
Виды сварных соединений классификация сварных швов
Содержание:
- 1 Что собой представляет сварочный шов?
- 2 Размеры
- 3 Виды сварных соединений
- 4 Самый распространенный вид
- 5 Тавровая сварка. Особенности и рекомендации
- 6 Сварка внахлест
- 7 Угловое сцепление
- 8 Формы сварных швов
- 9 Классификация сварных швов по положению в пространстве
- 10 Как обозначаются сварные швы и соединения?
- 11 Положение шва
- 12 Возможные изъяны
- 13 Зоны сварки
- 14 Классификация сварных соединений и швов
- 15 Особенные соединения
- 16 Геометрия шва
- 17 Выбор
- 18 Структура шва
- 19 Классификация видов сварных швов
- 20 Основные характеристики сварочного шва
Результативность и качество работы зависит от наличия необходимого инструмента, материала и умений. На успех в любом деле, какого бы направления он ни был, существенно влияет также и знание теории. Сварочные работы принято считать одними из наиболее распространенных.

Для этого вида деятельности нужен материал, оборудование, опыт работы, а также теоретические знания. Овладев необходимой информацией, человек получает представление о том, что такое шов, какая существует классификация сварных швов и как подобрать оптимальный вариант для сцепления различных металлических изделий.
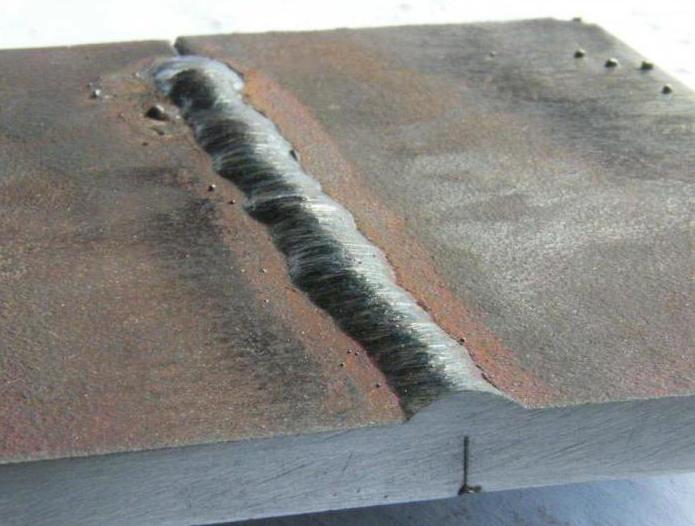
Что собой представляет сварочный шов?
Во время сварочных работ в процессе задействованы три металлических участка: между собой при помощи третьего, которым выступает электрод, скрепляются два куска железа. В месте соединения друг с другом металлических деталей происходит термический процесс, образующий шов. Таким образом, шов – это часть металлической конструкции, полученная в результате воздействия плавленого и затвердевшего железа.

Соединять методом сварки можно любые металлы. Они имеют свои особенности структуры, в соответствии с которыми подбирается определенный тип крепления. Классификация сварных швов производится в зависимости от типа сцепления, материала и других параметров. Для каждого соединения имеются свои инструкции и свой порядок выполнения.
Размеры
Существует классификация сварных швов по протяженности. В зависимости от размеров, сварочные швы бывают:
- Короткие. Размер не превышает 30 см. Такой шов появляется в результате сварки, выполняемой в одном направлении от самого начала до конца.
- Средние. Длина шва — от 30 см до 1 метра. Данные швы свариваются от середины к краям. Для них идеально подходит обратно-ступенчатый способ. Его суть заключается в том, что весь шов разделяется на несколько участков, которые поочередно обрабатываются сваркой. Каждый из этих отрезков имеет длину от 10 до 30 см.
- Длинные (свыше одного метра). Свариваются так же, как и средние швы, с той лишь разницей, что количество участков здесь будет больше.
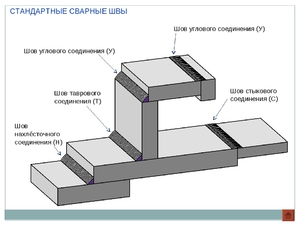
Виды сварных соединений
Классификация сварных швов осуществляется также по типу крепления. Существует четыре вида соединений:
Самый распространенный вид
Во время стыкового сцепления учитывается толщина изделия. Это позволяет сэкономить значительную часть материала.
Стыковое сцепление считается наиболее популярным. Это обусловлено тем, что данный процесс сварки — самый быстрый и экономный.
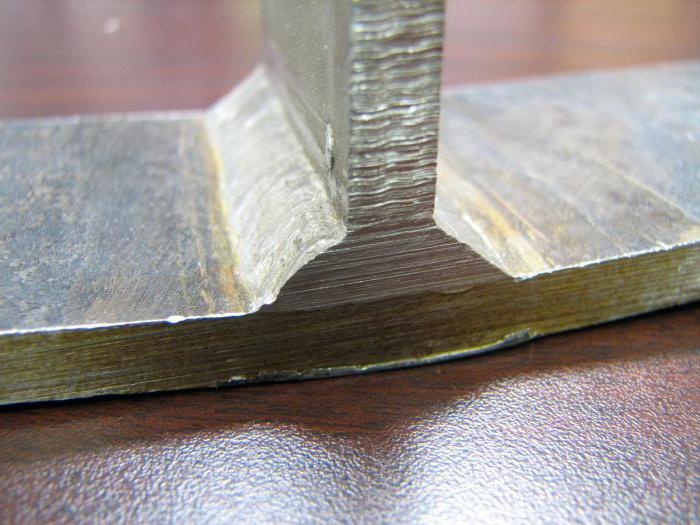
Тавровая сварка. Особенности и рекомендации
Для данного типа сцепления характерна Т-образная форма соединения металлических изделий. Как и в стыковом сцеплении, особое внимание уделяется толщине метала, в зависимости от которой швы бывают односторонние и двухсторонние.
Применяя данный вид сцепления, необходимо придерживаться следующих рекомендаций:
- Выполняя тавровую сварку при сцеплении двух изделий, имеющих различную толщину, необходимо сварочную горелку по отношению к изделию потолще держать под углом в 60 градусов.
- Сварочные работы можно облегчить, если расположить конструкцию «в лодочку». Такое положение обрабатываемого изделия исключит подрезы, пропущенные недоваренные участки, которые для данного вида сцепления считаются самыми распространенными дефектами.
- Если один проход сварочной горелки окажется малоэффективным, поскольку могут оставаться дефектные участки, их следует варить, осуществляя колебания сварочных электродов.
- В тавровом соединении можно ограничиться и односторонней сваркой. Для этого нужно использовать сварочную аппаратуру Oineo Tronic Pulse, которая позволяет осуществить RW-варку.
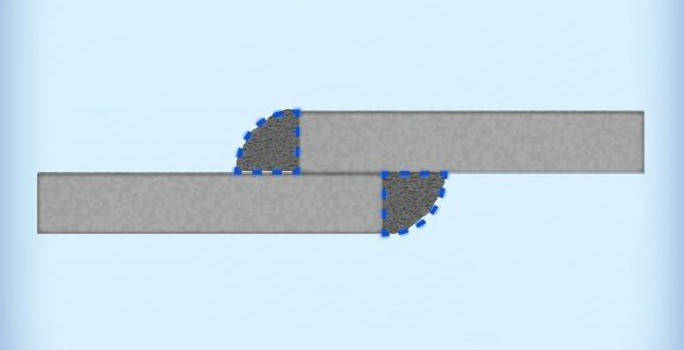
Сварка внахлест
Принцип данного вида соединения заключается в двухстороннем приваривании изделий, толщина которых не более 1 см. Эта сварка применяется в случаях, когда необходимо предотвратить попадание влаги в промежуток между стальными листами. В результате такой работы образуется два шва. Данный вид сварного соединения считается продолжительным и не является экономным, поскольку для работы требуется больше материалов.
Угловое сцепление
Данный тип сварки применяется для соединения металлических изделий в положении перпендикулярно друг к другу. В зависимости от толщины листов угловая сварка характеризуется наличием или отсутствием скошенных краев. При необходимости данный вид соединения производится с внутренней части изделия.

Формы сварных швов
Классификация сварных швов по форме наружной поверхности определяет три типа:
- Плоские. Эффективны при динамической и знакопеременной нагрузке, поскольку у этих швов (как и у вогнутых) отсутствует концентрация напряжения, способная вызвать резкие перепады и разрушить сварочное сцепление.
- Вогнутые. Допустимой считается вогнутость шва, не превышающая 0,3 см. В противном случае вогнутость сварного шва считается чрезмерной и расценивается как дефект. Измеряется уровень вогнутости на участке, где имеется наибольший прогиб.
- Выпуклые швы. Возникают в результате скопления большого количества застывшего металла и считаются неэкономными. Но в то же время сварное соединение, дающее выпуклый шов, эффективнее при статической нагрузке, чем соединение с плоским или вогнутым сварным швом. Показатель выпуклости — это расстояние от поверхности основного метала до точки наибольшего выступа. Стандартными считаются выпуклости, не превышающие 0,2 см для нижней сварки и не более 0,3 см для сварки, выполненной в других положениях.
Классификация сварных швов по положению в пространстве
Согласно критерию размещения в пространстве имеется четыре типа швов, каждому из которых присущи свои особенности и рекомендации для сварки:
- Нижние швы. В техническом аспекте считаются самыми простыми. Сваривание нижних швов производится на ровной поверхности в позиции снизу. Данный процесс характеризуется высокой результативностью и качеством. Это обусловлено более комфортными условиями для сварщика. Расплавливаемый металл своим весом направлен в расположенную в горизонтальном положении сварную ванну. За варкой нижних швов легко уследить. Работа выполняется быстро.
- Горизонтальные швы. Свариваются немного труднее. Проблема заключается в том, что растапливаемый металл под воздействием своего веса затекает на нижние края. Это может повлечь за собой появление подрезов в области верхнего края.
- Вертикальные швы. Являются результатом соединений металлических изделий, размещенных в вертикальной плоскости.
- Потолочные швы. Данная сварка считается самой трудной и ответственной. Характеризуется минимальным комфортом. В процессе сварки утрудняется выделение шлаков и газов. С этим делом справится не каждый, необходим большой опыт, так как удержать в ходе работы падающий на лицо шлак непросто. При этом важно соблюдать качество и прочность соединения.
Как обозначаются сварные швы и соединения?
Классификация и обозначение сварных швов производится при помощи специальных значков, линий и выносок. Они размещаются на сборочном чертеже и на самой конструкции. Классификация сварных соединений и швов обозначается, согласно нормативному документу, при помощи специальных линий, которые могут быть сплошными или штриховыми. Непрерывными обозначаются видимые сварные швы, штриховыми – невидимые.
Условные обозначения шва ставятся на полке от выноски (в случае если шов расположен на лицевой части). Или, наоборот, под полкой, если шов размещен с обратной стороны. При помощи значков указывается классификация сварных швов, их прерывистость, размещение отрезков для сварки.
Рядом с основными значками располагаются дополнительные. Они содержат вспомогательную информацию:
- о снятии усиления сварного шва;
- об обработке поверхности для плавного перехода к основному металлу и предотвращения наплывов и неровностей;
- о линии, по которой производится шов (является ли она замкнутой).
Для идентичных конструкций и изделий одного ГОСТа предусмотрены стандартные условные обозначения и технические требования. Если же в конструкции имеются одинаковые швы, то им лучше дать порядковые номера и разбить на группы, которым также для удобства присваиваются номера. Вся информация о количестве групп и швов должна быть указана в нормативном документе.
Положение шва
Классификация сварных швов осуществляется на основе положения шва. Они бывают:
- Односторонние. Образуются в результате сварки листов, толщина которых не превышает 0,4 см.
- Двухсторонние. Возникают при двухстороннем сваривании металлических листов толщиной 0,8 см. Для каждого случая соединения рекомендуется оставлять 2-миллиметровые зазоры, обеспечивающие качество сцепления.
Возможные изъяны
Дефекты во время сварочных работ могут возникать по причине чрезмерно большой силы тока и напряжений на дуге. Также это может быть результатом неправильных манипуляций с электродами. Классификация дефектов сварных швов по месту их расположения:
- Внутренние. Для их выявления применяется методика, заключающаяся в контроле: не разрушающем конструкцию, разрушающем полностью или частично.
- Наружные. Они легко выявляются при внешнем осмотре.
По причине нарушения режима сварки, вызванного отсутствием необходимого опыта, недостаточной подготовительной работой, проведением неправильных замеров, дефекты делятся на:
- Непровар. Проявляется в локальном отсутствии сплавлений между соединяемыми элементами. Дефект приводит к увеличению концентрации напряжения и уменьшению сечения шва. Конструкция с таким изъяном характеризуется пониженной прочностью и надежностью. Причиной непровара могут быть как недостаточная сила тока, так и сварка в быстром режиме.
- Подрез. Дефект заключается в локальном уменьшении толщины основного металла. Данная проблема наблюдается возле границ сварных швов.
- Прожог. Изъян имеет вид полости в сварном шве. Она возникает по причине утечки расплавленного металла из ванны сварки. Прожог – это недопустимый дефект, его нужно срочно исправить.
- Незаваренный кратер или углубление. Возникает по причине обрывов дуги во время подхода к концу шва.
- Наплыв. Дефект проявляется в затекании металла сварного шва на основной металл без их сплавления.

Причины дефектов могут быть самыми разными, но они одинаково способны снизить прочность сцепления, эксплуатационную надежность, точность и испортить внешний вид изделия.
 Одним из способов соединения частей материала является сварка. Метод нашел очень широкое применение в разных областях. С помощью этого относительно дешевого и вместе с тем надежного метода получают неразъемные соединения. С учетом разновидностей металлов, у каждого из которых свои особенности сваривания, различий условий проведения работ и требования к соединению, выделяют разнообразные виды сварных швов и соединений.
Одним из способов соединения частей материала является сварка. Метод нашел очень широкое применение в разных областях. С помощью этого относительно дешевого и вместе с тем надежного метода получают неразъемные соединения. С учетом разновидностей металлов, у каждого из которых свои особенности сваривания, различий условий проведения работ и требования к соединению, выделяют разнообразные виды сварных швов и соединений.
Зоны сварки
Зона сплавления с частично оплавленными зернами — 0,1−0,4 мм главного металла. Когда металл в этой зоне прогреется, его структура становится игольчатой с высокой хрупкостью и низкой прочностью.
Зона термического делится на четыре участка:
 I — относится к основному металлу, нагревшемуся до температуры превышающей 1100 °C. Структура этого участка крупнозернистая, а зерна в этой области приблизительно в 12 раз больше, чем стандартные. Вследствие перегрева уменьшается, вязкость, пластичность и другие механические свойства металла, и в слабейшем участке сварки часто происходит разрыв.
I — относится к основному металлу, нагревшемуся до температуры превышающей 1100 °C. Структура этого участка крупнозернистая, а зерна в этой области приблизительно в 12 раз больше, чем стандартные. Вследствие перегрева уменьшается, вязкость, пластичность и другие механические свойства металла, и в слабейшем участке сварки часто происходит разрыв.- II — участком является зона нормализации, в которой главный металл прогревается на 900 °C. Структура зерна тут гораздо мельче, чем в предыдущем случае. Занимает этот участок 1−4 мм.
- III — зона неполной кристаллизации, в которой главный металл прогревается до 750− 900 °C. Здесь попадаются и мелкие, и крупные зерна. Механические свойства снижаются вследствие неравномерности распределения кристаллов.
- IV — зона рекристаллизации. Прогревается до 450− 750 °C и восстанавливается форма зерен, деформированных из-за прошлых механических воздействий. Примерная ширина — 5−7 мм.
Зона главного металла начинается от участка, прогревающегося менее чем на 450 °C. Структура здесь сходна со структурой основного металла, но сталь теряет крепость за счет прогревания. По границе выделяются оксиды и нитриды, ослабляющие связь зерен. Металл в этом месте становится более прочным, однако, получает меньшую пластичность и ударную вязкость.
Классификация сварных соединений и швов
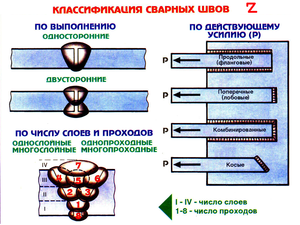
Виды швов в зависимости от признаков делятся на несколько категорий. По внешнему виду выделяются:
По типу сварные швы бывают одно- и двусторонними. По числу проходов — одно- и многопроходными. По числу слоев: односторонние и многослойные (при сваривании толстых металлов).
Есть также разновидности по протяженности:
- Односторонние непрерывные.
- Односторонние прерывистые.
- Двусторонние цепные.
- Двусторонние шахматные.
- Точечные швы (создаваемые контактной сваркой).
Типы швов по вектору усилия воздействия:
- Поперечный — усилие перпендикулярно шву.
- Продольный — усилие параллельно шву.
- Косой — усилие под углом.
- Комбинированный — признаки и поперечного и продольного шва.
По пространственному положению:
 полупотолочный;
полупотолочный;- горизонтальный;
- нижний;
- вертикальный;
- полугоризонтальный;
- полувертикальный;
- потолочный;
- в лодочку.
По функциям швы делятся на следующие:
По ширине:
- Ниточные швы, чья ширина практически не превышает величину диаметра электрода.
- Уширенные швы делаются поперечными колебательными движениями стержня.
Особенные соединения
 Стыковое. Самый распространенный вариант, представляющий обыкновенное соединение торцевых поверхностей или листов. Для их формирования требуется минимум времени и металла. Могут выполняться без скоса кромок, если листы тонкие. Для изделий толстых нужно подготавливать металла под сварку, где нужно будет скашивать кромки, чтобы увеличить глубину проварки. Актуально это при толщине от 8 мм. Если толщина будет больше 12 мм, понадобится двустороннее стыковое соединение и скашивание кромок. Чаще эти соединения выполняются в горизонтальном положении.
Стыковое. Самый распространенный вариант, представляющий обыкновенное соединение торцевых поверхностей или листов. Для их формирования требуется минимум времени и металла. Могут выполняться без скоса кромок, если листы тонкие. Для изделий толстых нужно подготавливать металла под сварку, где нужно будет скашивать кромки, чтобы увеличить глубину проварки. Актуально это при толщине от 8 мм. Если толщина будет больше 12 мм, понадобится двустороннее стыковое соединение и скашивание кромок. Чаще эти соединения выполняются в горизонтальном положении.
Тавровое. Тавровые соединения имеют Т-образную форму и бывают одно- или двусторонними. С их помощью могут соединяться изделия разной толщины. Если меньшая деталь устанавливается перпендикулярно, в процессе сварки электрод наклоняется до 60°. Для осуществления более простого варианта сварки «в лодочку» пользуются прихватками. Благодаря этому уменьшается вероятность образования подрезов. Обычно шов накладывается за проход. Сегодня выпускается много аппаратов для автоматической тавровой сварки.
Угловое. У этих соединений (под разными углами) нередко подкашиваются кромки, чтоб шов залег на требуемую глубину. Двусторонняя проварка делает соединение крепче.
Внахлест. Данным способом сваривают листы толщиной менее 1 см. Они кладутся друг на друга внахлест и провариваются с двух сторон. Между ними не должно быть влаги. Для лучшего скрепления соединение иногда варится с торца.
Геометрия шва
 S — толщина заготовки.
S — толщина заготовки.
B — зазор между заготовками.
H — глубина залегания проваренного участка.
Q — величина выпуклой части.
P — расчетная высота, соответствующая перпендикулярной линии из места проплавления к гипотенузе наибольшего прямого треугольника, вписанного во внешнюю часть.
A — толщина углового шва, куда входит величина выпуклости и расчетной высоты.
K — катет представляет собой расстояние от поверхности одной заготовки до границы угла другой.
Q — выпуклость наплавленного участка.
Выбор
 Виды швов и сварных соединений отличаются по свойствам, и для каждого случая подбираются параметры удачного сочетания. Первым делом оценивается пространственное положение. Чем легче идет работа, тем лучшим получается качество. Легче сделать горизонтальные швы, поэтому заготовки стараются выставить именно горизонтально. Иногда, для обеспечения качества деталь приходится переворачивать неоднократно.
Виды швов и сварных соединений отличаются по свойствам, и для каждого случая подбираются параметры удачного сочетания. Первым делом оценивается пространственное положение. Чем легче идет работа, тем лучшим получается качество. Легче сделать горизонтальные швы, поэтому заготовки стараются выставить именно горизонтально. Иногда, для обеспечения качества деталь приходится переворачивать неоднократно.
Сваривание за проход помогает добиться лучшей крепости, чем в случае многократных проходов. Так что, требуется баланс между удобством и числом проходов.
Когда заготовки толстые, кромки разделываются, а поверхность обрабатывается для добавления ей чистоту. Стыковые варианты наиболее простые, предпочтительнее выбирать их, так как проще обеспечивается фиксация во избежание искажений геометрии готовых деталей. Кроме выбора типа внимание обращают также на температурный режим, потому что могут сместиться зоны проварки и изделие не доварится или переплавится.
Сварочные швы представляют собой зону соединяемых заготовок, которая подвергается непосредственному тепловому воздействию пламени, электрической дуги/плазмы или лазерного луча. По внешнему виду сварного соединения судят о квалификации сварщика, о технологическом предназначении конструкции и даже о способе сварки.
Структура шва
Типовой сварочный шов включает в себя:
- Зону наплавленного металла (из сварочного электрода или из основного металла соединенных между собой заготовок).
- Зону механического сплавления.
- Зону термического влияния.
- Переходную зону к основному металлу.
При рассматривании шлифа сварного шва в любой металлографический микроскоп разграниченность вышеперечисленных зон определяется весьма четко. Исключение составляют лазерные технологии соединения тонкостенных и мелких деталей, когда из-за точной локализации светового потока некоторые зоны могут отсутствовать.
Зона наплавленного металла представляет собой сплошную литую структуру, формирование которой происходит с момента начала расплавления электрода или заготовки. На обычных микрошлифах эту зону рассмотреть невозможно вследствие особой мелкой дисперсности частиц, которые ее составляют. Зона отличается наибольшей твердостью, но часто имеет поверхностные дефекты, обусловленные совместным действием сварочных шлаков, кислорода воздуха, остатков сварочного флюса и т.д.
Протяженность зоны механического сплавления связана с термодиффузионной активностью металлов соединяемых деталей. При интенсивном проникновении одного металла в другой глубина зоны сплавления может достигать 40-50% от объема литой зоны. Состав зоны неоднороден: наряду со структурами основного металла, там могут присутствовать интерметаллидные соединения углерода и азота с легирующими элементами, которые имеются в основном металле. Чаще всего в этой зоне встречаются грубодисперсные карбиды вольфрама, хрома, железа, а также более мелкие по размерам нитриты тех же металлов.
Зона термического влияния по своей структуре напоминает поверхностные зоны термически обрабатываемого металла в условиях скоростной и поверхностной закалки или упрочнения. Непосредственно к объемам механического сплавления примыкает так называемый «белый слой» — нетравящаяся часть металла этой зоны. Твердость белого слоя — максимальна и часто превосходит показатели зоны механического сплавления. Причиной тому являются тепловые процессы, энергии которых уже недостаточно для расплавления, но вполне хватает для сверхскоростной закалки (особенно, если сварка ведется под слоем инертного газа). Далее по глубине располагаются зоны структурных превращений, состав которых зависит от марки стали. Например, после сварки нержавеющих сталей основной составляющей рассматриваемой зоны является аустенит, для инструментальных сталей — мартенсит и т.д.
В переходной к основному металлу зоне присутствуют структуры троостита, остаточного аустенита, перлита и других составляющих, которые формируются в условиях сравнительно небольших температурных перепадов.
Качество сварки определяется скачками твердости и структурной однородности: чем они меньше, тем долговечнее и прочнее будет сварочный шов.
Таким образом, структура сварного шва является неоднородной, а сопоставительный анализ ее основных физико-механических характеристик (твердости, прочности, однородности и пр.) определяет качество сварного соединения.
Классификация видов сварных швов
В основу классификации типов сварных соединений могут быть приняты различные факторы: геометрические, конструктивные, технологические и прочностные.
С точки зрения месторасположения сварных соединений их подразделяют на:
Из всех типов сварных швов нижний, при котором разделка кромок исходной заготовки  производится со стороны сварщика, считается не только самым доступным для освоения, но и самым прочным. Это объясняется удобством формирования расплава (как при ручном, так и при автоматическом процессах), когда силы тяжести металла способствуют лучшему заполнению зазоров между соединяемыми поверхностями. Нижний тип еще и наиболее экономичен. Используется два основных приема его формирования — от себя и на себя.
производится со стороны сварщика, считается не только самым доступным для освоения, но и самым прочным. Это объясняется удобством формирования расплава (как при ручном, так и при автоматическом процессах), когда силы тяжести металла способствуют лучшему заполнению зазоров между соединяемыми поверхностями. Нижний тип еще и наиболее экономичен. Используется два основных приема его формирования — от себя и на себя.
Горизонтальный шов формируется в условиях, когда подготовленные поверхности расположены перпендикулярно плоскости сварочного электрода. Приемы его получения аналогичны описанным выше, но расход сварочных электродов и флюсов увеличивается, поскольку часть расплава уносится силами тяжести из сварочной зоны.
Еще тяжелее условия для производства вертикальных швов. Здесь, кроме возрастающих потерь металла, увеличивается и неравномерность геометрических характеристик: на последних участках шов получается более толстым, а вероятность ухудшения механических параметров, в сравнении с горизонтальным и нижним типами, увеличивается.
Хуже всего качество у вертикально расположенных швов. Даже при автоматической сварке потери металла велики. Кроме того, в данном случае требуются особые меры безопасности процесса, которые бы исключали возгорание поверхностей, оплавление смежных площадей соединяемых заготовок и т.д. Количество швов, налагаемых вертикально, при проектировании сварных конструкций должно быть минимальным.
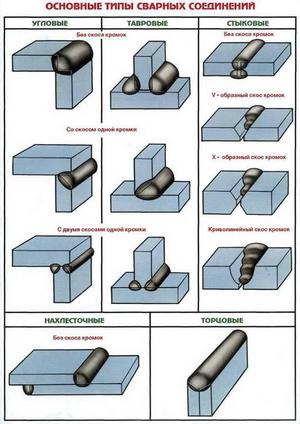
Типы сварного соединения могут классифицироваться и по конструктивному принципу своего образования. Соответственно, сварочные швы могут быть:
- Встык.
- Внахлестку.
- Угловыми.
- Тавровыми.
- Под электрозаклепки.
Стыковое соединение считается оптимальным по соотношению «экономичность-прочность». Габариты шва при правильной подготовке зоны соединения (тип разделки, подготовка кромок, зазоры) практически не искажают форму поверхности. Качество стыкового соединения зависит от толщины заготовок. При толщине до 4 мм (все размеры здесь и далее приводятся относительно низко- и среднеуглеродистых сталей) чаще выполняется односторонняя разделка кромок, при толщине до 8-10 мм — двухсторонняя U/V-образная, а при более толстых деталях — Х-образная. Соответственно, изменяется и зазор между смежными деталями: в частности, для тонких заготовок его величина не должна превышать 1-2 мм.
Соединение внахлестку используется для ситуаций, когда свободного пространства для сварки обычным способом недостаточно. Толщина заготовок не должна превышать 8-10 мм, а для обеспечения равнопрочности подготовку необходимо выполнять с обеих сторон. Если разделка кромок невозможна, то сечение приходится увеличивать. Вариантом соединения внахлестку является прорезное, когда торцы одной из деталей искусственно увеличивают для того, чтобы добиться желаемой прочности.
Угловое соединение, в свою очередь, может быть торцевым и «в лодочку» (используется, когда торец одной детали приваривается к поверхности другой). С целью придания прочности угловым швам их, по возможности, обваривают с обеих сторон. Технология угловой сварки требует более высокой квалификации исполнителя. В частности, из-за опасности проплавления одной из смежных поверхностей электрод должен располагаться под углом 45-60 0 к более длинной стороне угла. При сварке «в лодочку» расход сварочной проволоки увеличивается, протяженность зоны термического влияния возрастает, а ее твердость, наоборот, падает. Это связано с ухудшением условий отвода тепла.
Тавровое соединение считается более сложным вариантом углового, когда сваркой формируются обе полки такого составного профиля. Подготовка кромок в этом случае не обязательна, зато имеются определенные ограничения в направлении удерживаемого электрода, который должен располагаться к вертикальной стенке тавра под углом не выше 60 0 . При тавровом способе вероятность дефектов выше (как, впрочем, и расход сварочной проволоки, поскольку сварку приходится проводить за несколько проходов горелки).
Когда особых требований к герметичности готового соединения нет, используется шов под электрозаклепки. Подготовленные к соединению изделия плотно прижимаются плоскими поверхностями друг к другу, после чего в верхней детали любым способом получают отверстие. В него вводят горелку и расплавляют металл, который далее проникает вовнутрь, сваривая изделия между собой. Такой метод чрезвычайно экономичен и, при последующей шлифовке, обеспечивает необходимый внешний вид поверхности.
Классификация сварных швов помогает выбрать оптимальную последовательность их получения.
Основные характеристики сварочного шва
Различают геометрические и технологические параметры сварного шва. К геометрическим относят размеры в поперечном сечении — ширину, толщину и высоту над основной плоскостью. На виды сварочных соединений влияют также и технологических параметры: катет и корень в стыке, его выпуклость/вогнутость, а также соотношение объема металла шва к общей площади сварного стыка.
Виды сварочных швов, в частности, ширина, высота и толщина, зависят от требуемых прочностных показателей соединения. Такая зависимость не является однозначной: чрезмерно массивный шов, наоборот, снижает качество соединения, поскольку сцепление зон наплавки и механического сплавления ослабляется, а качество поверхности может ухудшиться из-за наличия сварочного грата, а также интенсификации процессов окисления и обезуглероживания материала деталей.
Классификация сварных швов и форма их поверхности важны и с точки зрения долговечности готовых конструкций. Вогнутые швы, оформляемые по параболической зависимости высоты шва от его толщины, снижают уровень внутренних напряжений и минимизируют остаточные деформации. Наоборот, ровные швы, когда сохраняются острые углы при переходе от одной поверхности к смежной, уровень остаточных напряжений и деформаций повышают.
Оптимизацию формы поперечного сечения сварочного соединения можно производить при помощи следующих практических коэффициентов:
- Для наилучшего соотношения ширины к высоте — 1,2-1,5;
- Для наилучшего соотношения ширины к выпуклости — не более 8;
- Для наилучшего соотношения площадей поверхности шва к площади металла в зоне соединения — 0,85-1,0.
Виды сварных швов и технология их получения определяют качество процесса. Для оценки используют такие параметры, как глубина провара металла и количество проходов.
Глубина провара определяет однородность структуры в зоне соединения. Она принимается в пределах 0,5-0,8 (при меньших значениях ухудшается прочность сварного стыка, а при увеличенных — возрастает опасность проплавления).
Количество проходов зависит от способа разделки кромок и толщины соединяемых элементов. При увеличенных зазорах и обычном профиле кромок (со скосом) количество проходов и амплитуду колебаний горелки приходится изменять, что повышает уровень внутренних сварочных напряжений. Проблема (для сварки толстых листов) снимается оптимизацией формы подготовки кромок. Число проходов для глубоких швов может достигать 6-8, при этом стараются заполнить сначала основной зазор (между кромками), а затем обварить место стыка с обеих сторон.
На качество сварных швов и соединений влияют также относительные размеры корня по отношению к катету и высоте. Если корень шва меньше указанных параметров, то качество готового соединения будет хуже из-за уменьшенной глубины провара металла. При статических нагрузках на соединение это обстоятельство не критично, однако при динамических нагрузках может стать причиной разрушения сваренной конструкции.
Классификация сварочных швов основывается на технологии их образования, соотношении геометрических размеров и последовательности выполнения сварки.


Отправить ответ