
Виды разрушения зубьев зубчатых передач
В результате изучения студент должен знать:
— о методах изготовления зубчатых колес.
В результате изучения студент должен уметь:
— виды разрушения зубьев;
— критерии работоспособности зубчатых передач.
4.2.1 Общие сведения
При передаче вращательного момента в зацеплении действует нормальная сила Fn и сила трения Rf, связанная со скольжением. Под действием этих сил зуб находиться в сложном напряженном состоянии. Решающее влияние на его работоспособность оказывают контактные напряжения  и напряжения изгиба
и напряжения изгиба  , изменяющиеся во времени по некоторому прерывистому отнулевому циклу. Переменные напряжения являются причиной усталостного разрушения зубьев: излома зубьев от напряжений изгиба и выкрашивания рабочих поверхностей зубьев от контактных напряжений. С контактными напряжениями и трением в зацеплении связаны также износ, заедание и другие виды повреждения поверхностей зубьев рис.2.3.2.
, изменяющиеся во времени по некоторому прерывистому отнулевому циклу. Переменные напряжения являются причиной усталостного разрушения зубьев: излома зубьев от напряжений изгиба и выкрашивания рабочих поверхностей зубьев от контактных напряжений. С контактными напряжениями и трением в зацеплении связаны также износ, заедание и другие виды повреждения поверхностей зубьев рис.2.3.2.
4.2.2 Виды разрушений зубчатых колес
а) Излом зубьев. Различают два вида излома зубьев. Излом от больших перегрузок, а иногда от перекоса валов и неравномерной нагрузки по ширине зубчатого венца и усталостный излом, происходящий от длительного действия переменных напряжений изгиба , которые вызывают усталость материала зубьев.
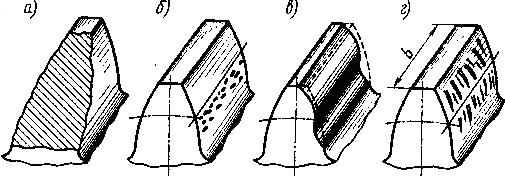
Рисунок 2.3.2 Виды повреждений поверхности зубьев
Усталостные трещины образуются чаще всего у основания зуба на той стороне, где от изгиба возникают напряжения растяжения. Для предупреждения усталостного излома применяют: колёса с положительным смещением при нарезании зубьев; термообработку; дробеструйный наклёп; жёсткие валы, увеличивают модуль и др.
б) Усталостное выкрашивание рабочих поверхностей зубьев. Основной вид разрушения поверхности зубьев для большинства закрытых быстроходных передач, работающих при смазке. Возникает вследствие длительного действия переменных контактных напряжений , вызывающих усталость материала зубьев. Выкрашивание обычно начинается вблизи полюсной лини на ножках зубьев, где развивается наибольшая сила трения, способствующая пластичному течению материала и образованию микротрещин на поверхности зубьев. Развитию трещин способствует расклинивающий эффект смазочного материала, который запрессовывается в трещины зубьев при зацеплении. Повторяясь, такое действие приводит к откалыванию частиц металла поверхности зубьев и к образованию вначале мелких ямок, переходящих далее в раковины. При выкрашивании нарушается условия образования сплошной масляной плёнки, появляется металлический контакт с последующим быстрым износом или задиром поверхности. Для предупреждения усталостного выкрашивания повышают твёрдость поверхности зубьев и степень их точности, правильно выбирают сорт масла и др.
Так как контактные напряжения являются причиной усталостного разрушения, то основным критерием работоспособности и рассвета закрытых передач является контактная прочность рабочих поверхностей зубьев. При этом расчёт зубьев на изгиб производят как проверочный.
В передачах, работающих, со значительным износом (открытые передачи), выкрашивания не наблюдается, так как изнашивание поверхностных слоёв зубьев происходит раньше, чем появляются трещины.
в) Изнашивание зубьев. Основной вид разрушения зубьев открытых передач, а также закрытых, но недостаточно защищённых от загрязнения абразивными частицами (пыль, песчинки, продукты износа и т.п.). Такие передачи встречаются в сельскохозяйственных, транспортных, грузоподъёмных машинах и т.п. По мере изнашивания первоначальный эвольвентный профиль зубьев искажается увеличиваются зазоры в зацеплении, возникают динамические нагрузки и повышенный шум. Прочность изношенного зуба понижается вследствие уменьшения площади поперечного сечения, что может привести к излому зуба. Основные меры предупреждения износа – повышение твёрдости зубьев, защита от загрязнения и др.
г) Заедание зубьев происходит преимущественно в высокоскоростных быстроходных передачах. В месте контакта зубьев развиваются высокие давления и температура, масляная плёнка разрывается и появляется металлический контакт. Здесь происходит как бы сваривание частиц металла с последующим отрывом их от менее прочной поверхности. Образовавшиеся наросты на зубьях задирают поверхности других зубьев, оставляя на них широкие и глубокие борозды в направлении скольжения. Для предупреждения заедания повышают твёрдость рабочих поверхностей зубьев, применяют противозадирочные масла и другие меры, что и против изнашивания.
4.2.3 Методы изготовление зубчатых колес
Широкое распространение зубчатых передач делает необходимой большую научно-исследовательскую работу по вопросам конструирования и технологии изготовления зубчатых колёс и всестороннюю стандартизацию в этой области. Заготовки зубчатых колес получают литьем, ковкой в штампах или свободной ковкой в зависимости от материала, формы и размеров. Зубья колес изготовляют накатыванием, нарезанием, реже литьем.
Накатывание зубьев. Применяется в массовом производстве. Предварительное формообразование зубьев цилиндрических и конических колес производится горячим накатыванием. Венец стальной заготовки нагревают токами высокой частоты до температуры
1200°С, а затем обкатывают между колесами-накатниками. При этом на венце выдавливаются зубья. Для получения колес более высокой точности производят последующую механическую обработку зубьев или холодное накатывание — калибровку.
Холодное накатывание зубьев применяется при модуле до 1 мм. Зубонакатывание — высокопроизводительный метод изготовления колес, резко сокращающий отход металла в стружку.
Нарезание зубьев. Существует два метода нарезания зубьев: копирование и обкатка.
1.Метод копирования заключается в прорезании впадин между зубьями модульными фрезами (рис. 2.3.3): дисковыми (а) или пальцевыми (б). После прорезания каждой впадины заготовку поворачивают на шаг зацепления. Профиль впадины представляет собой копию профиля режущих кромок фрезы, отсюда и название — метод копирования. Метод копирования — малопроизводительный и неточный, применяется преимущественно в ремонтном деле.
 ;
;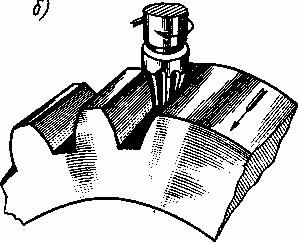
Рисунок 2.3.3 Нарезание зубьев методом копирования
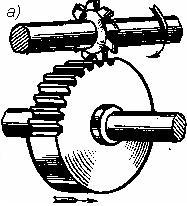
2. Методом обкатки нарезания зубьев основан на воспроизведении зацепления зубчатой пары, одним из элементов которой является режущий инструмент — червячная фреза (рис.2.3.4.а), долбяк (рис.2.3.4.б) или реечный долбяк — гребенка (см. рис. 2.3.5). Червячная фреза имеет в осевом сечении форму инструментальной рейки. При нарезании зубьев заготовка и фреза вращаются вокруг своих осей, обеспечивая непрерывность процесса. Нарезание зубьев червячными фрезами широко применяют для изготовления цилиндрических колес с внешним расположением зубьев. Для нарезания колес с внутренним расположением зубьев применяют долбяки. Гребенками нарезают прямозубые и косозубые колеса с большим модулем зацепления.
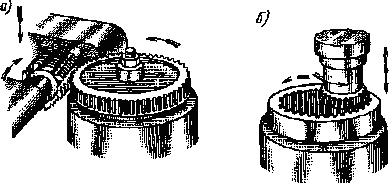
Рисунок 2.3.4 Нарезание зубьев методом обкатки
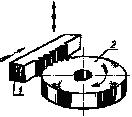
Рисунок 2.3.5 Нарезание зубьев методом обкатки долбяком
Нарезание зубьев конических колес методом обкатки производится строганием (рис.2.3.6.а), фрезерованием (рис.2.3.6.б), инструментом с прямобочным профилем или резцовыми головками.

Рисунок 2.3.6 Нарезание конических зубьев методом обкатки
Отделка зубьев. Зубья точных зубчатых колес после нарезания подвергают отделке шевингованием, шлифованием, притиркой или обкаткой. Шевингование применяют для тонкой обработки незакаленных колес. Выполняют инструментом — шевером, имеющим вид зубчатого колеса с узкими канавками на поверхности зубьев. Вращаясь в зацеплении с обрабатываемым колесом, шевер снимает режущими кромками канавок волосообразные стружки с зубьев колеса.
Шлифование применяют для обработки закаленных зубьев. Выполняют шлифовальными кругами способом копирования или обкатки. Притирку используют для отделки закаленных зубьев колес. Выполняют притиром – чугунным точно изготовленным колесом с использованием притирочных абразивных паст.
Обкатка применяется для сглаживания шероховатостей на рабочих поверхностях зубьев незакаленных колес. В течение 1…2 мин зубчатое колесо обкатывается под нагрузкой с эталонным колесом большой твердости.
При изготовлении зубчатых колес неизбежны погрешности в отклонениях шага, профиля зуба, межосевого расстояния и др. Эти погрешности приводят к преждевременному разрушению передачи. Точность зубчатых колес регламентируется стандартами, в которых предусмотрено 12 степеней точности в порядке убывания. Наибольшее распространение получили 6, 7, 8, 9 степени точности.
Читайте также:
- ICMP критерии
- II. КРИТЕРИИ
- II. Шероховатость рабочих поверхностей зубьев
- L Организация эфирного или кабельного вещания вправе распоряжаться исключительным правом на сообщение радио- или телепередачи.
- P2X-рецепторы участвуют в регуляции ЦНС, передаче боли, модуляции респираторных ответов при гипоксии.
- TCP критерии
- V Основные критерии для типологии сложных предложений
- VI. Последующая передача проекта
- А. Критерии моногенного наследования.
- Адаптація схеми передачі повідомлення до наявності ЗМІ
- Акт (накладная) приемки-передачи основных средств (форма № ОС-1).
- Акт приемки-передачи основных средств
В процессе зацепления на зуб действует нагрузка, передаваемая зацеплением, и силы трения. Циклическое изменение напряжений может быть причиной поломки зубьев и усталостного выкрашивания их поверхностей, а трение в зацеплении вызывает износ и заедание зубьев.
Поломка зубьев. Вследствие своей внезапности это наиболее опасный вид разрушения. Излом зубьев является следствием возникающих в зубьях повторно-переменных напряжений изгиба. Усталостные трещины образуются у основания зуба на той стороне, где от изгиба возникают наибольшие напряжения растяжения. Прямые короткие зубья выламываются полностью, а длинные, особенно косые, обламываются по косому сечению (рис. 6.27,а); Усталостную поломку предупреждают расчетом на прочность по напряжениям изгиба [σ]и, применением коррекции, а также увеличением точности изготовления и монтажа передачи.
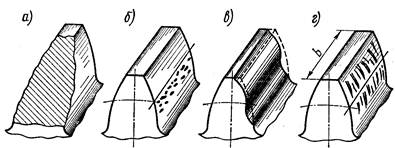
Рис. 6.27. Виды разрушения зубьев
Усталостное выкрашивание рабочих поверхностей зубьев. Является основным видом разрушения зубьев закрытых передач. Возникает вследствие действия повторно-переменных контактных напряжений σк (см. рис. 5.4). Процесс разрушения начинается на ножке зуба в околополюсной зоне, где развивается наибольшая сила трения, способствующая пластическому течению металла и образованию микротрещин на поверхности зубьев (см. рис. 5.5, а). Развитие микротрещин приводит к выкрашиванию частиц поверхности, образованию вначале мелких ямок (см. рис. 6.27, б), переходящих далее в раковины. При выкрашивании нарушаются условия образования сплошной масляной пленки (смазка выжимается в ямки), что приводит к быстрому износу и задиру зубьев. Усталостное выкрашивание зубьев предупреждают расчетом на прочность по контактным напряжениям, повышением твердости поверхности зубьев, применением коррекции, повышением степени точности, правильным выбором сорта масла.
В открытых передачах выкрашивания не наблюдается, так как процесс износа поверхности зубьев опережает процесс развития усталостных трещин.
Износ зубьев. Является основным видом разрушения зубьев открытых передач. По мере износа зуб утоняется (см. рис. 6.27, в), ослабляется его ножка, увеличиваются зазоры в зацеплении, что в конечном итоге приводит к поломке зубьев. Разрушению зубьев предшествует возникновение повышенного шума при работе передачи. Износ можно уменьшить защитой от попадания абразивных частиц, повышением твердости и класса чистоты рабочих поверхностей зубьев, уменьшением скольжения зубьев путем коррекции.
Заедаиие зубьев.(См. «Задир поверхностей фрикционных передач») Заключается в приваривании частиц одного зуба к другому вследствие местного повышения температур в зоне зацепления. Образовавшиеся наросты на зубьях задирают рабочие поверхности других зубьев, бороздя их в направлении скольжения. (см. рис. 6.27, г). Заедание зубьев предупреждают повышением твердости и класса чистоты рабочих поверхностей зубьев, применением коррекции, правильным подбором противозадирных масел.
| | | следующая лекция ==> | |
| К.П.Д. ЗУБЧАТЫХ ПЕРЕДАЧ | | | МАТЕРИАЛЫ ЗУБЧАТЫХ КОЛЕС |
Дата добавления: 2014-01-14 ; Просмотров: 738 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Возможные виды разрушения зубчатых передач:
1. Излом зубьев, происходящий вследствие действия на них номинальных нагрузок с повторяемостью более 10 4 циклов. Это приводит к возникновению переменных максимальных напряжений изгиба отнулевого цикла в зоне ножки зуба, следствием чего является развитие усталостных трещин, что характеризует недостаточное сопротивление усталости при изгибе (рис. 2.11).

Рис. 2.11. Схема усталосного изломного разрушения зуба
Поломка (или излом) зубьев, происходящая вследствие перегрузок ударного или статического действия с повторяемостью менее 10 4
циклов, свидетельствует о недостаточной их статической изгибной прочности.
Для предотвращения излома зубьев выполняется расчет их на изгиб: на сопротивление усталости при изгибе (выносливость) и на прочность при действии максимальной нагрузки.
2. Усталостное выкрашивание активных поверхностей зубьев, вызываемое действием переменных контактных напряжений на их поверхности при наличии действия сил трения, характеризует недостаточное сопротивление контактной усталости материала колес.
Различают выкрашивание поверхности зубьев прогрессирующее и ограниченное. Ограниченное выкрашивание возможно после приработки у «мягких» колес, а у «твердых» колес выкрашивание прогрессирующее.
Усталостное выкрашивание наблюдается на ножках зубьев вблизи полюсной линии (рис. 2.12, а), где силы трения являются наибольшими (скольжение профилей здесь мало) и действует максимальная нагрузка (однопарное зацепление), что также объясняется гипотезой расклинивающего действия смазочного материала. Силы трения ввиду скольжения профилей на ведущем колесе направлены от полюса, а на ведомом — к полюсу. Ориентирование усталостных трещин на ножках и головках зубьев противоположно направлению сил трения (рис. 2.12, б).

Рис. 2.12. Вид (а) и схема (б) контактных повреждений активных поверхностей зубьев колес
Расклинивающее действие смазочного материала, заключенного в трещине в зоне ножки, вызывает ее развитие до наступления отслаивания частицы металла. Объясняется это тем, что когда трещина запирается, масло в ней остается, не успевая из нее выдавливаться, и давление его резко возрастает. В зоне головки трещина запирается после выдавливания из нее масла, и давление его возрастает незначительно. Вследствие изложенного число ямок и их размеры растут наиболее интенсивно на поверхности ножек зубьев.
Для предотвращения усталостного выкрашивания выполняется расчет на сопротивление контактной усталости материала (выносливость).
Возможны также остаточные деформации, или хрупкое разрушение поверхностного слоя зубьев при недостаточной его твердости, а также его отслаивание у закаленных цементованных и азотированных зубьев от мягкой сердцевины вследствие действия перегрузок или нагрузок ударного характера из-за недостаточной статической контактной прочности. В этом случае выполняется расчет на контактную прочность зубьев при действии максимальной нагрузки.
3. Абразивный износ зубьев наблюдается в открытых передачах, а также при недостаточности или загрязнении смазочного материала и недостаточной защите от попадания абразивных частиц в закрытых передачах. Относительное скольжение профилей зубьев также является фактором, вызывающим их изнашивание.
В открытых передачах процесс изнашивания опережает процесс усталостного выкрашивания, поэтому усталостное выкрашивание не является лимитирующим для открытых передач.
- 4. Заедание заключается в молекулярном сцеплении (схватывании) микронеровностей контактирующих поверхностей зубьев в случае повреждения имеющейся на них масляной пленки до последующего ее разрушения с повышением температуры до сварочной в процессе скольжения зубьев и при действии значительных удельных давлений. При этом происходит «вырывание» частиц металла с одной поверхности и их «перенос» на другую поверхность с последующим царапанием сопряженной поверхности, приводящим к образованию на ней задиров при дальнейшей работе передачи, что может вызвать быстрый выход ее из строя.
- 5. Повреждение торцов зубьев у переключающихся колес вследствие концентрации нагрузки по длине зуба.
Для предотвращения повреждения торцов зубьев применяются зубозакругление и синхронизаторы для выравнивания окружных скоростей включающихся колес.
Рассмотренные виды повреждений зубьев имеют место: 1-й и 2-й — в закрытых передачах при заданных режимах работы; 3-й — в открытых передачах и в закрытых при повышенном загрязнении смазочного материала или его недостаточности; 4-й — в закрытых передачах при высоких нагрузках и температурах либо при неудовлетворительных условиях смазывания; 5-й — в закрытых передачах при отсутствии синхронизаторов.
Следовательно, основными критериями работоспособности закрытых зубчатых передач являются сопротивление усталости при изгибе (выносливость) и сопротивление контактной усталости (выносливость), а также изгибная и контактная прочности при действии максимальной нагрузки.


Отправить ответ