
Винт самонарезной по металлу
Содержание:
1.1. По форме и размерам самонарезающие винты должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
1.2. Размеры резьбы и конца винта должны соответствовать указанным на черт. 1, 2 и в табл. 1, 2.
(Измененная редакция, Изм. № 1, 2).
1.3. Схема построения условного обозначения самонарезающих винтов указана в обязательном приложении 1.
Пред откл. по h 13
Внутренний диаметр резьбы d1, не более
Ширина площадки b , не более
Длина конического конца l 1 »
Примечание . В зависимости от метода образования резьбы края площадки А могут иметь округления.
Резьба с мелким шагом
Диаметр резьбы d
Пред. откл. по h 13
Внутренний диаметр резьбы d1, не более
Ширина площадки b , не более
Длина конического конца с углом 4° l 1 »
Длина конического конца с углом 7° 30 ¢ l 2 »
Примечание . (Исключено, Изм. № 1, 2).
2.1. Предельные отклонения размеров и расположения поверхностей, шероховатость поверхностей самонарезающих винтов должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
2.2. Марки материалов и их условные обозначения должны соответствовать указанным в табл. 3.
Условное обозначение марки материала (группы)
08кп, 10, 10кп по ГОСТ 10702-78
20, 20кп, 25 по ГОСТ 10702-78
20Х, 40Х по ГОСТ 4543-71
30Х ГСА по ГОСТ 4543-71
2.3. Допускается для изготовления винтов применять не указанные в табл. 3 марки материалов, механические свойства которых не ниже свойств марок материалов, установленных табл. 3.
В этом случае в обозначении винта вместо условного обозначения материалов указывают его марку.
2.4. Самонарезающие винты должны подвергаться термической или химико-термической обработке.
Твердость винтов с крупным шагом резьбы должна быть HRC э 57 . 63, с мелким — HRC э 37 . 47.
Поверхностная твердость винтов после химико-термической обработки должна быть не менее 450 HV 03 ; 83 HR 15 N .
Глубина слоя химико-термической обработки должна быть:
для диаметров от 2 до 3 — 0,04 — 0,01 мм;
для диаметров от 4 до 6 — 0,05 — 0,18 мм;
для диаметров от 7 — 0,1 — 0,23 мм.
(Измененная редакция, Изм. № 1, 2).
2.5. Шаг и угол профиля резьбы, углы конической части стержня должны обеспечиваться точностью изготовления инструментов или копиров, для которых допускаемое отклонение от номинального значения не должно превышать ± 10 %.
2.6. Уменьшение наружного диаметра винта в пределах поля допуска может быть только в сторону конца винта.
2.7. Самонарезающие винты с заостренным концом должны иметь цилиндрический стержень с полнопрофильной резьбой до конуса.
2.8. Для винтов, имеющих менее четырех витков резьбы, длина конического конца не должна превышать 30 % всей длины винта.
(Новая редакция, Изм. № 2)
2.9. Резьба должна быть чистой, без задиров и заусенцев. Частичные подрезы, утолщения или надрывы витков не допускаются.
2.10. Виды покрытий и их условное обозначение по ГОСТ 1759.0-87.
2.11. Допуски размеров, формы и расположения поверхностей винтов — по ГОСТ 1759.1-82.
Допускаемые дефекты поверхности винтов по ГОСТ 1759.2-82.
(Новая редакция, Изм. № 2).
2.12. На винтах с заостренным концом не допускается притупление острия буравчика более 15 % от диаметра резьбы.
(Новая редакция, Изм. № 2)
3.1. Правила приемки винтов по ГОСТ 17769-83.
4.1. Визуальный осмотр винтов, проверка размеров, шероховатости поверхностей, дефектов поверхности, твердости, толщины покрытия и измерения глубины обезуглероженного слоя — по ГОСТ 1759.0-87.
При отсутствии у винтов площадки для измерения твердости, измерение твердости следует производить на образцах-свидетелях, прошедших термообработку вместе с винтами.
Допускается не контролировать радиус сферы головки, высоту сферы полупотайной головки, диаметр и глубину крестообразного шлица, радиусы под головкой винтов при условии обеспечения этих размеров инструментом или технологией изготовления.
4.2. Проверку винтов на ввинчивание проводят по требованию потребителя следующим методом:
винты ввинчивают в испытательную стальную пластину;
твердость стальной испытательной пластины — 125. 165 НВ, содержание углерода в стали пластины должно быть не более 0,23 %;
толщина пластины S , а также диаметры отверстий должны соответствовать указанным на черт. 3 и в табл. 4.
Конец ввернутого винта должен выходить из пластины не менее чем на два витка полного профиля резьбы. Винты, имеющие менее четырех витков резьбы, ввертываются в пластину с зазором между головкой и пластиной, не более допустимого недовода резьбы.
После вывинчивания на витках не должно быть выкрашивания, трещин, сорванных или смятых витков резьбы и смятия опорных поверхностей шлица на головке.

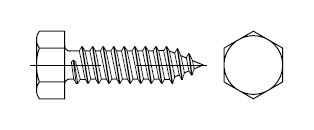
Назначение: Кровельные саморезы используются для крепления кровельных и фасадных (облицовочных) металлических листов к металлическим конструкциям, а также для крепления металлических кровельных листов при наложении одного на другой.
Шаг резьбы: частый
Головка: шестигранная головка D=8
Наконечник: сверло №3
| Размер | Длина, L (мм) | Наружный диаметр, D (мм) |
Шаг резьбы, P (мм) | Толщина бурта, C (мм) |
Диаметр бурта, Df (мм) |
Диаметр шестигран. головки, e (мм) |
Высота головки, K (мм) |
Размер под ключ, S (мм) |
Диаметр сверла, Dp (мм) |
Длина сверла, T (мм) |
Толщина резины, Ar (мм) |
Толщина шайбы, A (мм) |
≈ вес 1000 шт. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 5,5х19 | 18,00-20,00 | 5,28-5,46 | 1,80 | 1,00 | 10,00-11,00 | 8,71 min | 5,25-5,40 | 7,78-8,00 | 4,55-4,70 | 7,50-9,00 | 2,30-2,70 | 0,9-1,10 | 5,6 |
| 5,5х25 | 24,00-26,00 | 5,28-5,46 | 1,80 | 1,00 | 10,00-11,00 | 8,71 min | 5,25-5,40 | 7,78-8,00 | 4,55-4,70 | 7,50-9,00 | 2,30-2,70 | 0,9-1,10 | 6,33 |
| 5,5х32 | 30,75-33,25 | 5,28-5,46 | 1,80 | 1,00 | 10,00-11,00 | 8,71 min | 5,25-5,40 | 7,78-8,00 | 4,55-4,70 | 7,50-9,00 | 2,30-2,70 | 0,9-1,10 | 7,55 |
| 5,5х38 | 36,75-39,25 | 5,28-5,46 | 1,80 | 1,00 | 10,00-11,00 | 8,71 min | 5,25-5,40 | 7,78-8,00 | 4,55-4,70 | 7,50-9,00 | 2,30-2,70 | 0,9-1,10 | 7,84 |
| 5,5х51 | 49,75-52,25 | 5,28-5,46 | 1,80 | 1,00 | 10,00-11,00 | 8,71 min | 5,25-5,40 | 7,78-8,00 | 4,55-4,70 | 7,50-9,00 | 2,30-2,70 | 0,9-1,10 | 9,45 |
| 5,5х76 | 74,50-77-50 | 5,28-5,46 | 1,80 | 1,00 | 10,00-11,00 | 8,71 min | 5,25-5,40 | 7,78-8,00 | 4,55-4,70 | 7,50-9,00 | 2,30-2,70 | 0,9-1,10 | 12,27 |
| 6,3х19 | 18,00-20,00 | 6,03-6,25 | 1,80 | 1,00 | 10,00-11,00 | 10,95 min | 5,75-5,90 | 9,78-10,00 | 5,40-5,55 | 8,00-9,50 | 2,30-2,70 | 0,9-1,10 | 7,42 |
| 6,3х25 | 24,00-26,00 | 6,03-6,25 | 1,80 | 1,00 | 10,00-11,00 | 10,95 min | 5,75-5,90 | 9,78-10,00 | 5,40-5,55 | 8,00-9,50 | 2,30-2,70 | 0,9-1,10 | 8,4 |
| 6,3х32 | 30,75-33,25 | 6,03-6,25 | 1,80 | 1,00 | 10,00-11,00 | 10,95 min | 5,75-5,90 | 9,78-10,00 | 5,40-5,55 | 8,00-9,50 | 2,30-2,70 | 0,9-1,10 | 9,5 |
| 6,3х38 | 36,75-39,25 | 6,03-6,25 | 1,80 | 1,00 | 10,00-11,00 | 10,95 min | 5,75-5,90 | 9,78-10,00 | 5,40-5,55 | 8,00-9,50 | 2,30-2,70 | 0,9-1,10 | 10,4 |
| 6,3х51 | 48,75-51,25 | 6,03-6,25 | 1,80 | 1,00 | 10,00-11,00 | 10,95 min | 5,75-5,90 | 9,78-10,00 | 5,40-5,55 | 8,00-9,50 | 2,30-2,70 | 0,9-1,10 | 12,6 |
| 6,3х60 | 58,75-61,25 | 6,03-6,25 | 1,80 | 1,00 | 10,00-11,00 | 10,95 min | 5,75-5,90 | 9,78-10,00 | 5,40-5,55 | 8,00-9,50 | 2,30-2,70 | 0,9-1,10 | 14 |
| 6,3х70 | 58,75-61,25 | 6,03-6,25 | 1,80 | 1,00 | 10,00-11,00 | 10,95 min | 5,75-5,90 | 9,78-10,00 | 5,40-5,55 | 8,00-9,50 | 2,30-2,70 | 0,9-1,10 | 17,3 |
| 6,3х80 | 78,50-81,50 | 6,03-6,25 | 1,80 | 1,00 | 10,00-11,00 | 10,95 min | 5,75-5,90 | 9,78-10,00 | 5,40-5,55 | 8,00-9,50 | 2,30-2,70 | 0,9-1,10 | 17,3 |
| 6,3х100 | 98,50-101,50 | 6,03-6,25 | 1,80 | 1,00 | 10,00-11,00 | 10,95 min | 5,75-5,90 | 9,78-10,00 | 5,40-5,55 | 8,00-9,50 | 2,30-2,70 | 0,9-1,10 | 24 |
| 6,3х130 | 128,50-131,50 | 6,03-6,25 | 1,80 | 1,00 | 10,00-11,00 | 10,95 min | 5,75-5,90 | 9,78-10,00 | 5,40-5,55 | 8,00-9,50 | 2,30-2,70 | 0,9-1,10 | 40 |
| 6,3х150 | 148,50-151,50 | 6,03-6,25 | 1,80 | 1,00 | 10,00-11,00 | 10,95 min | 5,75-5,90 | 9,78-10,00 | 5,40-5,55 | 8,00-9,50 | 2,30-2,70 | 0,9-1,10 | 45 |
Выбор соответствующего сверла самореза при монтаже

| Размер | Макс.способность сверления, G (мм) | Мин.толщина профиля, F (мм) | Эффективная длина резьбы, L (мм) |
|---|---|---|---|
| 5,5х19 | 5,30 | 1,30 | 6,00 |
| 5,5х25 | 5,30 | 1,30 | 12,00 |
| 5,5х32 | 5,30 | 1,30 | 18,00 |
| 5,5х38 | 5,30 | 1,30 | 24,00 |
| 5,5х51 | 5,30 | 1,30 | 37,00 |
| 5,5х64 | 5,30 | 1,30 | 48,00 |
| 5,5х76 | 5,30 | 1,30 | 60,00 |
| 6,3х19 | 6,50 | 1,30 | 4,00 |
| 6,3х25 | 6,50 | 1,30 | 10,00 |
| 6,3х32 | 6,50 | 1,30 | 16,00 |
| 6,3х38 | 6,50 | 1,30 | 22,00 |
| 6,3х50 | 6,50 | 1,30 | 36,00 |
| 6,3х60 | 6,50 | 1,30 | 44,00 |
| 6,3х80 | 6,50 | 1,30 | 64,00 |
| 6,3х100 | 6,50 | 1,30 | 84,00 |
| 6,3х130 | 6,50 | 1,30 | 115,00 |
| 6,3х150 | 6,50 | 1,30 | 135,00 |
| 6,3х175 | 6,50 | 1,30 | 160,00 |
Вырывающая сила, кН

| Диаметр самореза, D (мм) | Толщина стального основания, K (мм) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0,46 | 0,61 | 0,61 | 0,91 | 1,22 | 1,52 | 1,91 | 2,67 | 4,17 | 5,69 | 6,35 | |
| 5,5 | 0,716 | 1,174 | 1,517 | 1,748 | 2,9 | 4,052 | 5,614 | 8,683 | — | — | — |
| 5,5 | 0,707 | 1,094 | 1,272 | 1,681 | 2,705 | 3,785 | 5,267 | 8,269 | 11,436 | 15,671 | — |
| 5,5 | 0,645 | 0,952 | 1,299 | 1,53 | 2,464 | 3,381 | 4,742 | 7,268 | 10,778 | 13,349 | — |
| 5,5 | — | — | — | — | 2,215 | 3,114 | 4,399 | 6,828 | 10,871 | 15,515 | 17,112 |
| 5,5 | — | — | — | — | 2,18 | 3,123 | 4,075 | 6,806 | 9,831 | 16,476 | 17,802 |
| 6,3 | 0,939 | 1,477 | 1,917 | 2,513 | 3,572 | 5,133 | — | — | — | — | — |
| 6,3 | 0,752 | 1,192 | 1,41 | 1,926 | 2,882 | 4,115 | 5,138 | — | — | 20,889 | — |
| 6,3 | 0,641 | 1,041 | 1,317 | 1,552 | 2,727 | 3,928 | 5,107 | 8,278 | 10,716 | 20,253 | 22,401 |
Срезающая сила, кН

| Диаметр самореза, D (мм) | Толщина стального основания, K (мм) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0,46 | 0,61 | 0,61 | 0,91 | 1,22 | 1,52 | 1,91 | 2,67 | 4,17 | 5,69 | 6,35 | |
| 5,5 | 1,935 | 3,14 | 3,363 | 4,542 | 6,472 | — | — | — | — | — | — |
| 5,5 | 1,637 | 2,682 | 2,785 | 4,008 | 6,107 | 7,833 | 9,524 | — | — | — | — |
| 5,5 | — | — | — | 3,434 | 6,054 | 7,219 | 8,776 | 8,847 | — | — | — |
| 5,5 | — | — | — | — | — | — | — | 9,123 | 9,043 | — | — |
| 5,5 | — | — | — | — | — | — | — | — | 12,023 | 12,112 | 12,299 |
| 6,3 | 2,286 | 3,79 | 3,95 | 5,547 | 7,86 | — | — | — | — | — | — |
| 6,3 | — | — | — | 4,15 | 6,428 | 9,355 | 11,504 | 11,081 | 12,557 | — | — |
Вкрутите винт самонарезающий правильно!
По названию становится ясным, что винты самонарезающие в процессе ввинчивания нарезают под себя резьбу в материале с требуемым шагом витков. Эта группа крепежных изделий самая обширная: так, существуют винты для металла, дерева, пластмассы. Могут они устанавливаться как с предварительным сверлением (шуруп), так и без него (саморез). Также есть изделия, нарезающие метрическую резьбу в металле. Производят продукцию как по ГОСТу, так и по классификаторам DIN, ISO.
Виды самонарезающих винтов
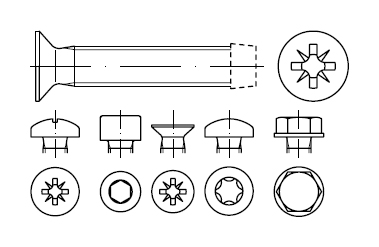
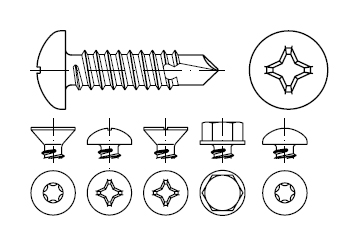
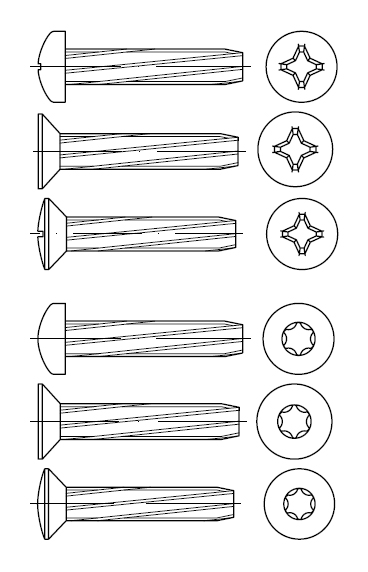
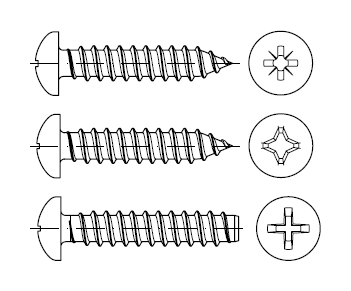
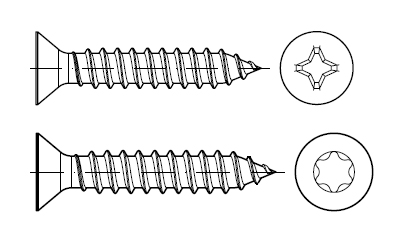
Винты изготавливаются с разными типами головок и с разными окончаниями: остроконечные, тупоконечные, самосверлящие (с буром на конце). Регулирует по конструктивному признаку винты саморенарезащие ГОСТ — отечественный классификатор, аналог европейской дублирующей сетки DIN:
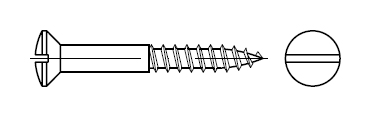
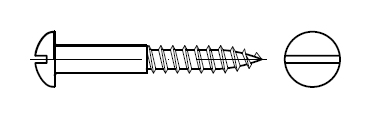
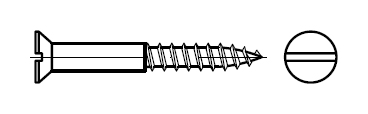
- Шуруп для дерева
А) Полукруглая голова с прямым шлицом (ГОСТ1144-DIN96)
Б) Потайная голова с прямым шлицом (ГОСТ1145-DIN97)
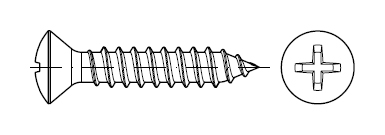
В) Полупотайная с прямым шлицом (ГОСТ 1146-DIN95)
Шурупы по этим ГОСТам под крестовой шлиц можно заменить универсальными саморезами по дереву.
- Винт самонарезающий для металла и пластмассы (саморез).
А) Полукруглая голова с тупым концом (ГОСТ 10621-DIN7981F/7971F)
c острым концом (ГОСТ 11650-DIN7981C/7971C)
с буром DIN 7504N
Б) Потайная голова с тупым концом (ГОСТ 10619)
c острым концом (ГОСТ 11652-DIN7982C/7972C)
с буром DIN 7504P
B) Полупотайная голова с тупым концом (ГОСТ10620)
с острым концом (ГОСТ11651-DIN7983C/7973C)
Г) Шестигранная голова с тупым концом (ГОСТ Р ИСО 1479С-DIN7976F)
c острым концом (ГОСТ Р ИСО 1479F-DIN 7976C)
c буром DIN7504K
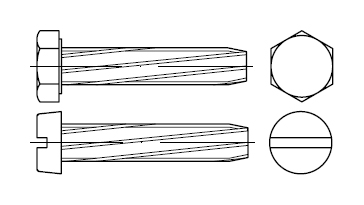
Существуют две группы винтов для металла с метрической резьбой, которые подразделяются на:
По названию можно сделать вывод, что это совершенно разные виды крепежных изделий, но функционально они выполняют одну и ту же задачу — нарезку метрической резьбы под себя в металле. Отличие составляют только бороздка на теле винта самонарезающего и окончание (Taptite) у резьбовыдавливающего.
Классификация самонарезающих винтов DIN
- DIN7513A-Шестигранная голова
- DIN7513B-Цилиндрическая голова с прямым шлицом
- DIN7516A-Полукруглая голова.
- DIN7516D-Потайная голова
- DIN7516E-Полупотайная голова
Резьбовыдавливающие винты
- DIN7500C-Полукруглая голова
- DIN7500M-Потайная голова
- DIN7500D-Шестигранная голова
- DIN7500E-Цилиндрическая голова под внутренний шестигранник
Из чего делают винты?
Большинство изделий изготавливается из стали, как обычной, так и нержавеющей. Грани резьбы и шлицы подвергаются дополнительной термообработке (закалке), так как их твердость должна значительно превышать твердость материала, в который они ввинчиваются. Для шурупов по дереву DIN95/96/97 используют латунь ввиду того, что данный крепеж устанавливается только с предварительным сверлением.
Покрытия и винтов.
Самонарезающие винты и шурупы покрывают цинком, иногда с тефлоновым напылением. Также применяют фосфатирование, желтую и синюю пассивацию в декоративных целях. Большой ассортимент конструкционного, целевого и функционального исполнения крепежей позволяет купить самонарезающие винты для самых разнообразных задач, материалов и условий применения.


Отправить ответ