
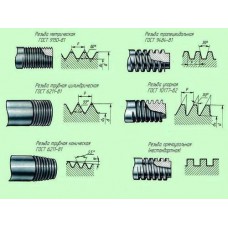
Виды резьбы и их назначение
По назначению различают два типа резьбы а) резьбы крепежные (метрическая, дюймовая, трубная, круглая), б) резьбы для передачи движения, применяемые в винтовых механизмах, или ходовые резьбы (трапецеидальная, упорная, прямоугольная).
Метрическая резьба имеет треугольный профиль с углом 60° при вершине (рис.41 б). Вершины профиля резьбы притуплены по дуге или по прямой, что снижает концентрацию напряжений и исключает возможность повреждения резьбы. Радиальный зазор в резьбе делает ее негерметичной.
Метрические резьбы бывают с крупным и с мелким шагом. Резьбы с крупным шагом имеют основное применение в общем машиностроении, так как они менее чувствительны к износу и погрешностям изготовления. Резьбы с мелким шагом применяют для соединения тонкостенных деталей, а также в резьбовых соединениях, подверженных действию переменных нагрузок.
Резьба с мелким шагом прочней (увеличивается внутренний диаметр резьбы) и надежней от ослабления затяжки (уменьшается угол подъема резьбы) в связи с уменьшением шага.
В условное обозначение однозаходной резьбы входит буква М (метрическая), номинальный диаметр резьбы, значение шага (только для резьбы с мелким шагом), буквы LH (только для левой резьбы).
Дюймовая резьба является крепежной резьбой, она имеет треугольный профиль с углом 55° при вершине. Диаметр резьбы измеряется в дюймах (один дюйм равен 25,4 мм). Применяется дюймовая резьба только при ремонте импортных машин.
Трубная резьба является мелкой дюймовой резьбой с закругленными выступами и впадинами. Отсутствие радиальных зазоров позволяет применять эту резьбу для герметичного соединения деталей трубопроводов.
Круглая резьба (рис. 41 е) имеет профиль, составленный из дуг окружностей. Резьба имеет высокую динамическую прочность и применяется в тяжелых условиях эксплуатации в загрязненной среде, а также в тонкостенных изделиях (цоколи и патроны электрических ламп).
Трапецеидальная резьба (рис. 41 г) является основной в передаче винт-гайка. Ее профиль — равнобочная трапеция с углом 30°, применяется для передачи реверсивного движения под нагрузкой (винтовые механизмы, ходовые винты станков и т.п.).
Упорная резьба (рис. 41 в) имеет профиль в виде неравнобочной трапеции с углом 30°. Применяется при больших односторонних осевых нагрузках (грузовые винты прессов, домкратов и т.д.).
Прямоугольная резьба (рис. 41 д), применявшаяся ранее в винтовых механизмах, в настоящее время не стандартизована и почти вытеснена трапецеидальной резьбой.
Дата добавления: 2016-12-16 ; просмотров: 8908 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Метрическая резьба
Метрическая резьба (рис. 1, а) является основным типом крепежной резьбы.
Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α = 60°.
Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин.
Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81 в миллиметрах.

Метрические резьбы бывают с крупным и мелким шагом.
Для каждого размера (диаметра) резьбы стандартом установлен номинальный шаг. Если резьба на изделии имеет шаг меньше номинального, то такая резьба считается мелкой, если шаг больше номинального — резьба крупная.
По ГОСТ 8724–81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов.
Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию.
В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183–75 «Резьба метрическая для приборостроения».
Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются.
В случае применения конической метрической резьбы (рис. 1, ж) с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82.
При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150–81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8d.
Дюймовая резьба
Дюймовая резьба (рис. 1, б) относится к крепежной резьбе.
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
В СНГ ее применяют только для резьбовых деталей старых, а также импортных машин (Китай, США и др.).
Дюймовая резьба характеризуется тем, что имеет треугольный профиль с углом α = 55°, а диаметр измеряется в дюймах, шаг — числом ниток резьбы на длине в 1”. Эта резьба была стандартизована для наружных диаметров d= 3/16” — 4” и числом ниток на 1” от 28 до 3.
При обозначении дюймовой резьбы наружный диаметр указывают в дюймах.
Трубная цилиндрическая резьба
Трубную цилиндрическую резьбу (рис. 1, в) используют как крепежно-уплотняющую. В соответствии с ГОСТ 6367–81трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.е. равнобедренный треугольник с углом α при вершине, равным 55°.
Для лучшего уплотнения резьбу выполняют с закругленным треугольным профилем без зазоров по выступам и впадинам. Условное обозначение резьбы дается по внутреннему диаметру (в дюймах) трубы, на которой она нарезана.
Резьба стандартизована для диаметров от 1/16” до 6” при числе шагов z от 28 до 11.
Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (α = 55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений.
Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
Трубная коническая резьба
Трубную коническую резьбу (рис. 1, з) используют как крепежно-уплотняющую.
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы.
Резьба стандартизована для диаметров от 1/16” до 6” (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
Нарезаются резьбы на конусе с углом конусности φ/2 = 1°47’24” (как и для метрической конической резьбы), что соответствует конусности 1:16.
Конические резьбы обеспечивают герметичность соединения резьбовых деталей без специальных уплотнений.
Применение конической резьбы позволяет резко уменьшить время (угол относительного поворота винта и гайки)завинчивания и отвинчивания, что часто имеет решающее значение для быстроразборных соединений.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Для возможности свертывания конических резьб с цилиндрическими, биссектриса угла профиля конусной резьбы по ГОСТ должна быть перпендикулярна оси.
Прямоугольная резьба
Прямоугольная резьба (рис. 1, д) относится к резьбам для передачи движений под нагрузкой. Она имеет прямоугольный или квадратный профиль, диаметр и шаг прямоугольной резьбы измеряют в миллиметрах.
Прямоугольная резьба не стандартизована и применяется сравнительно редко, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Ее заменяют трапецеидальной — более удобной в изготовлении.
Применяется при изготовлении винтов, домкратов и ходовых винтов.
Трапецеидальная резьба
Трапецеидальную резьбу (рис. 1, е) широко применяют в передачах винт-гайка. Она имеет симметричный трапецеидальный профиль с углом профиля α = 30°.
Для червяков червячных передач угол профиля α = 40°.
Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 ммустанавливают ГОСТ 9481–81. По сравнению с прямоугольной трапецеидальная резьба при одних и тех же габаритах имеет большую прочность, более технологична в изготовлении.
Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
Трапецеидальная резьба при использовании гайки, разъемной по осевой плоскости (например, у ходовых винтов станков), позволяет выбирать зазоры путем радиального сближения половин гайки при ее изнашивании.
Упорная резьба
Упорную резьбу (рис. 1, и) применяют в нажимных винтах с большой односторонней осевой нагрузкой.
Упорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т.е. рабочая сторона профиля, а другая – под углом 30°.
Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметров от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
Закругление (см. размер е, рис. 1, и) повышает прочность винта.
Условное обозначение упорной резьбы для наружного диаметра 80 мм и шага 16 мм — S 80×16, т. е. аналогично обозначению трапецеидальной резьбы.

Круглая резьба
Круглая резьба (рис. 1, г) стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30°.
Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
Многозаходная резьба
У однозаходной резьбы (рис. 3, а) шаг и ход резьбы одинаковые, при этом за один оборот винта гайка перемещается на величину шага. Если перемещение гайки за один оборот должно быть большим, то ход, а следовательно, и шаг однозаходного винта должны быть большими.
Чем больше шаг, тем глубже получается резьба (высота резьбы зависит от шага) и тем меньше будет внутренний диаметр винта. Винт с малым внутренним диаметром недостаточно прочен и не может передавать больших усилий.

Для усиления прочности винта, одновременно с увеличением хода, применяют многозаходную резьбу. В этом случае шаг, высота резьбы и ее внутренний диаметр соответствуют однозаходной, а ход резьбы во столько раз больше шага, сколько имеется заходов, например, у двухзаходной резьбы (рис. 3, б) ход вдвое больше ее шага, у трехзаходной (рис. 2, в) — втрое больше и т. д.
Пример удобства многозаходной резьбы – крышки на банках с консервированными овощами или соками. Легкий поворот руки на небольшой угол — и банка открыта. Следует, также, отметить, что на цилиндрах большого диаметра попасть в заход однозаходной резьбы очень сложно, и в этом случае проблему можно уменьшить при помощи многозаходной резьбы.
Чтобы проще было понять, что такое многозаходная резьба и для чего она нужна, следует вспомнить о таких параметрах резьбы, как ее шаг и ход.
Шаг резьбы (P) — это расстояние между соседними одноименными точками профиля в направлении, параллельном оси резьбы той же винтовой поверхности.
Ход резьбы (Ph) — расстояние, на которое переместится вдоль оси винт при одном полном его обороте в неподвижной гайке, т. е. шаг одной и той же винтовой линии резьбы.
Очевидно, что если резьба однозаходная, то ее шаг и ход равны между собой, поскольку за один оборот винта его стержень переместится вдоль оси на величину шага.
При конструировании каких-либо узлов или механизмов иногда возникает необходимость в увеличении хода винта. При однозаходной резьбе этого можно достичь увеличением ее шага, но здесь предел творчеству ограничивается внутренним диаметром резьбы, поскольку приходится увеличивать глубину нарезания. А с уменьшением диаметра уменьшается и прочность стержня винта (болта, шпильки).
Можно увеличить угол подъема резьбы, но при этом теряются многие ценные качества резьбового соединения. К тому же угол подъема резьбы увеличивать можно лишь в определенных пределах, иначе завернуть винт в гайку будет невозможно.
В таких случаях лучшее решение проблемы — многозаходная резьба, ход которой (по сравнению с однозаходной резьбой) кратен числу заходов, т. е. ход многозаходной резьбы равен произведению числа заходов на шаг резьбы. При этом диаметр резьбы и стержня болта не уменьшается.
Чтобы нагляднее понять принцип изготовления многозаходной резьбы, представьте, что на стержне винта резьба нарезается одновременно несколькими резцами, закрепленными в суппорте в один ряд вдоль оси винта. Каждый резец прорезает отдельную канавку, не соединяющуюся с соседними. Очевидно, что шаг винтовой линии, нарезаемой каждым резцом должен быть таким, чтобы он не пересек винтовую линию соседнего резца, т. е. увеличенным.
В результате получим многозаходную резьбу, количество ходов которой зависит от количества резцов.
Визуально многозаходную резьбу можно определить, если посмотреть на торец винта (болта, шпильки, гайки). В этом случае хорошо видно, сколько ниток резьбы берет свое начало с торца. У однозаходной резьбы (рис. 3, д) на торце винта или гайки виден только один конец витка, а у многозаходной (рис. 3, г) – два, три и больше.
Если продвигаться по спирали вдоль какого-нибудь витка многозаходной резьбы острым кончиком иглы или другого предмета, то вы никогда не попадете в канавку соседнего витка.
Технологически многозаходные резьбы существенно сложнее и, соответственно, дороже.
Виды и характеристики резьб.
Классификация и основные признаки резьб:
- единица измерения диаметра (метрическая, дюймовая, модульная, питчевая резьба)
- расположение на поверхности (наружная и внутренняя резьба)
- направление движения винтовой поверхности (правая, левая);
- число заходов (одно- и многозаходная), например двузаходная, трёхзаходная и т. д.;
- профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.);
- образующая поверхность на которой расположена резьба (цилиндрическая резьба и коническая резьба);
- назначение (крепёжная, крепёжно-уплотнительная, ходовая и др.).
Основные параметры резьбы и единицы измерения
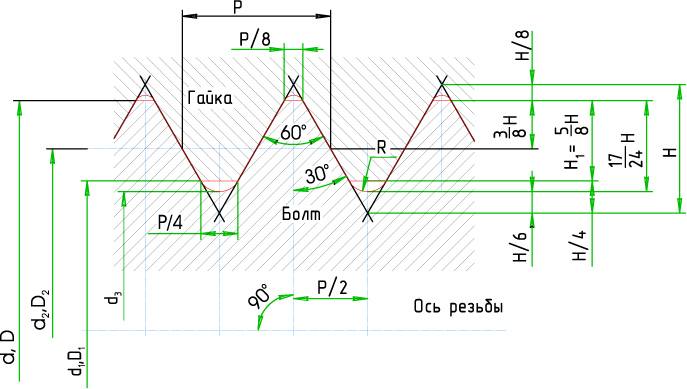
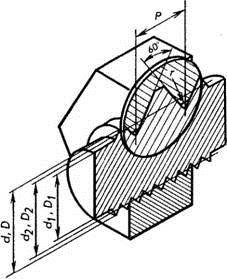
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали. ГОСТ 9150—81 и ГОСТ 8724—81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на рис. 1. Впадина наружной резьбы (рис. 2) может быть плоскосрезанной или закругленной: Rmax = 0,144Р, Rmin = 0,108Р, где R — радиус впадины; Р — шаг резьбы.
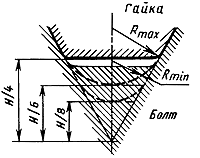 Рис. 2. Впадины резьбы болта и гайки.
Рис. 2. Впадины резьбы болта и гайки.
Резьбы определяются следующими основными параметрами: наружным, средним и внутренним диаметрами; шагом; углом профиля; углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1) —диаметр цилиндра, описанного относительно вершин наружной резьбы (или впадин внутренней резьбы).
Внутренний диаметр d1 — диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и dx для наружной и внутренней резьбы одинаковые.
Средний диаметр d2 — диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами двух рядом лежащих витков резьбы крепежа, измеренное вдоль оси. ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25. 600 мм и шаги 0,075. 6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25. 68 мм) и мелкий шаг (при диаметрах 1. 600 мм).
Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β — угол между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β = 0,5α. Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
Высота исходного треугольника Н — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения. Рабочая высота профиля Н1 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н = 0,866025×Р, Н1 = 0,54126×Р.
Ход Ph — величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°; Ph=P×n, где n — число заходов.
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка Н1 — наибольшая высота соприкосновения; наименьшая выcота соприкосновения обозначается Н1 min. Для резьбы с плоскосрезанным профилем Н1 и Н1 min определяют наибольшее и наименьшее перекрытие витков резьбы болта и гайки.
Угол подъёма резьбы (винтовой линии) 
Для многозаходных резьб в числителе этой формулы следует подставлять вместо Р произведение nP, где n — число заходов. Длина свинчивания (высота гайки Н) — длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль оси.
Обозначается метрическая резьба буквой M (от англ. metric system, метрическая система мер). Резьба с номинальным диаметром 32 мм с крупным шагом обозначается как М32; резьба с номинальным диаметром 16 мм с мелким шагом – М16×1,5; для обозначения левой резьбы в конце добавляются буквы LH.
 Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в долях метра (миллиметрах).
- ГОСТ 24705-2004 (ИСО 724:1993) — Резьба метрическая. Основные размеры.
- ГОСТ 9150-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Профиль.
- ГОСТ 8724-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги.
- ISO 965-1:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные характеристики.
- ISO 965-2:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности.
- ISO 965-3:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы.
- ISO 965-4:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальваницированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации.
- ISO 965-5:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска h до гальванизации.
- ISO 68-1 — Резьбы винтовые ISO общего назначения. Основной профиль. Метрическая резьба.
- ISO 261:1998 — Резьбы метрические ИСО общего назначения. Общий вид.
- ISO 262:1998 — Резьбы ISO метрические общего назначения. Выбранные размеры для винтов, болтов и гаек.
- BS 3643 — ISO metric screw threads.
- DIN 13-12-1988 — Резьбы метрические ИСО основные и прецизионные диаметром от 1 до 300 мм. Выбор диаметров и шагов.
- ANSI B1.13M, ANSI B1.18M — Метрическая резьба М с профилем базирующимся на стандарте ISO 68.
Условное обозначение: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36х1,5; такая же по диаметру и шагу но левая резьба М36х1,5LH.
Таблица стандартного шага метрических резьб


Отправить ответ