
Зиговочный станок что это
Содержание:
Зиговочная машина используется при жестяных работах для соединения цилиндрических деталей, отбортовки кромок и прокатки ребер. Это обязательная стадия обработки изделий из листового металла, поэтому к характеристикам зиговки необходимо подойти внимательно. Исполнительный инструмент зиг машины — прокатные ролики различных профилей. Каждый вид роликов предназначен для выполнения определенной работы. В производстве машина работает в связке с фальцегибом, гильотиной, фальцеосадочным оборудованием и вальцами.
Назначение зиговочных станков
Зиговочная машина предназначена для соединения деталей из металла толщиной от 12 до 4 мм. На первом этапе прокатывается замок, после чего элементы соединяются между собой. Иногда замок необходимо дополнительно осадить вручную.
Зиговочная машина применяется при:
- производстве цилиндрических жестяных изделий: вентиляционных и водоливных труб, коробов, отливов;
- теплоизоляции трубопроводов;
- обработке обечаек;
- кровельных работах.
Основные виды операций: отбортовка, зиг, гофрирование.
Главное преимущество зиговки перед сваркой — это отсутствие воздействия высоких температур на металл, вызывающих появление внутреннего напряжения и деформации. А также более экономичный способ производства, не требующий приобретения расходных материалов, использования электроэнергии или топлива.
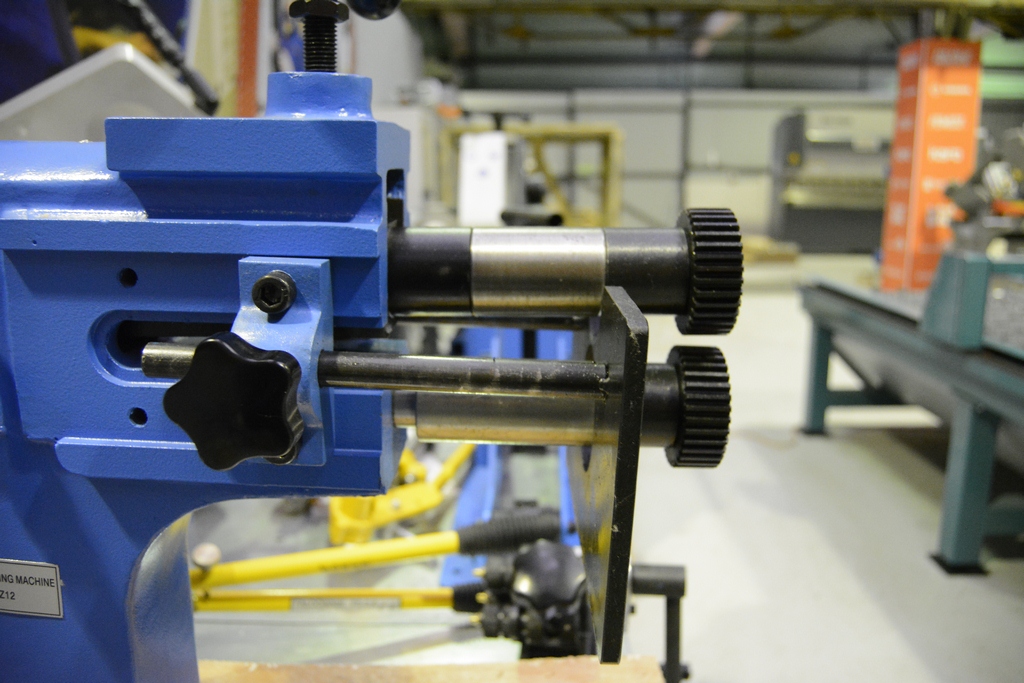
Конструкция зиговочных станков
Зиговочные станки представляют собой пару пластин, выполненных методом гидроабразивной резки с высокой точностью. Между пластинками установлены два вала. Подвижным является верхний вал, он перемещается с помощью прижима винтового типа. Заготовка прижимается равномерно по всей плоскости, поэтому получается ровная, аккуратная зига.
Глубина зигования может регулироваться в зависимости от модели вручную или автоматически. Воздействие на металл производится роликами, которые надеваются на валы. Подобрав подходящую форму роликов, добиваются необходимой формы зига.
Виды зиг машин
Зиговочные станки различаются по виду приводов:
- ручные;
- гидравлические;
- электромеханические;
- с управлением ЧПУ.
Ручная зиговочная машина позволяет работать с тонким листом, не более 1,2 мм. Рабочие валы, на которые надеваются ролики, сближают между собой с помощью специальной ручки. Вращаются валы также вручную. Зиговочная машина крепится с помощью струбцины к устойчивой горизонтальной поверхности. Ее преимущество в мобильности и компактных размерах. Недостаток в том, что оператор должен одновременно придерживать листы и прокручивать ручку. Что требует некоторых навыков управления.
Зиговочные станки с ручным управлением подойдут для мелких производств и работ на высоте.
Гидравлическое и электромеханическое оборудование гнет листы до 4 мм толщиной, его применяют на крупных производствах. Вращение валов происходит за счет двигателя, а частотный преобразователь позволяет изменять скорость работы. Управляется оборудование с пульта или педали, полностью освобождая руки оператора. Основной привод защищен от перегрузки специальным механизмом. Гидравлические станки выполняются только стационарными, прижимной ролик опускается посредством гидроцилиндра, без труда сгибая толстые металлические листы. Ролики вращаются электромотором, его комбинация с гидроцилиндром обеспечивает максимальную производительность при меньшем потреблении электроэнергии, нежели электромеханическими.
Зиговки с ЧПУ используются при изготовлении крупных партий однотипных, стандартных изделий. Компактные модели с ЧПУ оснащаются микропроцессором и конроллером с интеллектуальным управлением. Программный контроллер запоминает записанные оператором операции и повторяет силу прижима и скорость обработки множество раз. Многие модели работают в нескольких режимах: автоматическом, ручном и обучающем. Регулировка скоростей осуществляется плавно до 30 метров в минуту. Чтобы станком было проще управлять, он оснащается эксцентриком.
Технические характеристики зиг машин
Зиговочные станки характеризуются следующими основными параметрами.
| Характеристика | Значение |
| Вид привода | ручной, электромеханический, гидравлический |
| Поперечник роликов | может быть от 50 до мм |
| Вылет роликов | до 350 мм это важный показатель, при выполнении специальных работ подбирается максимальный вылет плеч |
| Количество дополнительных пар роликов | обычно от 4 до 6 пар |
| Толщина металла | от 0,5 до 4 мм |
| Габариты станка | даже гидравлические зиговки занимают мало места |
| Вес станка | от 17 до 300 кг |
Таблица 1. Некоторые характеристики зиговочных станков
Виды роликов для зиг машин
Производители могут менять маркировку выпускаемых роликов, приводим наиболее распространенные наименования.
- V — для оформления кромок изоляционных коробов и труб, накатывания проволоки с помощью ZB ZA;
- S — для производства зигов-стопоров и ребер жесткости;
- SK — для выполнения ребер прямоугольного сечения. Широкие ребра используются для фиксации каучуковых уплотнителей при изготовлении вентиляционных каналов круглого сечения;
- E, EV — гофрируют края труб, делая поперечник меньше для раструбных соединений. Используются для изготовления вентиляционных и водосточных труб и дымоотводов. Вальцы EV выполняют одновременно стопорное ребро и гофрирование;
- BC — загибают кромки на деталях плоской формы для отбортовки элементов воздуховодов прямоугольного сечения, используются при изготовлении заглушек круглой формы;
- KA — в набор входят четыре ролика (две пары) для соединения патрубков круглого сечения с дальнейшей точечной сваркой. Выполняют соединение с нахлестом от 8 до 12 мм, используются при изготовлении небольших серий воздуховодов и дымоотводов;
Чтобы зиговочный станок выполнял резы качественно, его необходимо оснастить параллельным прижимом вальцов. Полукруглый упор — это дополнение к роликам ВВ. Он используется для внешней отбортовки в вырезах круглой формы плоских деталей.
Самодельная зиг-машина
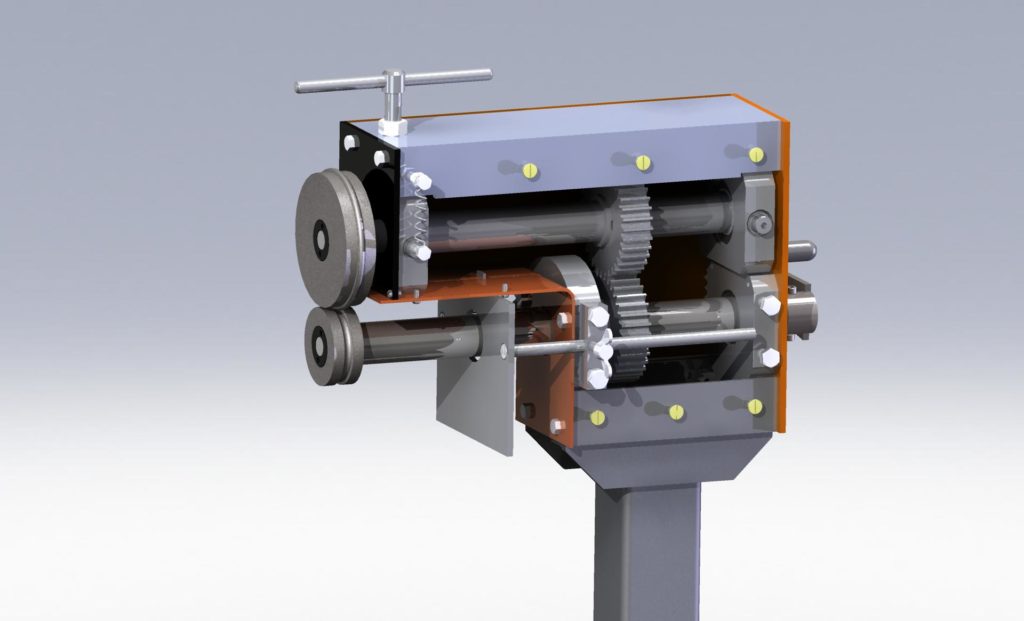
Надежный зиговочный станок можно сделать, пользуясь предложенными чертежами. Они уже не раз опробованы своими руками и получаются достойные устройства. Можно дополнить предложенный чертеж устройством подъема прижимного вала, подшипниками и креплениями роликов и колес на резьбу.
- Прижимной вал имеет ход 12 мм. Нижний валик фиксируется на основании неподвижно. Чтобы валы не сдвигались во время работы, предусмотрены боковые упоры. Упорные втулки предупреждают передвижение вальцов в корпусе. Заменяя шайбы, можно изменять зазор рабочих роликов. Диаметр зубчатых колес должен составлять приблизительно 6 см;
- вал выполняется из двух элементов. Верхний — прижимной выполняется без посадочного кружка для ручки;
- колеса с зубьями фиксируются любым удобным методом, в процессе эксплуатации демонтироваться они не будут;
- для фиксации роликов используем шплинт, под который отмечаем и высверливаем отверстия. Необходимо учесть толщину шайб и длину рабочих роликов;
- коробка изготавливается из металла толщиной до 5 мм. Высота коробки составляется из высоты валов, зазора между ними (около 1 см) и 1,5 см для подъема прижимного вала. Верхнюю крышку можно сделать съемной, так удобнее устанавливать валы;
- станина представляет собой две пластины, соединенные так, чтобы в разрезе получилась буква Т. Высота ее приблизительно 25 см, ширина определяется размерами корпуса. Соединять между собой станину можно любым способом. Удобно, если она сборная.
- ограничительный щиток вырезаем приблизительно 18 х 12 см из металла толщиной 3 мм. Посередине вырезаем отверстия под ролики. По краям привариваем штанги;
- рукоятку можно взять от старой мясорубки или сварить самостоятельно длиной около 30 см;
- ролики тоже придется делать самостоятельно. Если планируется интенсивно использовать зиговочный станок, желательно подобрать закаленную сталь. Главный поперечник ролика должен совпадать с расстоянием между центрами зубчатых шестеренок, когда они сцеплены для работы. Шплинты можно заменить простыми гвоздями или шпильками.
Станина может быть своими руками выполнена без чертежа в форме скобы из листа или трубы квадратного сечения. Ширина скобы определяет длину валов. Шестеренки ищем на свалке подержанных мотоциклов. Валы вытачиваем уже под готовый внутренний диаметр шестеренок. Под передний подшипник прижимного вала устанавливаем подвижную опору, чтобы проще было вынимать материал.
Но основное внимание при изготовлении станка своими руками нужно уделить вытачиванию и полировке роликов. Можно сразу сделать несколько пар различных профилей.
Своими руками можно сделать зиговочный станок на электрическом приводе. Вся механика остается такой же, но дополняется двигателем-редуктором. Высокая мощность не требуется, достаточно будет 200 В и оборотистости около 15 в минуту. Соотношение червячного редуктора должно быть в пределах 1:100. А чтобы освободить руки, станок оснащается педалью.
Видеоролик о электромеханическом зиговочном аппарате с дополнительными приспособлениями и замене роликов на нем:
Зиговка листового металла представляет собой специальную технологию обработки поверхностей, когда образуется особый рисунок рельефной формы. Это метод широко применяется как на крупных предприятиях, так и в средних по размеру цехах. В статье мы рассмотрим особенности процесса, назначения зиговочного станка и другие вопросы.

Описание технологии
Для создания рельефного изображения на металлическом листе малой толщины применяется современное оборудование – зиговочная машина. Она снабжена специальными валиками, которые в процессе оставляют особые канавки (зиги). Они могут быть как плоскими, так и иметь необходимый объем.
С помощью зигмашины выполняется несколько операция, в том числе:
В зависимости от мощности, оборудование может обрабатывать металлические листы разной толщины. Наименее мощные – ручные зиг-машины, они способны выполнять операции для металла с толщиной от 0,3 до 1 мм. Электрические наносят рельеф на более толстые листы – до 2 мм.
Для зиговки используют три типа станков:
- ручные зиг-машины;
- оборудование с электроприводом;
- гидравлические механизмы.
Сам принцип работы во всех трех типах оборудования одинаков, различается лишь мощность и производительность. Есть и еще один параметр, который важен при выборе станков – расположение валов, на которые надевают рабочие ролики с нужным типом рельефа. Валы могут располагаться горизонтально, вертикально или наклонно.
Сама по себе операция нанесения зиг на поверхность металла несложна, но ее исполнение требует аккуратности и соблюдения технологии, ведь от правильности проведения обработки зависит дальнейшая прочность изделия.
Процесс нанесения рельефа в поэтапном исполнении выглядит так:
- на рабочую поверхность с нижним валиком укладывают заготовку, поднятый верхний вал с надетым роликом опускают сверху;
- деталь фиксируют специальными прижимными винтами;
- для надежной фиксации и более глубокого продавливания рельефа применяют специальный упор;
- для обработки прочным стальных листов большой толщины применяют мощные электрические и гидравлические станки;
- при нанесении рельефа на листы мягкого металла (алюминия, медных сплавов) увеличивают расстояние между канавками-зигами и их радиус;
- валы, вращаясь в противоположном направлении по отношению к роликам, оказывают давление на заготовку, в результате чего и появляются углубления рельефа.
Если рельеф недостаточно ярко выражен после первого проведения операции, ее повторяют несколько раз. Зиговка металла считается оконченной только в случае получения достаточной глубины рельефа.
Преимущества использования
У каждой разновидности зиг-машин есть свои положительные стороны.
Ручная – экономична, она не требует подключения к источнику электричества, компактна и мобильна. Такое оборудование можно установить в любом удобном для проведения работ месте. Также ручной зиговочный станок не потребляет топлива или электроэнергии, что отражает на экономической целесообразности.
Стационарное оборудование обладает большей мощностью, это позволяет обрабатывать металлические листы толщиной до 2 мм. Электрические или гидравлические типы машин также показывают большую производительность.
В целом зиговое нанесение рельефа повышает прочность металла и качество производимых изделий. С его помощью структура получаемой продукции обзаводится дополнительными ребрами жесткости, которые увеличивают прочность, срок службы и снижают эффект скольжения поверхности. Нельзя не отметить и повышение эстетичности производимых изделий. Также к преимуществам зиговки можно отнести возможность соединения деталей без применения сварочного оборудования, болтовых крепления и т. д.
Назначение зиговочных работ
Зиговочные станки широко применяются в сфере металлообработки. С их помощью наносят стыковочные профили, увеличивают прочность металлических изделий, обработки кромок различных деталей из металла.
Процесс зиговки используют:
- для изготовления цилиндрических деталей вентиляционных и водосточных систем;
- в производстве изделий, которые соединяются между собой стыковочным профилем;
- при изготовлении теплоизоляции трубопроводов, фасонных деталей вентиляции;
- для обработки обечаек и прочих элементов, где необходима аккуратная и безопасная кромка;
- гофрирования тонкостенных цилиндрических изделий из металла.

Последний тип операций из списка позволяет не только сделать детали более прочными, рифление снижает интенсивность скольжения. Зиговка металла также увеличивает эстетичность изделий.

Зиговочные машины активно применяются при кровельных работах для резки и развальцовки водосточной трубы, ее гофрирования, нанесения круглого фальца, обжима замков.
Зиговочные машины (зиговочные станки, зиговки, зигмашины) активно применяются при кровельных работах для резки и развальцовки водосточной трубы, ее гофрирования, нанесения круглого фальца, обжима замков.

Зиговочный станок предназначен для:
- изготовления сегментов отводов;
- проведения операций отбортовки;
- при изготовлении различных вентиляционных изделий.
Зигмашины позволяют выполнять следующие операции: зиговку, отбортовку кромок, закатку фальцев в соединяемых деталях и резку листового металла. Зиговочная машина также необходима при производстве фасонных частей вентиляции. В вентиляции зигмашина применяется для прокатки соединительных загибов, для скрепления круглых воздуховодов между собой.
Применение специальных приспособлений и комплекса инструментов значительно расширяет технические возможности зиговочной машины и позволяет зиговочным машинам дополнять функции профилировочных и гибочных машин. Зиговочная машина (зиговка) используется для пластической обработки тонколистового металла. Основные области применения зиговки — производство вентиляции, теплоизоляции трубопроводов, обработка обечаек.
Простейшие зиговочные машины — ручные. Ручная зиговочная машина приводится в действие рукояткой, расположенной сзади. Прижим верхнего ролика ручной зиговочной машины осуществляется ручкой сверху. Поскольку при работе с зиговочной машиной необходимо придерживать деталь и одновременно вращать привод, работать с ручной зиговочной машиной, обычно приходится вдвоём.

Ручные зиговочные станки имеют главное преимущество — для их работы не нужно электричество. Этим обусловлено их широкое применение на строительных объектах, при производстве изоляции теплотрасс.
Зиговочная машина с электроприводом предназначена для производства различных операций по обработке кромок торцов деталей и их подготовки под сборку при изготовлении отводов, узлов ответвлений воздуховодов, этот механизм используется также при изготовлении различных вентиляционных изделий.

Электрические зиговки значительно повышают производительность. Для работы с электрическим зиговочным станком достаточно одного человека. Привод такой зиговки осуществляется электромотором через редуктор и управляется частотным преобразователем, связанным с педалью, что позволяет освободить руки для работы с заготовкой и плавно регулировать скорость вращения роликов. Направление вращения роликов и пределы изменения скорости обычно регулируются переключателями, расположенными на корпусе электрической зиговочной машины.

Верхний вал может приводиться в движение вручную, электроприводом или гидравликой. Для удобства управления функции реверса или прижима могут управляться через вторую педаль. Электрические зиговочные машины обычно устанавливаются стационарно на предприятиях. В зависимости от предназначения, зиговочные станки могут иметь классическое (горизонтальное) или вертикальное расположение валов. В некоторых случаях валы располагаются наискосок. Зиговочный станок с ЧПУ позволяют значительно повысить производительность при изготовлении однотипных деталей и получить хорошую повторяемость. Самые сложные зиговочные машины управляются CNC-контроллером через тачскрин.

Это позволяет автоматизировать производственный процесс, управлять большим количеством дополнительных функций. В последнее время обозначилась тенденция внедрения автоматики и в модели общего применения. Так, компьютер, запоминающий действия рабочего и воспроизводящий их потом в автоматическом режиме, используется уже на зиговочных станках для производства воздуховодов и водосточных систем и позволяет многократно увеличить производительность.

После выполнения обучения, встроенный в зиговочный станок компьютер обеспечивает последовательное выполнение всех технологических операций, управляет направлением и скоростью вращения роликов, прижимом. Зигмашины могут быть использованы в заготовительных цехах машиностроительных предприятий, в мастерских на строительстве промышленных объектов, на заводах по изготовлению деталей воздухопроводов промышленных вентиляционных систем и ряде других отраслей промышленности, где находит применение обработанный листовой материал. Зиговочные станки достаточно просты в эксплуатации – лишь время от времени требуется проводить профилактические мероприятия.


Отправить ответ