
Внешний диаметр резьбы таблица
Содержание:
Крепеж с помощью резьбы известен еще со времен античности. Ученые до сих пор находят остатки деталей, внешне напоминающих современные винты и гайки. Но наибольшее распространение резьба получила во времена промышленной революции 18-го века. Первоначально распространению разъемного резьбового соединения мешало отсутствие стандартизации, что лишало возможности обеспечения взаимозаменяемости изделий. Решил данную проблему талантливый английский инженер Чарльз Витворт. Он разработал единую систему размеров и обозначения, использовав для этого английский дюйм. Так появилась на свет дюймовая резьба. А все размеры занесены в таблицу по ГОСТ.

Параметры
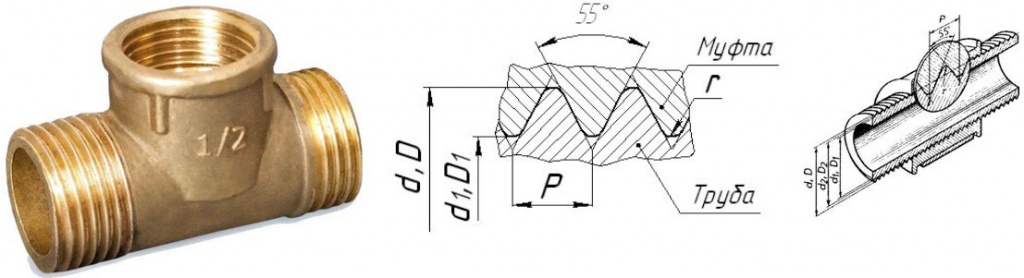
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено. Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба. Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
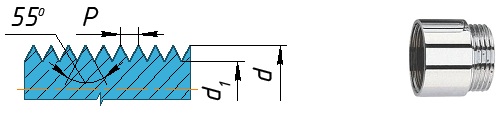
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Разновидности дюймовых резьб
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
- Трубная цилиндрическая
- Трубная коническая
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
Таблица. Трубная цилиндрическая резьба. ГОСТ 6357-81.
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | наружный d = D | средний d2 = D2 | внут-ренний d1 = D1 | ||||||
| 1/16" 1/8" |
— | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4" 3/8" |
— | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2" | ||||||||||
7/8"
2"
1 3/4"
3 1/2"
3 3/4"
6"
5 1/2"
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине 25,4 мм |
H | H1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16" | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8" | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4" | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8" | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2" | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4" | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1" | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4" | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2" | 47,803 | 46,324 | 44,845 | ||||||||
| 2" | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2" | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3" | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2" | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4" | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5" | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6" | 163,830 | 162,351 | 160,872 | ||||||||
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
- Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
- Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.

Обозначение дюймовой резьбы в технической документации разберем на примере:
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» — это размер, характеризующий длину завинчивания.

Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Чтобы получить качественное резьбовое соединение, опытному мастеру необходимо придерживаться определенных общепринятых стандартов.
В этой статье мы собрали самую важную информацию, которую необходимо знать о трубной резьбе, и которая пригодится каждому специалисту, выполняющему монтаж сантехнического оборудования.
Трубная цилиндрическая резьба
На эту резьбу распространяется стандарт ГОСТ 6357-81 «Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая».
Единица измерений параметров: дюйм.
Направление: левая резьбы.
2 класса точности: класс А (повышенный), класс В (средний).
Почему для измерения используем дюймы?
Дюймовые размеры пришли к нам из Западной Европы. Требования стандарта ГОСТ 6357-81, который действует в странах постсоветского пространства, основаны на базе резьбы BSW (British Standard Whitworth), известной как резьба Витворта. Англичанин Джозеф Витворт (Joseph Whitworth), инженер по образованию, в 1841 году предложил новый для того времени тип нарезания резьбы. Он разработал удобный и надежный стандарт для мелкой резьбы с фиксированным углом канавки 55° и имеющей стандартный шаг для данного диаметра. Это нововведение вскоре стало первым национальным стандартом, его приняли железнодорожные компании, которые ранее использовали различные ре́зьбы. Стандарт был применён повсеместно. Позже он стал одним из британских стандартов и стал называться британский стандарт Витворта (сокращённо BSW).
Этот тип резьбы применяется как в самих трубах, так и в трубных элементах и соединениях (угольники, муфты, контргайки, тройники).
 В сечении профиля можно увидеть равнобедренный треугольник с углом 55 градусов и закруглениями на вершинах и впадинах контура для более высокой герметичности соединения.
В сечении профиля можно увидеть равнобедренный треугольник с углом 55 градусов и закруглениями на вершинах и впадинах контура для более высокой герметичности соединения.
Нарезать резьбу допускается на трубах до 6 дюймов. Труба в диаметре более 6” сваривается для большей надежности и герметичности.
Условное обозначение дюймовой резьбы в международных стандартах
Международная: G.
Великобритания: BSPP.
Япония: PF.
Указывается буква G и диаметр прохода (внутренний диаметр) трубы в дюймах. Наружный диаметр резьбы в обозначении отсутствует.
Примеры обозначений резьбы:
G 1/2 — резьба трубная цилиндрическая наружная, внутренний Ø трубы 1/2». Наружный диаметр трубы составит 20,995 мм (см. таблицу ниже), кол-во шагов на длине 25,4 мм (1дюйм) будет равно 14.
Также могут быть обозначены класс точности (А, В), направление витков (LH), длина свинчивания (обозначается последней, в мм):
G 1 ½ — В — резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В.
G1 ½ LH- В — резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В, левая.
G 1 ½ -В-40 — резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В, длина свинчивания 40 мм.
Для внутренней трубной цилиндрической резьбы будет обозначен только диаметр трубы, для которой предназначено отверстие.
Резьба используется для уплотнения, крепления деталей за счет повышения площади соприкосновения, а также для передачи движения. Крепления с метрической резьбой универсальны, просты в демонтаже и способны выдерживать большие напряжения. Метрическая резьба отличается треугольным равносторонним профилем, где углы при вершинах составляют 60º. Существуют и другие виды резьб, с неравноценными углами треугольника.

Различают метрическую резьбу по техническим параметрам: диаметрам и шагам, высоте, длине ввинчивания, количествам заходов. Точные данные позволяют обеспечить надежность крепления.
Основные параметры
Каждая резьба имеет точные геометрические параметры. Для метрической характерен треугольный профиль резьбы, который также называют крепежным. Его используют для деталей, соединяемых между собой свинчиванием. Размер профиля определяется его высотой.
Высота профиля (Н) – это отрезок от основания до вершины равностороннего треугольника, который образуется при поперечном разрезе витка. Выступы и впадины выполняют в виде треугольников со срезанными вершинами. В некоторых случаях впадины закругленные.
Если стороны каждого витка мысленно продлить до точки их пересечения, то они сформируют угол профиля (α).

Основные параметры, указанные в обозначениях метрической резьбы, характеризуют ее размер. К ним относятся диаметр и шаг.В обозначениях метрической резьбы указывают основные параметры.
Диаметр резьбы делят на 4 вида:
Такие параметры резьбы, как ход (Рh) и шаг (Р), взаимозависимы и равны для однозаходной системы.

Ход и шаг резьбы
Участок, разделяющий одноименные точки на двух витках, — это шаг резьбы. Выделяют основной шаг (крупный) и мелкий.
Ход резьбы – отрезок, соединяющий две одинаковые точки на соседних витках одного захода. В случае, когда заходов несколько, ход выражают через произведение числа шагов на количество заходов.
К основным элементам резьбы также относятся:
- Поверхность под наклоном 45º перед внутренней или за наружной, называется фаской. Она играет роль в соединении элементов.
- Сбег – место перехода к не нарезанной поверхности детали. Объединяет эти два показателя длина, то есть отрезок с витками, фаской и сбегом.
Для резьбы метрической основные размеры сведены в таблицы соответствующих стандартов: ГОСТ 9150-2002, ГОСТ 8724-2002, ГОСТ 24705-2004.
О возможных конструкционных отклонениях, вызванных свойствами материалов, сообщают поля допусков, со значениями, не превышающими номинальный профиль, сформированный максимумом материала. Эти показатели влияют на точность посадки резьбы – плотность проникновения выступов в зазоры.
Поля допусков резьбы делят на три класса точности. А также на 4 вида по предпочтительности по выбору.
Диаметр резьбы
Условный параметр, которым обозначают резьбу на чертежах и в справочных таблицах, называют номинальным диаметром.
Если вокруг выступов наружной резьбы и впадин внутренней описать воображаемый цилиндр, то его диаметр будет называться наружным. А обозначение на чертежах: D – для внутренней; d – для наружной.
Внутренний диаметр представляет собой размер вписанного цилиндра в углубления наружной резьбы и по точкам вершин внутренней, обозначается: D1 и d1 для внутренней и наружной соответственно.
Средний диаметр – параметр воображаемого цилиндра, у которого отрезки равны ½ шага резьбы. Обозначается: D2 и d2.
Величину внутреннего диаметра болта используют для расчетов напряжения в креплении. Его значение можно взять из таблицы с диаметрами, либо рассчитать самостоятельно, исходя из номинального.
Шаг резьбы
Шаг также можно узнать из таблицы резьб либо из маркировки. Резьбы могут иметь основной шаг, также называемый крупным, и мелкий. Зависит от диаметра изделия.
Если он более 68 мм, то для такой поверхности используются только мелкие, различных значений. Наличие диаметра до указанного значения позволяет изготавливать резьбы как с крупным шагом, так и с мелким.
Каждый диаметр имеет свой крупный шаг, который не указывают в маркировке.
При креплении деталей важно знать шаг, иначе, оно потеряет прочность. Определить шаг можно инструментальными или сравнительными способами, такими как:
- измерить резьбовым калибром;
- сравнить, сопоставив резьбу разных деталей между собой;
- попробовать ввинтить наружную резьбу во внутреннюю, при этом не должно наблюдаться сопротивление;
- измерить штангенциркулем ход в миллиметрах и разделить полученное значение на количество заходов.
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
О надежности соединения, где колебания внутри него сведены к минимуму, говорит первый или точный класс допусков. Наиболее распространенный – второй (средний) класс. О большом отклонении свидетельствует третий (грубый) класс.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.

Поля допусков наружной резьбы

Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя.
Виды метрических резьб
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
- резьба треугольная;
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.
По месту нахождения различают:
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.

Внутренняя метрическая резьба
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.

Наружная метрическая резьба
По форме поверхности может быть цилиндрической и конической.
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.
Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.

Крупный и мелкий шаг резьбы
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.
Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
- трапецеидальная – «Tr»;
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная — «S45», где число – угол наклона одной из сторон.
Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Государственные стандарты
ГОСТ 8724-2002
Государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.
Норматив содержит отдельные параметры, которые можно также найти в других стандартах. Структура документа схожа с другими нормативами подобного типа. Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Следует отметить, что нормативна информация распростятся на резьбу всех типов, будь она левая или правая. Стандарт устанавливает нормативное значение шагов метрической резь в диапазоне от 0,075 до 8 мм.
Документ состоит из:
- Предисловия. В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
- Сфера применения. Указана информация о диапазоне нормативных требований к размеру и шагу.
- Ссылки на нормативы.
- Определения.
- Таблица диаметров и шага. Раздел сдержит таблицу нормативных показателей.
- Обозначение резьбы. Указаны нормы маркировки.
ГОСТ 24705-2004
Стандарт принят в 2004 году. Его нормы распространяются на все типы резьбы в соответствии ГОСТу 8724. Информация текста также структурирована в виде таблицы. Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
ГОСТ 9150-2002
Норматив, регулирующий требования к профилю, а именно к геометрическим параметрам. Принят в 2002 году и распространяются все типы резьбы. Текст ГОСТа тесно связан вышеуказанными нормативами.
ГОСТ 16093-2004
Принят в 2004 году. Регулирует нормативный допуск резьбы и маркировки, распространяется на разные типы. Последняя версия содержит положения международного стандарта.
Вышеуказанные нормативы применяются в комплексе, так как дополняют и ссылаются друг на друга.
Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.

Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.


Отправить ответ