
Зубофрезерный станок 5е32 технические характеристики
Страницы работы




Содержание работы
5.Структурная схема компоновки станка……………………………………………. 3
6. Выявление формообразующих линий и методы их получения………………… 4
7. Выявление остальных исполнительных движений………………………………… 5
8.Параметры и точность необходимая для настраивания каждого исполнительного движения………………………………………………………………………………… 5
10. Назначение режимов обработки…………………………………………………. 6
11. Настройка параметров исполнительных движений………………………………6
1. Цель: Ознакомиться с назначением станка, областью его применения, с технической характеристикой и применяемыми режущими инструментами. Выявить основные узлы и исполнительные органы станка. Привести настройку и описание каждого исполнительного движения, при обработке косозубого цилиндрического колеса. Вывести расчетные уравнения кинематического баланса для настройки скорости, пути и траектории сложного движения. Осуществить подбор сменных зубчатых колес.
Модуль нарезаемого колеса: m=5 мм.
Число зубьев нарезаемого колеса: z=56
Ширина венца нарезаемого колеса: b=36 мм.
Угол наклона нарезаемого колеса: b=24 0 .
Направление наклона зуба нарезаемого колеса: правое.
Направление наклона зуба фрезы: правое.
Число заходов фрезы: к=1.
Материал нарезаемого колеса: сталь 45.
Делительный диаметр нарезаемого колеса: d=m×zз= 5×56= 280 мм.
3. Характеристика станка
Нарезание цилиндрического косозубого колеса производится на зубофрезерном станке 5Е32.
Данный станок предназначен для фрезерования зубьев цилиндрических прямозубых и косозубых колес, а также червячных колес методом радиальной и тангенциальной подач.
4.Тип и материал инструмента.
Для нарезания данного колеса применяется фреза червячная чистовая по ГОСТ 9324-80(типа 2 класса точности АА)
Материал фрезы Р6М5.
Модуль фрезы m=4 мм.
Наружный диаметр фрезы da1=112 мм
Длина фрезы L=100 мм.
Число заходов фрезы k=1.
Направление витков фрезы правое.
Угол наклона зубьев фрезы w=2,86 0
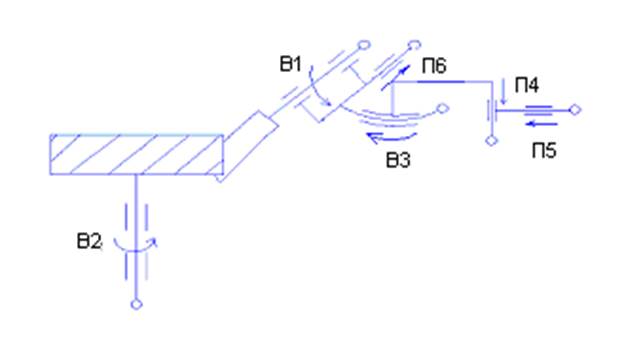
5.Структурная схема компоновки станка с изображением взаимного положения режущего инструмента и заготовки в процессе обработки. На схеме обозначены все элементарные движения исполнительных органов станка (рис.2).
6. Выявление формообразующих линий и методы их получения.


 Образующая (эвольвента)
Образующая (эвольвента)
 |

 Направляющая (винтовая линия)
Направляющая (винтовая линия)
Образующая линия (рис.3.) –эвольвента получается методом обката (псевдокопирования).
Метод обката заключается в том, что форма производящей линии получается в виде огибающих последовательных положениях, занимаемых режущей кромкой инструмента при обкатывание ее без скольжения по образуемой линии.
Требуется формообразующее движение. Точность получаемых производящих линий определяется точностью и качества режущей кромки и траекторией движения.
Направляющая линия – винтовая линия получается методом касания.
Метод касания состоит в том, что форма производящей линии получается в виде огибающей мест касания детали режущей точкой инструмента (множество точек) в результате относительного движения заготовки и инструмента.
Требуется формообразующее движение. Точность зависит от конструкции инструмента, скорости и траектории движения.
При обработке данного цилиндрического косозубого колеса необходимы следующие исполнительные движения:
7. Выявление остальных исполнительных движений: установочных, вспомогательных.
При обработке данного цилиндрического косозубого колеса необходимы следующие движения:
Уст(П5) – осуществляется настройка глубины фрезерования,
Уст(В3) – производят разворот фрезы для совмещения её витков с зубом нарезаемого колеса,
Всп(П5) и Всп(П6) – быстрый подвод, отвод инструмента.
8. Параметры и точность необходимая для настраивания каждого исполнительного движения.
ФV(В1 В2)- сложное движение с замкнутой траекторией, следовательно, необходимо настроить 3 параметра: F, N, V. Траекторию необходимо настроить с точностью: dI=0; скорость настраивают с точностью dI=10-15%.
ФS(В2 П4)-сложное движение с незамкнутой траекторией, следовательно, необходимо настроить 5 параметров:F,N,L,R,V. Траекторию настраиваем с точностью ∆В=5 мкм, что соответствует 6-ой степени точности нарезаемого колеса; скорость настраивается с точностью dI=10-15%.
Уст(П5)- простое движение с незамкнутой траекторией, следовательно, необходимо настроить 4 параметра:N, V, L, K.
Уст(В3)- простое движение с незамкнутой траекторией, следовательно , необходимо настроить 4 параметра: V, N, L, K.
Всп(П5) и Всп(П6)-простые движения с незамкнутой траекторией необходимо настроить 4 параметра: V, N, L, K.
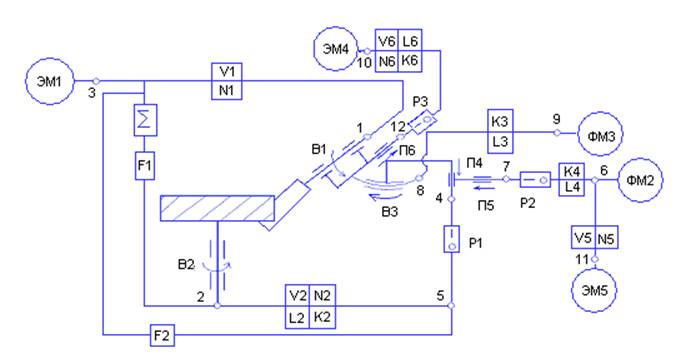
9. Структурная схема станка при обработке заданной поверхности.(рис.4)
 |
10. Назначение режимов обработки.
По справочнику [3]
Выбираем режимы резания:v=27 м/мин ,S=2.8 мм/об. заг.
11. Настройка параметров исполнительных движений
ФV(В1 В2)— для данного движения, поскольку оно является сложным, внутренней связью является кинематическая цепь, обеспечивающая согласование параметров, входящих него элементарных движений, для получения требуемой траектории движения:
Направляющие инструментального шпинделя-
 — направляющие шпинделя изделия.
— направляющие шпинделя изделия.
Внешняя связь начинается от электродвигателя, так как размерность скорости задана в м/мин. Осуществляется по следующей цепочке:
ЭД1- .
.
ФS(В2 П4)— для данного движения, поскольку оно является сложным, внутренней связью является кинематическая цепь, обеспечивающая согласование параметров, входящих него элементарных движений, для получения требуемой траектории движения.
Направляющие фрезерного суппорта-
 — направляющие инструментального шпинделя.
— направляющие инструментального шпинделя.
Внешняя связь начинается от заготовки, так как размерность подачи задана в мм/об.з. 

Описание файла
Московский областной совнархоз
Станкостроительный завод "Комсомолец"
Универсальный зубофрезерный станок модели 5Е32
Руководство по эксплуатации и уходу содержит: паспорт, кинематика, электрооборудование, наладка, общие виды узлов, сведения о запасных деталях, нормы точности.
Выполнить расчет настройки зубофрезерного станка 5Е32 на обработку цилиндрического прямозубого колеса
-число зубьев колеса Z=58;
-число заходов фрезы к=1;
-степень точности зубчатого колеса: 8-В;
-материал зубчатого колеса: сталь 45 ГОСТ 1050-88;
-термообработка: нормализация до НВ 200…240
1. Техническая характеристика станка 5Е32
Cогласно [1,c. 153]
Наибольший модуль колеса, мм
Наибольший диаметр колеса, мм
Наибольшая ширина обрабатываемого венца, мм
Угол наклона зуба, град
Число оборотов фрезы в минуту
Подача продольная, мм/об
Подача радиальная, мм/об
Подача тангенциальная, мм/об
Мощность главного привода, кВт
2. Расчет геометрических параметров и параметров контроля точности зубчатого колеса
Согласно [2,c. 406] определим геометрические параметры колеса
Диаметр вершин зубьев
Постоянная хорда при угле зацепления α=20°
 мм
мм
Высота до постоянной хорды
 =0,5(180—174—4,161·tg 20°)=2,243мм
=0,5(180—174—4,161·tg 20°)=2,243мм
Длина общей нормали
где Wsup 11(* – коэффициент длины общей нормали
Определим параметры точности колеса. Для зубчатого колеса 8-й степени точности:
-допуск радиального биения венца Fr=63мкм [3 ,c. 207]
-допуск длины общей нормали TW=50мкм [3,c. 209]
-нижнее отклонение длины общей нормали EWs=-50мкм
-допуск на среднюю длину общей нормали TWm=100мкм
-нижнее отклонение средней длины общей нормали EWms=-20мкм
Параметры шпоночного соединения выбираем по ГОСТ 23360-78
Чертеж зубчатого колеса представлен на с.3.
3. Выбор режущего инструмента
Принимаем согласно[3,c. 61] цельную червячную фрезу класса точности В по ГОСТ 9324-80Е со следующими параметрами:
-посадочный диаметр d=32мм;
-число стружечных канавок 10
—материал быстрорежущая сталь Р6М5 ГОСТ 19265-73.
4. Расчет режимов резания
Согласно [5,с. 299] значение оборотной подачи
где SТаб— табличное значение оборотной подачи, мм/об;
КS – поправочный коэффициент, зависящий от обрабатываемого материала
Принимаем значение продольной подачи  =1мм/об.
=1мм/об.
Согласно [5,с. 300] скорость резания  =43,5м/мин.
=43,5м/мин.
Частота вращения фрезы:

5. Настройка гитар станка
5.1 Гитара скоростей
Уравнение перемещения конечных участков кинематической цепи

Уравнение кинематического баланса

Формула настройки гитары

Имеем 
5.2 Гитара деления
Уравнение перемещения конечных участков кинематической цепи

Уравнение кинематического баланса

Для прямозубых колес передаточное отношение дифференциала  =1
=1
При числе зубьев Z Соседние файлы в предмете Металлорежущие станки и инструменты
-
#


Отправить ответ