
Виды цилиндрических зубчатых передач
Содержание:
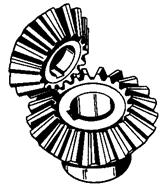
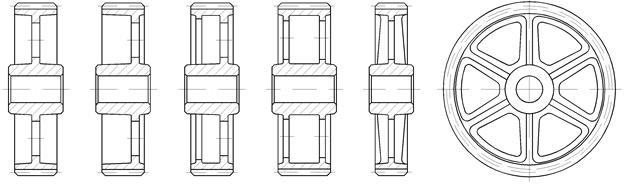
Зубчатые передачи с параллельными валами называются цилиндрические (рис. 2.1), с пересекающимися валами – конические (рис. 2.2).
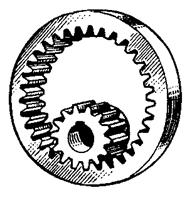
По расположению зубьев различают передачи с наружным (рис. 2.1а—в) и внутренним зацеплением (рис. 2.1г).
По профилю зубьев колес передачи подразделяют: на передачи с эвольвентным зацеплением, в котором профили зубьев очерчены эвольвентами; на передачи с циклоидальным профилем; на передачи с зацеплением Новикова. Далее в пособии будут описываться только передачи эвольвентного профиля с наружным зацеплением.
Шестерня – это зубчатое колесо передачи с меньшим числом зубьев (чаще всего – ведущее). Колесо – это зубчатое колесо передачи с большим числом зубьев. Термин "зубчатое колесо" можно применять как к шестерне, так и к колесу зубчатой передачи.
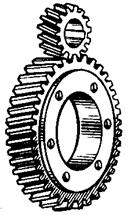
Цилиндрические зубчатые передачи бывают прямозубыми, косозубыми и шевронными.
Прямозубые колеса (рис. 2.1а) применяют преимущественно при невысоких и средних окружных скоростях, при большой твердости зубьев (когда динамические нагрузки от неточностей изготовления невелики по сравнению с полезными), в планетарных передачах, в открытых передачах, а также при необходимости осевого перемещения колес (в коробках передач).
 |
 |
 |
 |
| а | б | в | г |
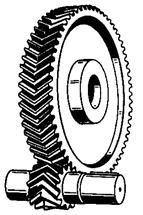
| Рис. 2.1. Виды цилиндрических зубчатых передач |
Косозубые колеса (рис. 2.1б) обладают более высокой нагрузочной способностью (за счет большей длины зуба при одинаковой ширине зубчатого венца), повышенной плавностью и пониженной шумностью, поэтому их применяют для ответственных передач при средних и высоких скоростях. Объем их применения – свыше 40 % объема применения всех цилиндрических колес в машинах.
Косозубые колеса с твердыми поверхностями зубьев требуют повышенной защиты от загрязнений во избежание неравномерности износа по длине контактных линий и опасности выкрашивания. В косозубом зацеплении возникает осевая сила, которую надо учитывать при проектировании опор и валов.
Шевронные колеса (рис. 2.1в) обладают всеми преимуществами косозубых колес, и при этом отсутствует вредная осевая сила, но их технология изготовления сложней.
Для прямозубых колес угол наклона зубьев b = 0°, для косозубых — b = 8. 20°, для шевронных — b = 25. 40°.
В косозубых передачах редукторов для шестерен рекомендуют принимать направление зуба левое, для колес – правое.
Большинство серийных редукторов имеют косозубые колеса, причем и в быстроходных и в тихоходных ступенях.
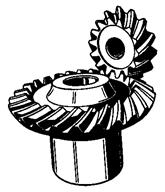
Среди конических зубчатых передач наибольшее распространение в машиностроении имеют передачи с прямыми зубьями. Также часто применяются передачи с круговыми зубьями. Гораздо реже – с тангенциальными и другими криволинейными зубьями.
 |
 |
| а | б |
| Рис. 2.2. Виды конических зубчатых передач |
Прямозубые конические передачи (рис. 2.2а) применяют при невысоких окружных скоростях (до 2…3 м/сек, допустимо до 8 м/сек), как наиболее простые в монтаже.
Конические передачи с круговыми зубьями (рис. 2.2б) имеют более плавное зацепление и поэтому большие быстроходность и несущую способность. Они более технологичны.
2.3Материалы зубчатых колес и термическая или химико-термическая обработка
Материалы зубчатых колес и термическая или химико-термическая обработка выбираются в зависимости от назначения передачи, условий эксплуатации и требований к габаритным размерам.
Для повышения несущей способности передач целесообразно повышение твердости поверхности зубьев, т.к. несущая способность передач по контактной прочности пропорциональна квадрату твердости поверхности зубьев. Однако повышение твердости материала отрицательно сказывается на изгибной прочности. Для повышения изгибной прочности желательно сохранять вязкую сердцевину зуба. Поэтому в основном применяется поверхностная термическая или химико-термическая обработка.
Способы упрочнения:
· Нормализация позволяет получить твердость 180…220 HB, поэтому нагрузочная способность относительно невелика, но при этом зубья колес хорошо прирабатываются и сохраняют точность, полученную при механической обработке. Нормализованные колеса обычно используют во вспомогательных механизмах, например, в механизмах ручного управления.
Применяемые стали: 40, 45, 50 и др. Для повышения стойкости против заедания шестерни и колеса следует изготавливать из разных материалов.
· Улучшение позволяет получить твердость поверхности и сердцевины 200…240 HB (для небольших шестерен 280…320 HB), нагрузочная способность несколько выше, чем при нормализации, но зубья колес прирабатываются хуже. Обычно улучшенные колеса применяют в условиях мелкосерийного и единичного производства при отсутствии жестких требований к габаритам.
Применяемые стали: 40, 45, 50Г, 35ХГС, 40Х и др.
· Закалка токами высокой частоты (ТВЧ) дает среднюю нагрузочную способность при достаточно простой технологии упрочнения. Позволяет достигать поверхностной твердости 45…55 HRC при глубине упрочненного слоя до 3…4 мм. Закалке ТВЧ обычно предшествует улучшение, поэтому механические свойства сердцевины – как при улучшении. Изгибная прочность по сравнению с объемной закалкой выше в 1,5-2 раза. Из-за повышенной твердости зубьев передачи плохо прирабатываются. Размеры зубчатых колес практически неограниченны. Необходимо помнить, что при модулях менее 3…5 мм, зуб прокаливается насквозь, что приводит к значительному их короблению и снижению ударной вязкости.
Применяемые стали: 40Х, 40ХН, 35ХМ, 35ХГСА.
· Цементация (поверхностное насыщение углеродом) с последующей закалкой ТВЧ и обязательной шлифовкой позволяет получить поверхностную твердость 56…63 HRC при глубине упрочненного слоя 0,5…2 мм. Нагрузочная способность высокая, но технология упрочнения более сложная. Изгибная прочность по сравнению с объемной закалкой выше в 2-2,5 раза.
Широко применяют сталь 20Х, а для ответственных зубчатых колес, особенно работающих с перегрузками и ударными нагрузками, стали 12ХН3А, 20ХНМ, 18ХГТ, 25ХГМ, 15ХФ.
· Азотирование (поверхностное насыщение азотом) обеспечивает высокую твердость и износостойкость поверхностных слоев, при этом не требуется последующая закалка и шлифование. Азотирование позволяет получить поверхностную твердость 58…67 HRC при глубине упрочненного слоя 0,2…0,5 мм. Малая толщина упрочненного слоя не позволяет применять азотированные колеса при ударных нагрузках и при работе с интенсивным изнашиванием (при загрязненной смазке, попадании абразива). Длительность процесса азотирования достигает 40-60 часов. Обычно азотирование применяют для колес с внутренним зацеплением и других, шлифование которых затруднено.
Применяют молибденовую сталь 38Х2МЮА, но возможно азотирование сталей 40ХФА, 40ХНА, 40Х до меньшей твердости, но большей вязкости.
· Нитроцементация – насыщение поверхностных слоев углеродом и азотом в газовой среде с последующей закалкой обеспечивает высокую контактную прочность, износостойкость и сопротивление заеданиям, обладает достаточно высокой скоростью протекания процесса – около 0,1 мм/час и выше. В связи с малым короблением позволяет во многих случаях обойтись без шлифования. Содержание азота в поверхностном слое позволяет применять менее легированные стали, чем при цементации: 18ХГТ, 25ХГТ, 40Х и др.
2.4Конструкция зубчатых колес
Конструкция зубчатых колес зависит от их размеров, материала, технологии изготовления и эксплуатационных требований.
Шестерни малых размеров, у которых диаметр окружности впадин зубьев близок к диаметру вала, выполняются за одно целое с валом (вал-шестерня) (рис. 2.3).
 |
| Рис. 2.3. Цилиндрические и коническая вал-шестерни. |
Колеса, допускающие посадку на вал, как правило, делаются насадными. Это дает возможность подбирать различные, наиболее подходящие материалы и термообработку для вала и колеса, упрощают технологию изготовления этих деталей, и позволяет после износа зубьев колеса производить его замену, сохраняя вал.
Шестерни небольшого диаметра (D £ 200 мм) обычно изготовляются из круглого проката (£ 150 мм), кованных или штампованных заготовок в виде сплошного диска или с выступающей ступицей и др. (рис. 2.4).
 |
| Рис. 2.4. Цилиндрические и коническая шестерни. |
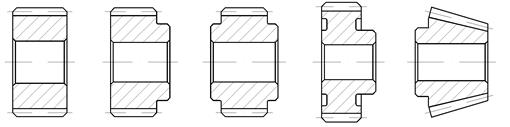
Колеса средних размеров (D £ 600 мм) изготовляются из поковок, штампованных или литых заготовок и большей частью имеют дисковую конструкцию (рис. 2.5).
 |
| Рис. 2.5. Конструкция зубчатых колес. |
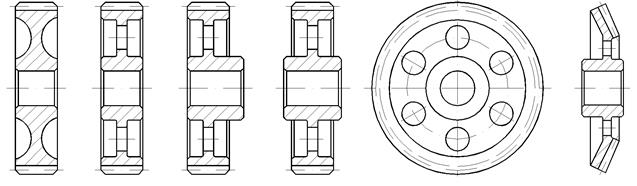
Зубчатые колеса больших размеров можно изготовлять цельнолитыми, с одним или двумя параллельными дисками, подкрепленными ребрами, или со спицами крестовидного, таврового, двутаврового, овального или другой формы сечения (рис. 2.6).
 |
| Рис. 2.6. Цельнолитые цилиндрические зубчатые колеса. |
При использовании высококачественных сталей для изготовления зубчатого венца, в целях экономии, колеса могут выполняться бандажированными (посадка с гарантированным натягом) или сборными (на призонных болтах, с помощью сварки или клея) (рис. 2.7).
 |
| Рис. 2.7. Бандажированное и сборные цилиндрические зубчатые колеса. |
Дата добавления: 2016-05-25 ; просмотров: 1629 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
 Большинство механических передач включает в себя зубчатые зацепления. Зубчатые передачи используются для изменения скоростей вращательного движения, направлений вращения и моментов. Они служат для преобразования вращательного движения в поступательное и наоборот, для изменения пространственного расположения элементов трансмиссии и осуществления многих других функций, необходимых для работы машин и механизмов.
Большинство механических передач включает в себя зубчатые зацепления. Зубчатые передачи используются для изменения скоростей вращательного движения, направлений вращения и моментов. Они служат для преобразования вращательного движения в поступательное и наоборот, для изменения пространственного расположения элементов трансмиссии и осуществления многих других функций, необходимых для работы машин и механизмов.
Механизмы зубчатых передач
Зубчатые зацепления применяются для передачи вращательного движения от двигателя к исполнительному органу.
При этом производятся необходимые преобразования движения, изменение частоты вращения, крутящего момента, направления осей вращения.
Для всего этого служат различные виды передач. Классификация видов зубчатых передач по расположению осей вращения:
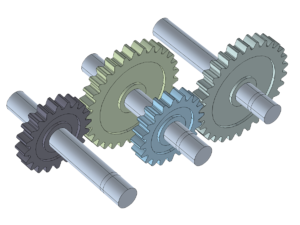
 Цилиндрическая передача состоит из колёсной пары обычно с разным числом зубьев. Оси зубчатых колёс в цилиндрической передаче параллельны. Отношение чисел зубьев называется передаточным отношением. Малое зубчатое колесо называется шестернёй, большое — колесом. Если шестерня ведущая, а передаточное число больше единицы, то говорят о понижающей передаче. Частота вращения колеса будет меньше частоты вращения шестерни. Одновременно при уменьшении угловой скорости увеличивается крутящий момент на валу. Если передаточное число меньше единицы, то это повышающая передача.
Цилиндрическая передача состоит из колёсной пары обычно с разным числом зубьев. Оси зубчатых колёс в цилиндрической передаче параллельны. Отношение чисел зубьев называется передаточным отношением. Малое зубчатое колесо называется шестернёй, большое — колесом. Если шестерня ведущая, а передаточное число больше единицы, то говорят о понижающей передаче. Частота вращения колеса будет меньше частоты вращения шестерни. Одновременно при уменьшении угловой скорости увеличивается крутящий момент на валу. Если передаточное число меньше единицы, то это повышающая передача.- Коническое зацепление. Характеризуется тем, что оси зубчатых колёс пересекаются и вращение передаётся между валами, которые расположены под определённым углом. В зависимости от того, какое колесо в передаче ведущее, они тоже могут быть повышающими и понижающими.
- Червячная передача имеет скрещивающиеся оси вращения. Большие передаточные числа получаются из-за соотношения числа зубьев колеса и числа заходов червяка. Червяки используются одно-, двух- или четырехзаходные. Особенностью червячной передачи является передача вращения только от червяка к червячному колесу. Обратный процесс невозможен из-за трения. Система самотормозящаяся. Этим обусловлено применением червячных редукторов в грузоподъёмных механизмах.
- Реечное зацепление. Образовано зубчатым колесом и рейкой. Преобразует вращательное движение в поступательное и наоборот.
- Винтовая передача. Применяется при перекрещивающихся валах. Из-за точечного контакта зубья зацепления подвержены повышенному износу под нагрузкой. Применяются винтовые передачи чаще всего в приборах.
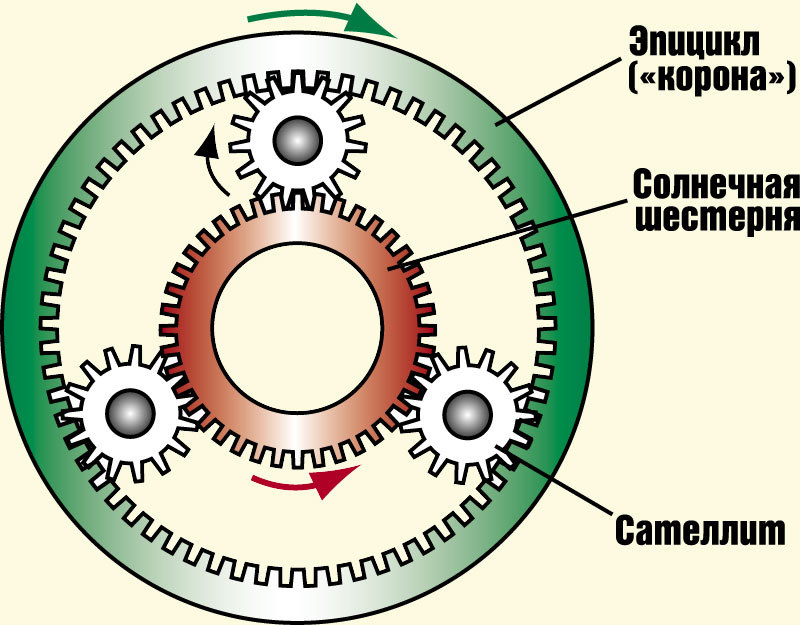
- Планетарные передачи — это зацепления, в которых применяются зубчатые колёса с подвижными осями. Обычно имеется неподвижное наружное колесо с внутренней резьбой, центральное колесо и водило с сателлитами, которые перемещаются по окружности неподвижного колеса и вращают центральное. Вращение передаётся от водила к центральному колесу или наоборот.
Нужно различать наружное и внутреннее зацепление. При внутреннем зацеплении зубья большего колеса располагаются на внутренней поверхности окружности, и вращение происходит в одном направлении. Это основные виды зацеплений.
Существует огромное количество возможностей для их сочетания и использования в различных кинематических схемах.
Форма зуба
Зацепления различаются по профилю и типу зубьев. По форме зуба различают эвольвентные, круговые и циклоидальные зацепления. Наиболее часто используемыми являются эвольвентные зацепления. Они имеют технологическое превосходство. Нарезка зубьев может производиться простым реечным инструментом. Эти зацепления характеризуются постоянным передаточным отношением, не зависящим от смещения межцентрового расстояния. Но при больших мощностях проявляются недостатки, связанные с небольшим пятном контакта в двух выпуклых поверхностях зубьев. Это может приводить к поверхностным разрушениям и выкрашиванию материала поверхностей.
В круговых зацеплениях выпуклые зубья шестерни сцепляются с вогнутыми колесами и пятно контакта значительно увеличивается. Недостатком этих передач является то, что появляется трение в колёсных парах. Виды зубчатых колёс:
 Прямозубые. Это наиболее часто используемый вид колёсных пар. Контактная линия у них параллельна оси вала. Прямозубые колёса сравнительно дешевы, но максимальный передаваемый момент у них меньше, чем у косозубых и шевронных колёс.
Прямозубые. Это наиболее часто используемый вид колёсных пар. Контактная линия у них параллельна оси вала. Прямозубые колёса сравнительно дешевы, но максимальный передаваемый момент у них меньше, чем у косозубых и шевронных колёс.- Косозубые. Рекомендуется применять при больших частотах вращения, они обеспечивают более плавный ход и уменьшение шума. Недостатком является повышенная нагрузка на подшипники из-за возникновения осевых усилий.
- Шевронные. Обладают преимуществами косозубых колёсных пар и не нагружают подшипники осевыми силами, так как силы направлены в разные стороны.
- Криволинейные. Применяются при больших передаточных отношениях. Менее шумные и лучше работают на изгиб.
Прямозубые колёсные пары имеют наибольшее распространение. Их легко проектировать, изготавливать и эксплуатировать.
Материалы для изготовления
Основной материал для изготовления колёсных пар — это сталь. Шестерня должна иметь более высокие прочностные характеристики, поэтому колёса часто изготавливают из разных материалов и подвергают разной термической или химико-термической обработке. Шестерни, изготовленные из легированной стали, подвергают поверхностному упрочнению методом азотирования, цементации или цианирования. Для углеродистых сталей используется поверхностная закалка.

Зубья должны обладать высокой поверхностной прочностью, а также более мягкой и вязкой сердцевиной. Это предохранит их от излома и износа поверхности. Колёсные пары тихоходных машин могут быть изготовлены из чугуна. В различных производствах применяются также бронза, латунь и различные пластики.
Способы обработки
Зубчатые колёса изготавливаются из штампованных или литых заготовок методом нарезания зубьев. Нарезание производится методами копирования и обкатки. Обкатка позволяет одним инструментом вырезать зубья различной конфигурации. Инструментами для нарезания могут быть долбяки, червячные фрезы или рейки. Для нарезания методом копирования используются пальцевые фрезы. Термообработка производится после нарезки, но для высокоточных зацеплений после термообработки применяется ещё шлифовка или обкатка.
Обслуживание и расчёт
 Техобслуживание заключается в осмотре механизма, проверке целостности зубьев и отсутствия сколов. Проверка правильности зацепления производится при помощи краски, наносимой на зубья. Изучается величина пятна контакта и его расположение по высоте зуба. Регулировка производится установкой прокладок в подшипниковых узлах.
Техобслуживание заключается в осмотре механизма, проверке целостности зубьев и отсутствия сколов. Проверка правильности зацепления производится при помощи краски, наносимой на зубья. Изучается величина пятна контакта и его расположение по высоте зуба. Регулировка производится установкой прокладок в подшипниковых узлах.
Сначала надо определиться с кинематическими и силовыми характеристиками, необходимыми для работы механизма. Выбирается вид передачи, допустимые нагрузки и габариты, затем подбираются материалы и термообработка. Расчёт включает в себя выбор модуля зацепления, после этого подбираются величины смещений, число зубьев шестерни и колеса, межосевое расстояние, ширина венцов. Все значения можно выбирать по таблицам или использовать специальные компьютерные программы.
Главными условиями, необходимыми для длительной работы зубчатых передач, являются износостойкость контактных поверхностей зубьев и их прочность на изгиб.
Достижению хороших характеристик и уделяется основное внимание при проектировании и изготовлении зубчатых механизмов.

Цилиндрические зубчатые передачи.
Зубчатые колеса при изготовлении контролируют по элементам, определяющим правильность зацепления (толщина зуба, шаг, радиальное биение зубчатого венца, правильность эвольвенты и т. д.) или комплексно путем проверки колеса в двух- или однопрофильном зацеплении с эталонной шестерней. В последнем случае определяют кинематическую точность передачи, плавность хода, боковой зазор в зацеплении и контакт зубьев. Проверяемое колесо приводят во вращение эталонной шестерней сначала в одну, потом в другую сторону при легком торможении колеса. Самопишущий прибор регистрирует на профилограмме отклонения хода колеса по сравнению с точным контрольным колесом, в свою очередь, сцепленным с эталонной шестерней.
Показателем кинематической точности является величина ΔF∑ максимального колебания угловой скорости колеса за один оборот (рис. 649). Эта ветчина отражает главным образом биение делительного цилиндра относительно базовых поверхностей колеса (цапф, посадочных отверстий).

Показателем плавности работы является среднеарифметическое значение циклических погрешностей за один оборот колеса

суммарно отражающее погрешности толщины зубьев, шага и эвольвент.
Изменение бокового зазора по углу поворота изображается расстоянием с между крайними точками профилограмм правого и левого вращения, отстоящих друг от друга на расстоянии с, равном среднему зазору.
Контакт между зубьями проверяют нанесением тонкого слоя краски (например, берлинская лазурь) на зубья эталонной шестерни и измерением отпечатков (пятен контакта) на зубьях проверяемого колеса. Разновидность способа — нанесение на зубья проверяемого колеса слоя копоти и измерение светлых пятен, получающихся на зубьях после проворачивания.
Контакт характеризуют относительные размеры пятен (рис. 650, а):


где а — средняя длина пятен (за вычетом разрывов); В — ширина зуба; h — средняя высота пятен; H — высота зуба.

Смещение пятен к головке зуба (вид б) свидетельствует об уменьшенном диаметре начального цилиндра; смещение к ножке (вид А) — об увеличенном диаметре. Сосредоточение контакта у кромок (вид г) указывает на клиновидность или перекос зубьев.
ГОСТ 1643—81 предусматривает 12 степеней точности изготовления колес (1-я степень — высшая, 12-я — низшая точность). Для каждой степени установлены нормы кинематической точности, плавности работы и контакта зубьев колес и передач. Выбор степени точности зависит от назначения и условий работы колеса. Для высокооборотных передач наибольшее значение имеют кинематическая точность и плавность работы; для тежелонагруженных колес — размеры и расположение пятен контакта. Колеса передач общего назначения обычно изготовляют по 7-й или 8-й степени точности.
Индивидуальная проверка любого вида (поэлементная или комплексная) не вполне определяет работоспособность колес в узле. На работу передачи, помимо неточностей, регистрируемых приборами, влияют погрешности межосевых расстояний в корпусе, неточности выполнения опор корпуса (несоосность и перекосы) и погрешности парного колеса. Кроме того, при работе под нагрузкой существенно изменяются характеристики хода и контакта в результате упругой деформации зубьев и ободьев колес. Нагрев при работе заметно изменяет боковой зазор в зацеплении.
Как правило, колеса нагреваются при работе больше, чем корпус. Если корпус выполнен из чугуна (коэффициент линейного расширения которого примерно такой же, как у стали), то при нагреве зазор уменьшается. Если корпус сделан из легких сплавов, коэффициент линейного расширения которых значительно больше, чем у стали, то боковой зазор в зацеплении может увеличиться.
Пример . Рассчитать боковой зазор для чугунного корпуса (α = 11·10 –6 ) и для корпуса из алюминиевого сплава (α = 25·10 –6 ). Дано: рабочая температура колеса 100°С, корпуса 50°С. Межосевое расстояние 200 мм.
При нагреве боковой зазор в зацеплении изменяется на величину

где Δаw — разность увеличения межосевого расстояния и радиусов колес; α — угол зацепления (для стандартного зацепления α = 20°; tg α = 0,365).
Для чугунного корпуса

т. е. зазор заметно уменьшается.
Для алюминиевого корпуса

т. е. зазор незначительно увеличивается.
Возможные колебания зазора в результате неточности выполнения межосевого расстояния определяются из соотношения

где Δ’аw — допуск на межосевое расстояние.
При обычной точности (Δ’аw = ±0,05 мм)

Таким образом, в неблагоприятном случае (чугунный корпус, межосевое расстояние, выполненное по минусовому допуску) зазор в зацеплении может стать меньше номинального на 0,04 + 0,018 ≈ 0,06 мм.
Большинство факторов, влияющих на работу колес, за исключением тепловых, учитывают поверочным определением зазора в контакте между зубьями в парной установке колес в корпусе.
Зазор чаще всего проверяют щупом, заводимым в промежутки между зубьями, при нескольких положениях колес (в пределах одного оборота большого колеса). При этом способе необходим свободный подход к участку зацепления. Если подход затруднен, то зазор определяют при покачивании одного из колес (другое неподвижно закреплено) и измеряют индикатором, ножку которого приставляют к одному из доступных зубьев в направлении, касательном к окружности начального цилиндра. Измерения проводят при нескольких угловых положениях колеса.
В труднодоступных конструкциях зазор измеряют индикатором по стрелке, закрепленной на свободном конце вала колеса. Зазор в зацеплении находит умножением измеренных величин на отношение радиуса делительного цилиндра к плечу замера.
Для грубой проверки между зубьями пропускают свинцовую пластинку, толщину которой затем измеряют на участках, соответствующих зонам зацеплении.
Минимальный зазор, определенный одним из описанных способов, должен превышать в среднем не менее чем на 0,05 мм возможное уменьшение зазора при нагреве.
ГОСТ 1643—81 устанавливает для каждой степени точности свои нормы зазоров. Для передач средней точности общего назначения зазор можно определять из выражения

где m — модуль зацепления.
Контакт зубьев проверяют с помощью краски. Проверка является полноценной только в том случае, если ее проводят под нагрузкой, равной рабочей нагрузке.
Возможности регулирования параметров зацеплении для цилиндрических зубчатых колес весьма ограниченны. Если проверка обнаруживает недостаточность зазора или неудовлетворительность контакта, то единственным способом получения нужных параметров практически является индивидуальный подбор колес, что усложняет сборку, поэтому при проектировании зубчатых колес важно выбрать степень точности изготовления колес, допуски на размеры и форму опор с таким расчетом, чтобы без излишнего усложнения производства обеспечить взаимозаменяемость колес.
В целях увеличения долговечности и улучшения прирабатываемости зубьям парных колес обычно придают разную твердость: зубья шестерен калят, цементируют (HRC 58—62) или азотируют (HV 1000—1200), а колеса подвергают улучшению (HRC 30—35) или закалке со средним отпуском (HRC 40—45). В таких передачах шестерни следует делать большей ширины, чем колеса (рис. 651, в), с таким расчетом, чтобы зубья шестерни перекрывали зубья колес при всех возможных колебаниях осевого положения. Если ширина шестерен и колес одинакова (вид а), то при смещении колес (в результате производственных и монтажных неточностей) происходит ступенчатая выработка более мягких зубьев (вид б) и, как следствие, нарушается правильное зацепление при последующих изменениях осевого положения колес.


Отправить ответ