАНКАХ С КОНИЧЕСКИМ КРУГОМ
Подача обката, мм/дв. ход (ползуна) при обработке колес с числом зубьев
Радиальная пода- ча, мм/раб. ход
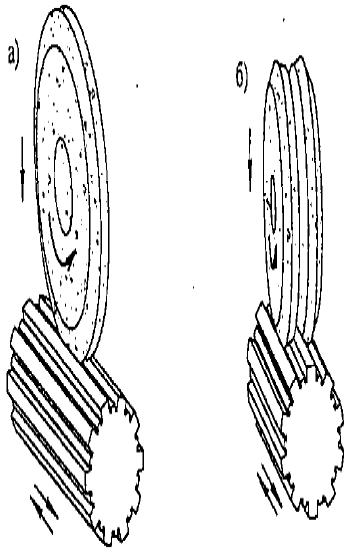
Используются два способа шлифования коническим кругом — раздельное (рис. 2.55, а) и одновременное (рис. 2.55, б):

Рис. 2.55. Схемы шлифования профилей зубьев коническим кругом:
а — раздельное; б — одновременное
При раздельном шлифовании круг в первой половине обкаточного движения шлифует только одну сторону профиля зуба, а во второй половине — другую. Затем происходит деление на зуб.
При одновременном шлифовании круг обрабатывает обе стороны профиля во время обката в одну сторону, после чего происходит деление на следующий зуб и во время обката в другую сторону шлифуются обе стороны профиля второго зуба.
Производительность станков с коническим кругом ниже, чем станков с профильным кругом, но точность обработки выше. Режимы зубошлифования на станках с коническим кругом указаны в табл. 2.14.
МЕТОДЫ ОБРАБОТКИ КОЛЁС С ВНУТРЕННИМИ ЗУБЬЯМИ

Зубодолбежные станки, зуборезные долбя ки всех типов.

Зубофрезерные станки с накладной головкой. Дисковая или пальцевая модульная фреза.

Зубофрезерные станки с накладной головкой, червячная фреза.
Обработка обкаточным инструментом

Зубофрезерные станки, одновитковая фреза- улитка.

Станки для зуботоче- ния, многозаходная обкаточная головка.

Зубопротяжной станок, протяжка.

Зубострогальный станок, зуборезная гребенка для обработки внутренних зубьев.

Зубошевинговальный станок, шевер.

Зубошлифовальный станок, тарельчатый шлифовальный круг, профильный шлифовальный круг.
На станках, в которых инструментом являются два тарельчатых круга, работающих методом обката с периодическим делением, шлифование выполняют кромками кругов (рис. 2.56). В процессе работы круги совершают только вращательное движение, а заготовка — возвратно-поступательное движение подачи и движение обката. В процессе обработки плоские алмазы периодически касаются режущих кромок шлифовальных кругов, и при износе более 1. 2 мкм круги перемещаются в положение, которое они занимали до изнашивания.

Рис. 2.56. Схема зубошлифования тарельчатыми кругами
Из всех методов наиболее производительными являются: шлифование червячными кругами и шлифование двумя тарельчатыми кругами.
При шлифовании цилиндрических колёс с внутренними прямыми и косыми зубьями также применяют методы копирования и обката.
В настоящее время прогрессивными методами обработки являются зубошлифование профильными и червячными кругами из эльбора (рис. 2.57), зубохонингование охватывающим хоном (рис. 2.58) и зуботочение закалённых зубчатых колёс твердосплавным инструментом.
Шлифование эльборовым кругом наиболее экономично в условиях крупносерийного и массового производства, поскольку для каждого профиля зуба необходим круг соответствующего профиля.

Рис. 2.57. Схема обработки зубьев профильным эльборовым кругом

Рис. 2.58. Схема хонингования зубчатого колеса хоном с внутренними зубьями
Шлифование эльборовым кругом не требует прерывания обработки для правки круга и гарантирует высокую точность профиля зуба и структуру его поверхности. Эльборо- вые круги могут быть выполнены диаметром до 25 мм, что позволяет обрабатывать колёса малого диаметра.
Хонингование хоном с внутренними зубьями позволяет уменьшать шероховатость поверхности зубьев и устранять забоины.
Для отделочной обработки зубьев используют плоские эльборовые круги, работающие без кинематической связи заготовки и инструмента. Обрабатывают прямозубые колёса с шириной венца менее 35 мм. Такой метод позволяет исключить искажения эвольвентного профиля, обрабатывать эвольвентные колёса произвольного исходного контура универсальным инструментом, снизить до минимума влияние износа инструмента на точность колеса.
Зубошлифование
Шлифование боковых поверхностей зубьев колес производится тремя методами — непрерывным шлифованием по методу обката, шлифованием по методу обката с периодическим делением и профильным шлифованием.
 При непрерывном шлифовании по методу обката (станки, работающие червячным шлифовальным кругом) обрабатываются одновременно левая и правая боковые поверхности зубьев шестерни (рис. 1а). Вследствие непрерывного протекания процесса и одновременности обработки обоих профилей зуба данный метод обеспечивает наибольшую производительность труда, особенно при обработке мелкомодульных зубчатых колес. Число зубьев, находящихся в зацеплении с левой и правой боковыми поверхностями, разное, вследствие чего при входе или выходе зубьев из зацепления могут образовываться погрешности их профиля. Однако непрерывное шлифование в отличие от шлифования с периодическим делением практически исключает погрешности шага. При обработке данным методом окружная скорость шлифовального круга и скорость обката находятся в определенном отношении, что затрудняет возможность их варьирования для предотвращения шлифовочных прижогов, а также для внедрения высокоскоростного шлифования.
При непрерывном шлифовании по методу обката (станки, работающие червячным шлифовальным кругом) обрабатываются одновременно левая и правая боковые поверхности зубьев шестерни (рис. 1а). Вследствие непрерывного протекания процесса и одновременности обработки обоих профилей зуба данный метод обеспечивает наибольшую производительность труда, особенно при обработке мелкомодульных зубчатых колес. Число зубьев, находящихся в зацеплении с левой и правой боковыми поверхностями, разное, вследствие чего при входе или выходе зубьев из зацепления могут образовываться погрешности их профиля. Однако непрерывное шлифование в отличие от шлифования с периодическим делением практически исключает погрешности шага. При обработке данным методом окружная скорость шлифовального круга и скорость обката находятся в определенном отношении, что затрудняет возможность их варьирования для предотвращения шлифовочных прижогов, а также для внедрения высокоскоростного шлифования.

При непрерывном шлифовании по методу обката, как правило, применяют однозаходные червячные круги. Применение двухзаходных кругов позволяет сократить время обработки на 30-40%. Профиль зуба на круге образуется посредством отдельного профилирующего приспособления вне станка или на станке.
При шлифовании по методу обката с периодическим делением применяются два типа станков. При использовании одних станков (моделей 5А841, 5М841, 5843 и станков фирм Niles и Hafler) боковая поверхность зубьев образуется за счет обката коническим шлифовальным кругом (рис. 1б); точность обработки при этом зависит как от погрешностей станка, так и от числа огибающих резов. При работе на других станках (моделей 5851, 5853 и станках швейцарской фирмы Maag) вместо конического круга применяют два тарельчатых круга, и каждый круг обкатывается по одной боковой поверхности зуба; эти станки работают без охлаждения.
 При профильном шлифовании (рис. 1в) практически весь профиль зуба шлифуется за один ход круга, что существенно повышает производительность обработки. Точность профиля зуба в значительной степени зависит от формы и положения режущей кромки инструмента. Недостатком профильного шлифования является трудность формообразования профиля круга. Кроме того, при изменении геометрических параметров обрабатываемых зубчатых колес необходимо заново профилировать инструмент.
При профильном шлифовании (рис. 1в) практически весь профиль зуба шлифуется за один ход круга, что существенно повышает производительность обработки. Точность профиля зуба в значительной степени зависит от формы и положения режущей кромки инструмента. Недостатком профильного шлифования является трудность формообразования профиля круга. Кроме того, при изменении геометрических параметров обрабатываемых зубчатых колес необходимо заново профилировать инструмент.
В каждом конкретном случае выбор метода зубошлифования должен осуществляться с учетом существующих экономических методик. При этом необходимо стремиться использовать шлифовальные круги таким образом, чтобы сила резания действовала вдоль радиуса круга, то есть в направлении большей его жесткости (
15-20 Н/мкм), а не вдоль оси, когда жесткость невелика (
1,5-3 Н/мкм). Реализация такого метода обработки зубьев колес плоским кругом на Московском заводе шлифовальных станков позволила повысить производительность труда при обработке в 1,4-1,8 раз.
Рекомендации по выбору характеристик кругов для зубошлифования приведены в таблице.
Характеристика кругов для зубошлифования.


Отправить ответ