
Виды фрез по металлу и их назначения
Содержание:
- 1 Назначение и типы фрез
- 2 Содержание
- 3 Концевые фрезы [ править | править код ]
- 4 Фрезы с плоским торцом [ править | править код ]
- 5 Угловые фрезы [ править | править код ]
- 6 Дисковые фрезы [ править | править код ]
- 7 Фрезы со сферическим торцом [ править | править код ]
- 8 См. также [ править | править код ]
- 9 Производство [ править | править код ]
- 10 Покрытия [ править | править код ]
Назначение и типы фрез
Фрезерование является одним из наиболее распространенных методов обработки. По уровню производительности фрезерование превосходит строгание и в условиях крупносерийного производства уступает лишь наружному протягиванию. Кинематика процесса фрезерования характеризуется быстрым вращением инструмента вокруг его оси и медленным движением подачи. Движение подачи при фрезеровании может быть прямолинейно-поступательным, вращательным, либо винтовым. При прямолинейном движении подачи фрезами производится обработка всевозможных цилиндрических поверхностей: плоскостей, всевозможных пазов и канавок, фасонных цилиндрических поверхностей (рис. 84).
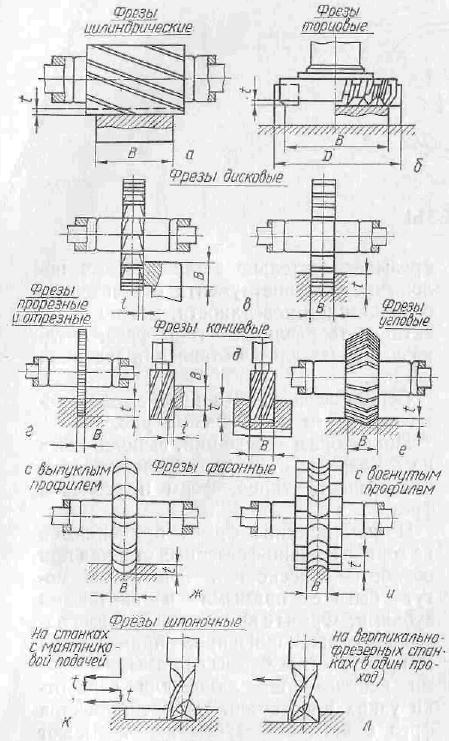
Рис. 84. Схемы фрезирования
При вращательном движении подачи фрезерованием обрабатываются поверхности вращения, а при винтовом движении подачи — всевозможные винтовые поверхности, например, стружечные канавки инструментов, впадины косозубых колес и т. п.
Фреза представляет собой исходное тело вращения, которое в процессе обработки касается поверхности детали, и на поверхности которого образованы режущие зубья. Форма исходного тела вращения зависит от формы обработанной поверхности и расположения оси фрезы относительно детали. Меняя положение оси инструмента относительно обработанной поверхности, можно спроектировать различные типы фрез, предназначенных для изготовления заданной детали.
Основные части фрез и элементы их режущей части показаны на рис. 85.
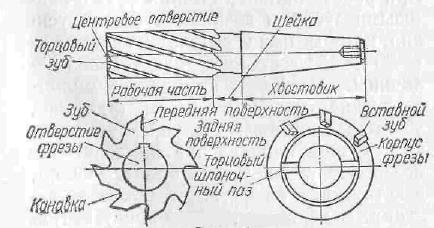
Рис. 85. Элементы фрез
Многообразие операций, выполняемых на фрезерных станках, обусловило разнообразность типов, форм и размеров фрез.
Цилиндрические фрезы
Цилиндрические фрезы применяются на горизонтально-фрезерных станках при обработке плоскостей. Эти фрезы могут быть с прямыми и винтовыми зубьями. Фрезы с винтовыми зубьями работают плавно; они широко применяются на производстве. Фрезы с прямыми зубьями используются лишь для обработки узких плоскостей, где преимущества фрез с винтовым зубом не оказывают большого влияния на процесс резания. При работе цилиндрических фрез с винтовыми зубьями возникают осевые усилия, которые при угле наклона зуба ОМЕГА = 30 -:- 45* достигают значительной величины. Поэтому применяют цилиндрические сдвоенные фрезы (рис. 86), у которых винтовые режущие зубья имеют разное направление наклона. Это позволяет уравновесить осевые усилия, действующие на фрезы, в процессе резания. В месте стыка фрез предусматривается перекрытие режущих кромок одной фрезы режущими кромками другой. Цилиндрические фрезы изготовляются из быстрорежущей стали, а также оснащаются твердосплавными пластинками, плоскими и винтовыми.
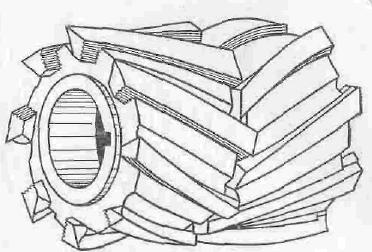
Рис. 86. Цилиндрические сдвоенные фрезы
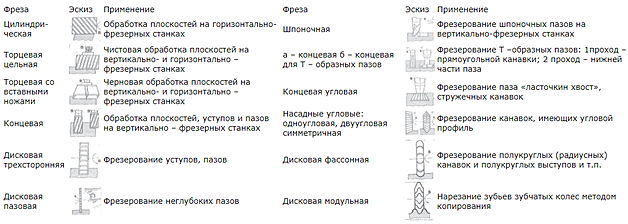
Торцовые фрезы
Торцовые фрезы широко применяются при обработке плоскостей на вертикально-фрезерных станках. Ось их устанавливается перпендикулярно обработанной плоскости детали. В отличие от цилиндрических фрез, где все точки режущих кромок являются профилирующими и формируют обработанную поверхность, у торцовых фрез только вершины режущих кромок зубьев являются профилирующими. Торцовые режущие кромки являются вспомогательными. Главную работу резания выполняют боковые режущие кромки, расположенные на наружной поверхности.
Так как на каждом зубе только вершинные зоны режущих кромок являются профилирующими, формы режущих кромок торцовой фрезы, предназначенной для обработки плоской поверхности, могут быть самыми разнообразными. В практике находят применение торцовые фрезы с режущими кромками в форме ломаной линии либо окружности. Причем углы в плане Ф на торцовых фрезах могут меняться в широких пределах. Наиболее часто угол в плане Ф на торцовых фрезах принимается равным 90° или 45—60°. С точки зрения стойкости фрезы его целесообразно выбирать наименьшей величины, обеспечивающей достаточную виброустойчивость процесса резания и заданную точность обработки детали.
Торцовые фрезы обеспечивают плавную работу даже при небольшой величине припуска, так как угол контакта с заготовкой у торцовых фрез не зависит от величины припуска и определяется шириной фрезерования и диаметром фрезы. Торцовая фреза может быть более массивной и жесткой, по сравнению с цилиндрическими фрезами, что дает возможность удобно размещать и надежно закреплять режущие элементы и оснащать их твердыми сплавами. Торцовое фрезерование обеспечивает обычно большую производительность, чем цилиндрическое. Поэтому в настоящее время большинство работ по фрезерованию плоскостей выполняется торцовыми фрезами.
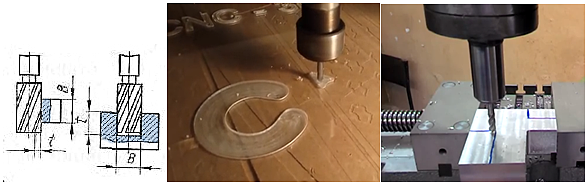
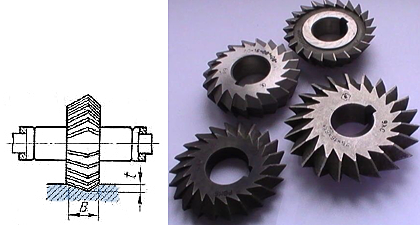
Дисковые фрезы
Дисковые фрезы пазовые, двух- и трехсторонние (рис. 87) используются при фрезеровании лазов и канавок. Пазовые дисковые фрезы имеют зубья только на цилиндрической поверхности ‘и предназначены для обработки относительно неглубоких пазов (рис. 87, а). Для уменьшения трения по торцам на пазовых фрезах предусматривается вспомогательный угол в плане ф1, порядка 30’, т. е. толщина фрезы делается на периферии больше, чем в центральной части у ступицы. Важным элементом пазовой фрезы является ее толщина, которая выполняется с допуском 0,04—0,05 мм. По мере стачивания зубьев, в результате поднутрения, толщина фрезы уменьшается. Однако это не имеет практического значения, так как величина уменьшения невелика.
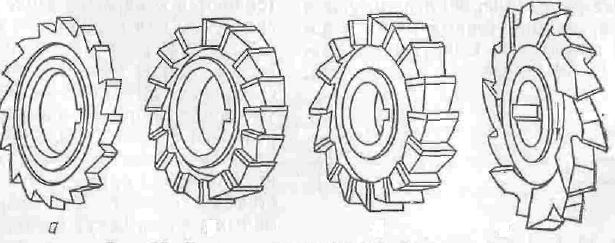
Рис. 87. Дисковые фрезы для обработки пазов
Дисковые двухсторонние (рис. 87, б) 0 трехсторонние (рис. 87, в) фрезы имеют зубья, расположенные не только на цилиндрической поверхности, но и на одном или обоих торцах. Главные режущие кромки располагаются на цилиндре. Боковые режущие кромки, расположенные на торцах, принимают незначительное участие в резании и являются вспомогательными. Дисковые фрезы имеют прямые или наклонные зубья. У фрез с прямыми зубьями на торцовых кромках передние углы равны нулю, что ухудшает условия их работы. Чтобы получить у двухсторонних фрез на боковых кромках положительные передние углы, применяются фрезы с наклонными зубьями. С этой же целью трехсторонние фрезы выполняются с разнонаправленными зубьями (рис, 87, г). Они работают всеми зубьями, расположенными на цилиндре. На торцах же половина зубьев, имеющих отрицательные передние углы, срезана.
Однако эти фрезы обладают высокой производительностью, несмотря на частично срезанные зубья.
Для прорезания узких пазов и шлицев на деталях, а также разрезания материалов применяются топкие дисковые фрезы, которые называют пилами. У таких фрез поочередно то с одного, то с другого торца затачиваются фаски под углом 45*. Фаска срезает обычно 1/5—1/3 длины режущей кромки. Поэтому каждый зуб срезает стружку, ширина которой меньше ширины прорезаемого паза. Это позволяет более свободно размещаться стружке во впадине зуба и улучшает ее отвод. При ширине среза, равной ширине паза, торцы стружки соприкасаются с боковыми сторонами прорезаемого паза, что затрудняет свободное завивание и размещение стружки во впадине зуба и может привести к заклиниванию зубъев и поломке фрезы.
Угловые фрезы
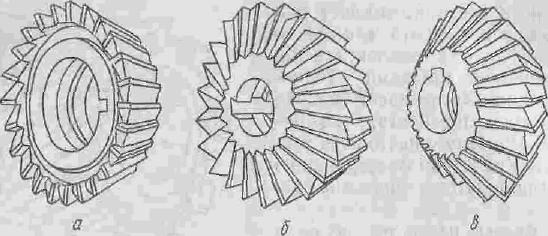
Рис. 88. Угловые фрезы
Угловые фрезы (рис. 88) используются при фрезеровании угловых пазов и наклонных плоскостей. Одноугловые фрезы (рис. 88, а) имеют режущие кромки, расположенные на конической поверхности и торце. Двухугловые фрезы (рис.88, б) имеют режущие кромки, расположенные на двух смежных конических поверхностях. Угловые фрезы находят широкое применение в инструментальном производстве для фрезерования стружечных канавок различных инструментов. В процессе работы одноугловыми фрезами возникают осевые усилия резания, так как срезание металла заготовки производится в основном режущими кромками, расположенными на конической поверхности. У двухугловых же фрез осевые усилия, возникающие при работе двух смежных угловых кромок зуба, несколько компенсируют друг друга, а при работе симметричных двухугловых фрез (рис. 88, в) они взаимно уравновешиваются. Поэтому двухугловые фрезы работают более плавно. Угловые фрезы малых размеров изготовляются концевыми (рис. 89) с цилиндрическим или коническим хвостовиком.
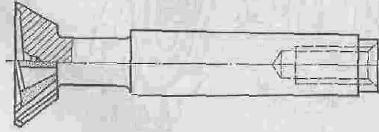
Рис. 89. Концевая угловая фреза
Толщина среза угловых фрез изменяется по длине кромки. Она имеет максимальное значение на вершине зуба и уменьшается при удалении от нее, вдоль режущей кромки, т. е. при уменьшении радиуса рассматриваемой точки кромки. Это может привести к тому, что участками кромок, расположенными у малых торцов, могут срезаться незначительные толщины среза, соизмеримые с радиусом округления режущей кромки. Это неблагоприятно отражается на характере протекания процесса резания, так как при значительных отрицательных передних углах на радиусе округления в зоне контакта наблюдаются значительный нагрев, большие усилия и быстрый износ инструмента. Чтобы на этих участках обеспечить нормальные условия работы, целесообразно уменьшить число работающи х зубьев вдвое, срезая их через один зуб. Необходимость уменьшения числа зубьев на малых диаметрах иногда вызывается тем, что при проектировании угловых фрез возникают затруднения в выборе числа зубьев, В зоне, расположенной ближе к центру трудно бывает разместить число зубьев, равное числу зубьев на вершине фрезы. Это объясняется большой разницей в окружных шагах зубъев на наибольшем и наименьшем диаметрах фрезы. Зубья, расположенные на меньшем диаметре, получаются небольшими по высоте, что может привести к забиванию канавок стружкой. Вершину угловой фрезы необходимо закруглять во избежание быстрого износа.
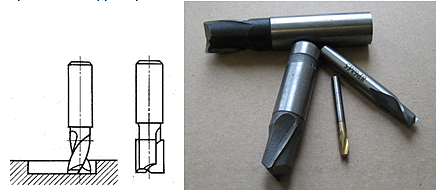
Концевая фреза
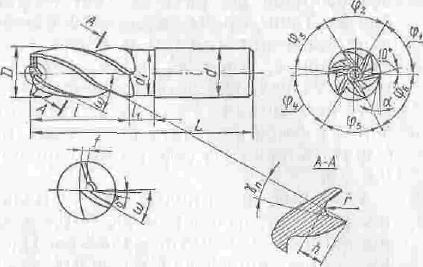
Рис. 90. Концевая фреза
Концевые фрезы (рис. 90) применяются для обработки глубоких пазов в корпусных деталях контурных выемок, уступов, взаимно перпендикулярных плоскостей. Концевые фрезы в шпинделе станка крепятся коническим или цилиндрическим хвостовиком. У этих фрез основную работу резания выполняют главные режущие кромки, расположенные на цилиндрической поверхности, а вспомогательные торцовые режущие кромки только зачищают дно канавки. Такие фрезы, как правило, изготовляются с винтовыми или наклонными зубьями. Угол наклона зубьев доходит до 30—45*. Диаметр концевых фрез выбирают меньшим (до 0,1 мм) ширины канавки, так как при фрезеровании наблюдается разбивание канавки.
Шпоночные фрезы
Разновидностью концевых фрез являются шпоночные двухзубые фрезы (рис. 91). Рассматриваемые шпоночные фрезы, подобно сверлу, могут углубляться в материал заготовки при осевом движении подачи и высверливать отверстие, а затем двигаться вдоль канавки. В момент осевой подачи основную работу резания выполняют торцовые кромки. Одна из них должна доходить до оси фрезы, чтобы обеспечить сверление отверстия.
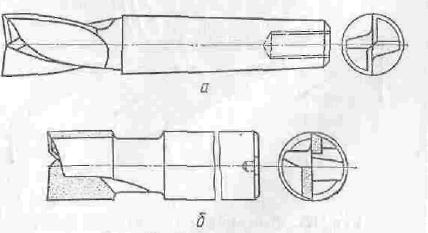
Рис. 91.Шпоночные фрезы
Переточка таких фрез производится по задним поверхностям торцовых кромок, поэтому при переточках их диаметр сохраняется неизменным.
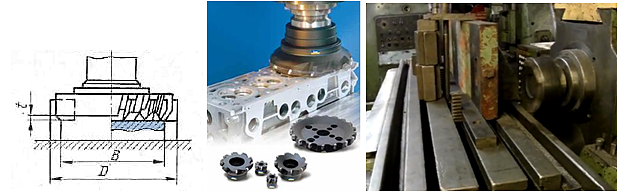
Фрезы для обработки Т-образных пазов
Для обработки Т-образных пазов, часто встречающихся в станкостроении, применяют Т-образные фрезы (рис. 92).
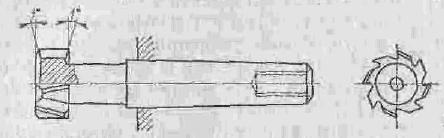
Рис. 92. Фреза для обработки Т-образных пазов
Они работают в тяжелых условиях и часто ломаются, что объясняется затрудненным отводом стружки. Каждый зуб работает два раза за один оборот фрезы. Такие фрезы делаются с разнонаправленными зубьями и имеют поднутрения с углом Ф1 = 1°30′-:- 2* на обоих торцах. С целью улучшения условий размещения стружки производят заточку фасок на зубьях то с одного, то с другого торца под углом 30° и шириной 0,5 мм.
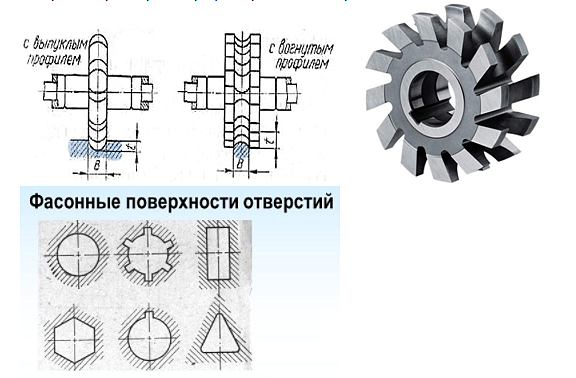
Фасонные фрезы
Фасонные фрезы получили значительное распространение при обработке разнообразных фасонных поверхностей. Преимущества применения фасонных фрез особенно сильно проявляются при обработке заготовок с большим отношением длины к ширине фрезеруемых поверхностей. Короткие фасонные поверхности в условиях крупносерийного производства лучше обрабатывать протягиванием.
Фасонные фрезы по конструкции зубьев разделяются на фрезы с затылованнымп зубьями и фрезы с остроконечными (острозаточенными) зубьями.
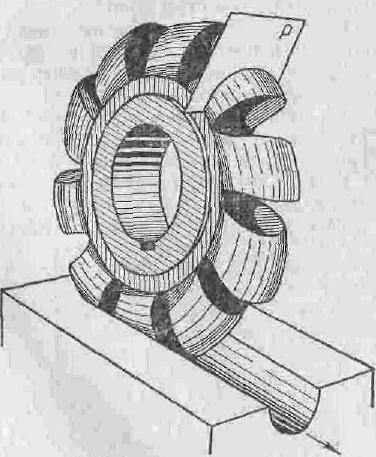
Рас. 93. Фасонная затылованная фреза
Фасонные затылованые фрезы (рис. 93) имеют плоскую переднюю поверхность, по которой перетачиваются в процессе эксплуатации. Новой и переточенной фрезой можно обрабатывать одни и те же детали, если форма фасонной режущей кромки при переточках не изменяется. Это обеспечивается за счет выбора соответствующей формы задней поверхности зуба фрезы.
Задняя поверхность зуба затылованной фрезы с передним углом V = 0 — это совокупность фасонных режущих кромок, постоянных по форме и размещенных в радиальных плоскостях Р на различных расстояниях от оси фрезы. При переходе от передней плоскости новой фрезы к спинке зуба расстояние от оси до режущей кромки уменьшают, чтобы обеспечить получение положительных задних углов на режущей части. Фасонные фрезы с остроконечными зубьями (рис. 94), в отличие от затылованных фрез, затачивают по задним поверхностям зубьев. Остроконечные фасонные фрезы дают более чистую поверхность, имеют повышенную стойкость по сравнению с затылованными фасонными фрезами. Однако изготовление и переточка этих фрез требуют специальных приспособлений и копировальных устройств, обеспечивающих получение точного контура фасонных режущих кромок как при их изготовлении, так и при их перетачивании. Поэтому фасонные фрезы с остроконечными зубьями применяются в условиях крупносерийного и массового производства.
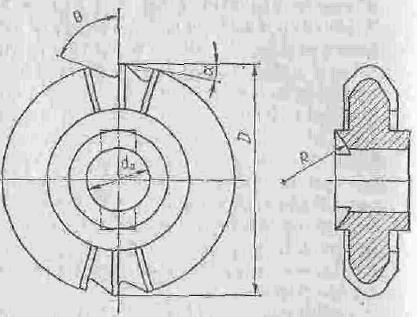
Рис. 94. Фасонная фреза с остроконечными зубьями
Находят применение также сборные фасонные фрезы, у которых требуемый фасонный профиль создается как огибающая кривая к совокупности простых по форме кромок отдельных ее режущих элементов. Так на рис. 95 приведена конструкция сборной фасонной фрезы с круглыми пластинками твердого сплава для обработки профиля железнодорожных колес. Фреза состоит из корпуса, в пазах которого крепятся рейки 2 с закрепленными на них круглыми твердосплавными пластинами диаметром 12—16 мм. Для получения необходимой чистоты обработанной поверхности гнезда под пластинки на смежных рейках смещены относительно друг друга на 1,5—2,0 мм.
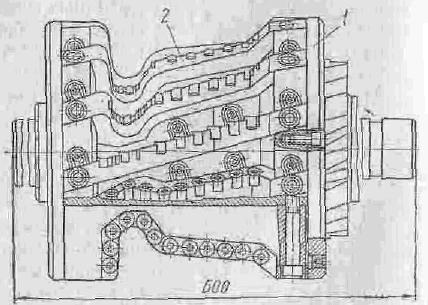
Рис. 95.Сборная фасонная фреза
 — инструмент с одним или несколькими режущими лезвиями (зубьями) для фрезерования. Виды фрез по геометрии (исполнению) бывают — цилиндрические, торцевые, червячные, концевые, конические и др. Виды фрез по обрабатываемому материалу — дерево, сталь, чугун, нержавеющая сталь, закалённая сталь, медь, алюминий, графит. Материал режущей части — быстрорежущая сталь, твёрдый сплав, минералокерамика, металлокерамика или алмаз, массив кардной проволоки. В зависимости от конструкции и типа зубьев фрезы бывают цельные (полностью из одного материала), сварные (хвостовик и режущая часть состоит из различного материала, соединённые сваркой), напайные (с напаянными режущими элементами), сборные (из различного материала, но соединённые стандартными крепёжными элементами — винтами, болтами, гайками, клиньями). Отдельно выделяют фрезерные головки — фрезы со сменными пластинами из твердого сплава и быстрорежущей стали. Также такие фрезы часто называют механическими, а головку без ножей — корпусом. На рисунке представлена торцовая фреза с механическим креплением твёрдосплавных пластин.</p>
<h2><span id=)
Концевые фрезы [ править | править код ]

Концевая фреза (end mill) — это режущий инструмент, используемый в промышленных фрезерных станках. Она отличается от сверла применением, геометрией и производством. В то время как сверло может работать только в осевом направлении, концевые фрезы в общем случае могут работать во всех направлениях, хотя некоторые из них не могут работать в осевом направлении. Концевые фрезы отличаются креплением в шпинделе фрезерного станка. Крепление фрез в шпинделе станка производят при помощи цилиндрического или конического хвоста.
Концевые фрезы подразделяют на:
- концевые обыкновенные с неравномерным окружным шагом зубьев, с цилиндрическим и коническим хвостовиками;
- концевые, оснащённые коронками и винтовыми пластинками из твёрдого сплава;
- концевые шпоночные с цилиндрическим и коническим хвостовиками;
- шпоночные, оснащённые твёрдым сплавом;
- концевые для Т-образных пазов;
- концевые для сегментных шпонок.
Фрезы с плоским торцом [ править | править код ]
Фрезы с плоским торцом используются для раскроя, выборки, черновой обработки. Кончик фрезы имеет «П» образную форму. Диаметр хвостовика от 0.2 мм. Диаметр рабочей части от 0.2 мм. В ряде случаев имеет угловые скругления с радиусом до 0.5 мм. Количество зубьев варьируется от 1 до 6. Направление витков для отвода стружки может иметь разные направления: правое (стружка вверх), левое (стружка вниз), прямое (стружка по вектору движения), гибридное (правое с одним витком влево).
Сфера применения зависит от количества зубьев:
- фреза с плоским торцом одним зубом используется для чёрной обработки, раскроя;
- фреза с плоским торцом двумя зубьями используется для черновой, получистовой обработки и раскроя;
- фреза с плоским торцом с количеством зубьев более трёх используется для выборки, получистовой и чистовой обработки мягких металлов, стали, углеродистой и легированной стали.
Угловые фрезы [ править | править код ]
Угловые фрезы находят применение преимущественно для фрезерования канавок. Они бывают:
Одноугловые фрезы применяют для фрезерования прямых канавок на фрезах и другом инструменте.
Двухугловые несимметричные фрезы применяют для фрезерования прямых и винтовых канавок, а симметричные для фрезерования канавок фасонных фрез.
Дисковые фрезы [ править | править код ]

В металлообработке фрезы со сферическим торцом используются для изготовления и др. деталей сложной формы. Таких, как штампы, пресс-формы, лопатки турбин и т. д. Хотя чаще фрезы со сферической головкой изготавливаются цельнотвердосплавными (монолитными), но встречаются и варианты со сменными пластинами.
В деревообработке фрезы со сферическим торцом используются при изготовлении 3D-изделий (высокохудожественная фрезеровка) при производстве мебели, резных изображений (картин, икон), элементов декора и т. п. В последнее время часто используют конические фрезы со сферическим торцом для 3D-фрезерования.
См. также [ править | править код ]
- Медиафайлы на Викискладе
Производство [ править | править код ]
Фрезы изготавливают из прочных сплавов. Заготовки режутся из прутка необходимого диаметра и проходят механическую обработку на токарном и фрезерном станках. После чего заготовки подвергают термообработке в солевых банях при температуре от 650° до 1200 °C. Конечный вид фрезе придаёт чистовая обработка на шлифовальном станке.
Покрытия [ править | править код ]
В 1980-х годах для уменьшения износа и трения, кроме иных методов упрочнения, начинается применение износостойких покрытий. В основном, это покрытия из:
- AlTiN (нитрид алюминия-титана)
- Напыление нитрида титана (TiN) (золотисто-жёлтое покрытие)
- Напыление цианида титана (TiCN — голубовато-серое покрытие)
- Вакуумное напыление TiAlN (темно-фиолетовое покрытие)
- Напыление нитрида алюминия-титана-хрома (TiAlCrN — PVD покрытие)
- Финишное плазменное упрочнение (покрытие Pateks) — прозрачное алмазоподобное покрытие.
Фрезерованием называется процесс механической обработки различных поверхностей, с целью получения изделия необходимого размера, типа и класса шероховатости. Данный процесс возможен с помощью специальных высокопрочных многолезвийных режущих устройств – фрезеров или фрезеровальных машин.

Фреза представляет собой динамическое тело, на поверхности которого находятся острые зубья. Внешний вид фрезы зависит от формы обрабатываемой поверхности. Металлические зубья могут быть расположены как на цилиндрической части, так и на боковине. Рабочую поверхность фрез изготавливают из следующих материалов: углеродистых сталей, быстрорежущих сталей, твердых и минералокерамических сплавов.
При выборе типа фрезы следует учитывать материал, из которого изготовлены его резцы. Прочность композита должна быть прямо пропорциональна площади обрабатываемого материала. Чтобы избежать приобретения низкокачественных фрез, необходимо выбирать проверенные марки с подлинным сертификатом качества.
Краткие сведения (виды фрез и их применение):
Отрасли применения: производство оборудования для нефтегазовой отрасли, производство трубопроводной арматуры, аэрокосмическая промышленность, производство инструментов и форм (POS-материалов, наружной рекламы, плоских и объёмных букв, табличек, логотипов, указателей, мебели и предметов интерьера, рельефных изображений, барельефов, скульптур, 3D объектов и т.д.), автомобильная промышленность, общее машиностроение, строительство, энергетика, производство железнодорожного транспорта, судостроение, медицинская промышленность и т.д.
Цилиндрические фрезы
Область применения – для обработки открытых поверхностей на горизонтально-фрезерных машинах. Бывают с прямыми и винтовыми лезвиями. В основном изготовляются из углеродистой, быстрорежущей и легированной стали.
Цилиндрические фрезы в основном употребляются для обработки сложной многослойчатой поверхности, а также при работе с нержавеющей жаропрочной сталью, конструкционной сталью, серого чугуна, легкообрабатываемых материалов (медь, алюминий), органического стекла, слоистых пластмасс и стеклопластиков. Наиболее часто применяются с винтовыми зубьями, т.к. они более функциональны, и обработка выполняется более качественно. При разработке фрез с винтовыми зубьями мастеру необходимо учитывать нагрузку на конструкцию – это обеспечивает более точную и качественную работу инструмента.

Широко применяются в строительстве для изготовления погонажных изделий. Профили ножей используются различной формы, в зависимости от конечного результата.
Виды погонажных изделий:
- Наличник – это специальное профилированное приспособление, с помощью которого обрабатывают дверные и оконные рамки.
- Плинтус — это планка для перекрытия проема между напольным покрытием и стеной.
- Галтель – в основном используется для стыковки потолка и стены. Широко применяется в мебельном производстве.
- Рейка — представляет собой узкий деревянный брусок. В строительстве или ремонте незаменимая деталь.
- Вагонка – это узкая прочная доска для отделки потолка и стен в домах, банях и других сооружений.
- Уголок – это деревянное изделие с угловым торцом. Используется как элемент декора в отделочных работах.
Торцевые фрезы
При помощи торцевых фрез обрабатывают плоские поверхности на вертикальных и горизонтальных фрезерных станках. Подходят для обработки стали и прерывистых плоскостей. Корпус изготавливается из углеродистой, быстрорежущей и легированной стали.
Режущие элементы находятся на цилиндрической и боковой поверхностях фрезы, что позволяет работать с двумя перпендикулярными плоскостями одновременно.
Лезвие фрезы имеет три элемента: главное, переходное и вспомогательное.
В контактной поверхности работает большое число зубьев, что позволяет сдерживать излишние вибрации – соответственно, повышается качество обработки детали. Основное назначение – это 3D обработка различных поверхностей типа штампов и пресс-форм.
Данный вид фрез массово применяется в автомобилестроении для изготовления картера коробки передач. Картеры для высокоэффективных КПП изготавливаются, как правило, из доэвтектических алюминиевых или магниевых сплавов. Основными требованиями при изготовлении этих деталей являются строгое соблюдение заданных размеров и минимальное машинное время. Для высокоточной и экономически эффективной обработки этих сложных деталей применяют торцевые фрезы с большим количеством зубьев. За счет регулировки резцовых вставок с точностью до микрон и оптимальной геометрии режущих кромок достигается высокое качество обработки и исключительная стойкость.
Концевые фрезы
Концевыми фрезами высекают канавки, сквозные пазы, окна, карманы, шпоночные канавки и многое другое. Материал изготовления преимущественно быстрорежущая и легированная сталь. Остроконечные лезвия в таких фрезах располагаются на цилиндрической поверхности – ими осуществляется основная фрезеровка. На боковине в основном зачищается дно канавки. Лезвия в данных фрезах бывают винтовыми или наклонными.
При изготовлении электроэнергетического оборудования, а также в процессе сооружения и эксплуатации электростанций, применяется большое количество изделий со стандартными и специальными резьбами. Для производства турбин большой мощности, помимо прочего инструмента, масштабно используются концевые фрезы с пластинами типа U. Это позволяет обеспечить безопасность и надежность работы готового изделия, при этом увеличивая КПД на более чем 50%, при уменьшении времени на обработку готового продукта.
Дисковые фрезы
Дисковые фрезы применяются для обработки пазов, канавок и разрезки металлических и других элементов. Основное их назначение – это распил деревянных заготовок. В основном изготовляются из быстрорежущей и легированной стали. Этот вид фрез имеет высокую эффективность, несмотря на то, что у них часто иссечены зубья.
Основное применение дисковых фрез – фасонное фрезерование, отрезка деталей, прорезка шпоночных пазов и т.д. Преимущества конструкции очень ярко выражаются при обработке крупногабаритных изделий и пакетной обработке. Поэтому для изготовления зубчатых колес в машиностроении стали применять специальные твердосплавные дисковые призматические фрезы с углами 60 и 90 градусов, радиус на вершине зуба 0,03 мм, охватываемые диаметры фрез – от 15 до 80 мм. Данные фрезы дают возможность обрабатывать зубчатые колеса внешнего зацепления, зубчатые рейки, наружные шлицы, звездочки цепных передач и другие детали с зубчатыми элементами. Применяя дисковые фрезы можно добиться высочайшей производительности, позволяя сократить продолжительность цикла обработки не менее чем на 50% по сравнению с любыми другими методами нарезания зубчатых колес.
Угловые фрезы
Угловые фрезы используют для обработки канавок с угловым профилем. Основное назначение – это инструментальная промышленность, где фрезы применяют для прорезки стружечных углублений, разверток, зенкеров и прочее. Изготавливаются угловые фрезы цельными конструкциями из быстрорежущей стали.
Исходя из конструкции угловых фрез, их массово применяют для фрезерования стружечных пазов самых различных металлорежущих инструментов, в том числе и самих фрез (пазы типа «ласточкин хвост») и конструкций двух сопряженных плоскостей. Использование данного вида фрез позволяет увеличить скорость фрезерования и сэкономить время на обработку изделия.
Шпоночные фрезы
Главная и отличительная особенность – это фрезерование, как в одну, так и в другую сторону. Материал изготовления – легированная сталь. Применяются на вертикально фрезерных станках или на станках с маятниковой подачей.
Используются в основном для выполнения проемов в металлических изделиях. В работе участвуют только боковые кромки.
Соединения шпоночного типа можно встретить в самых разных приспособлениях. Чаще всего они применяются в машиностроительной отрасли. Шпонки для таких устройств бывают клиновыми, сегментными и призматическими. Основным инструментом для обработки шпоночных пазов на фрезере являются шпоночные фрезы, выпускаемые по Госстандарту 9140. Они располагают двумя резцами с режущими торцовыми основаниями, имеют хвостовик конической либо цилиндрической формы. Для обработки шпоночного паза они идеальны, так как боковые кромки данных фрез направлены непосредственно в корпус инструмента, а не в наружную часть. Шпоночные фрезы работают и с продольной, и с осевой подачей. Они гарантируют необходимый квалитет шероховатости уступов и пазов после обработки.
Фасонные фрезы
Фасонные фрезы применяются для обработки плоскостей и канавок усложненного фасонного профиля. Изготавливают из быстрорежущей и легированной стали. В отличие от стандартных, фасонные фрезы являются специальными, и проектируются с учетом габаритных размеров и профиля рабочей поверхности.
Фасонные фрезы широко применяются в металлообработке, т.к. обеспечивают высокую рабочую эффективность и позволяют низкоквалифицированному персоналу предприятий обрабатывать поверхности сложного профиля. С помощью фасонных фрез делается фасонное фрезерование профильных плоскостей — червяков, шестерен, оконных рам, багетов.
Так как фасонные фрезы являются специальными и предварительно проектируются под требования заказчика, они массово используются при производстве оборудования для нефтегазовой отрасли. Тем самым они идеально подходят для решения специфичных технологических задач. Например, для серийного выпуска муфт необходим большой ресурс работы инструмента. Данный вид фрез выполняет эту задачу на 100%, при этом сокращая время на обработку изделия.
Фрезы в мировых масштабах являются самым популярным приспособлением, которые используют для обработки различных поверхностей материалов. В составной части могут одновременно использоваться несколько вариантов лезвий, зубьев и режущих кромок. Отличительной чертой этого инструмента считается широкое разнообразие размеров, профилей, типов, форм и сфер применения для практически любой технологической задачи. Тем самым на сегодняшний день, фрезы являются незаменимыми, и широко используются в различных отраслях промышленности. Но наиболее важно знать для правильной эксплуатации – это как точно подобрать нужный вид инструмента и правильно его использовать, чтобы получить заготовку нужной формы и размера, и не повредить при этом фрезы.


Отправить ответ