
Чем резать листовой металл
Содержание:
- 1 Кислородная резка
- 2 Дуговая резка
- 3 Универсальные инжекторные резаки
- 4 Гильотинная резка
- 5 Резкая кумулятивной струей
- 6 Как правильно выбрать болгарку для резки металла
- 7 Каким диском резать металл болгаркой
- 8 Правила безопасности при резке металла болгаркой
- 9 Как правильно резать болгаркой металл
- 10 Рекомендации специалистов по некоторым видам работ
- 11 Инструменты для резки листов металла
- 12 Как болгаркой резать лист металла
- 13 Ножовка по металлу
- 14 Электролобзик
- 15 Циркулярная пила
- 16 Чем и как изготовить отверстие в листе металла?
Рассмотрены возможности резки толстого металла в современных условиях, а именно: кислородная резка, дуговая резка, гильотинная резка и резка кумулятивной струей. Отражены особенности резки толстых металлов, физические механизмы процесса резки толстых металлов
Кислородная резка
Кислородная резка во многих случаях механтзируется с помощью специальных
переносных приборов и газорезательных машин. При газокислородной резке используют не только ацетилен, но и другие горючие газы, например природный и нефтяной газы, водород, а также жидкое топливо – керосин и бензин.
Газокислородная резка с качеством и производительностью превышает много других способов резки, поэтому его широко применяют.
Важным является также способ резки кислородным копьем, который применяют при пропиливании металла в металлургических печах, создании отверстий в бетонах и др. Резку кислородным копьем выполняют с помощью трубки из малоуглеродистой стали, в которую к месту резки подают кислород. Сначала место резки и конец трубки подогревают пламенем газосварочного паяльника, а затем в трубку подают кислород. Когда конец трубки загорится, его прижимают к месту резки и процесс резки осуществляется за счет сгорания металла трубки и изделия в струе кислорода.
Дуговая резка
Для разрезания стали толщиной 6…50 мм используют электроды диаметром 4.. 5 мм и силу тока 300…400 А. Покрытие этих электродов изготавливают из компонентов,
богатых на кислород (магниевая руда, оксиды железа), а также из компонентов, которые способствуют активному газообразованию (древесная мука, целлюлоза электродная и др.)
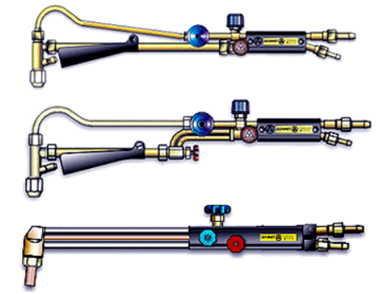
Универсальные инжекторные резаки
Одним из современных способов резки толстых листов металла является использование инжекторной резки. Инжекторный резак состоит из ствола и наконечника. Инжекторное устройство резака является такимже как и устройство горелки.
Мундштуки должны быть особо ответственными деталями резаков. На сегодня все мундштуки изготавливают из бронзы БрХ0,5.
Мундштуки выпускают с кольцевым пламенем (рис. а) и многосопловые (рис. б).
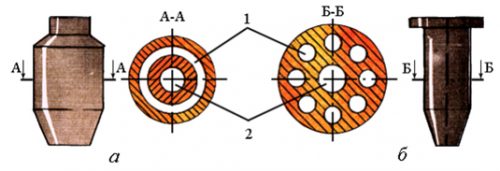
а — щелевые; б — многосопловые: 1 — подогревающем пламени, 2 — режущий кислород чистый
Требования к резакам
Согласно ГОСТ 5191-79Е, резаки, которые предназначены для разделительной резки кислородом (толщиной металла, подвергающаяся разрезанию), подразделяются на следующие мощности:
- малой мощности могут резать металл 5 мм и более до 100 мм;
- средней мощности могут резать металл 8 мм и более до 200 мм;
- большой мощности могут резать металл 10 мм и более до 300 мм.
Резка металла 3 мм до 100 мм толщиной возможна также с помощью вставных резаков. Следует помнить, что вставных резаков большой мощности не существует.
Каждый резак идет с мундштуками c размерами 0; 1; 2; 3; 4; 5; 6.
В зависимости от типа и модели резака, сменные мундштуки разделяют:
- на составляющие (внешние и внутренние);
- моноблочные (неразборные).
Длина резаков согласно ГОСТ должна быть не более 700 мм.
Гильотинная резка
Гильотинная резка – это прямолинейное резания листового металла. Металл режется противоположными лезвиями двух ножей.
Во время резки подвижный нож движется по отношению к неподвижному с зазором, определяемым условиями резания.
Подвижный нож может быть выставлен под углом по отношению к недвижимому для того, чтобы резание происходило последовательно, с одной стороны к другой. Этот угол называется углом между ножами, уменьшает усилие резания, но увеличивает ход подвижного ножа.
Гильотина — это устройство которое состоит из станины с рабочим столом, системы прижима листа, верхнего и нижнего ножей и заднего упора. Задний упор обеспечивает нужный размер детали, которая отрезается.

Задний угол верхнего ножа незначительно влияет на усилие резки. При использовании 2-х лезвий с 4-мя режущими кромками нужны более повышенные усилия резания, чем тогда, когда верхнее лезвие установлено с небольшим задним углом (как правило, не больше 3°).
Угол между лезвиями существенно влияет на усилие резания и влияет на дефекты. Данный угол — не должен быть больше 3°.
Зазор между ножами — это перпендикулярная линия между ними. Чистота реза зависит от толщины листа. Если зазор слишком мал, наблюдается повышенный износ ножей, что предусматривает расходы на заточку инструмента. Если зазор слишком большой – металл сминается между двумя ножами. В результате мы получим конусновидный срез и пластические деформации в материале.

Общими недостатками гильотинной резки является: скручивание, саблевидность, сгиб и не прямолинейность кромки.
Гильотинные ножницы для резки толстого металла применяется для листов толщиной до 5 мм. Край получается ровным, но важно поддерживать зазор между лезвиями 0,03 мм.

Резкая кумулятивной струей
Один из основных методов резки металлов взрывом основывается на применении явления образования кумулятивных струй. Небольшие заряды используют для пробивания отверстий на большой глубине в трубах при добыче нефти и газа. Кумулятивные заряды также используют для разрушения крупногабаритных железобетонных массивов и каменных монолитов.
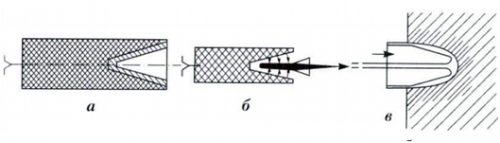
а — схема кумулятивного заряда;
б — схема формирования кумулятивной струи;
в — схема пробития преграды кумулятивной струей
Резка толстых металлов взрывом с успехом используют для обработки техники, отслужившая, крупногабаритных объектов, мостов. Причем в последнем случае эти операции можно проводить под водой. Данная технология, как и другие виды взрывной обработки, не требует дорогостоящего оборудования, а стоимость взрывчатых веществ относительно невелика.
Особенности резки толстых металлов
На обрабатываемость резанием толстых металлов влияют технологические условия его обработки. В первую очередь следует обратить внимание на жесткость технологической системы резания. Если жесткость системы снижена возникают вибрации, в результате действия которых, фактическая скорость резания возрастает за счет наложения скорости колебательного процесса режущей кромки инструмента. В зависимости от жесткости системы резки фактическая скорость может возрастать на 15…40%, заметно снижая устойчивость инструмента в процессе резания труднообрабатываемых металлов, которые очень чувствительны к изменению скорости резки. К возможностям повышения жесткости технологической системы можно отнести изменения схемы крепления детали, уменьшение вылета резца, увеличение жесткости инструмента, применения устройств гашения вибраций и тому подобное. Для толстых и труднообрабатываемых металлов необходимо искать такие сочетания режимных и других технологических факторов, которые способствовали бы улучшению пластичности обрабатываемого материала в сочетании с его нагревом в зоне резания.
Другое направление — дополнительная внешняя стимуляция (наложения ультразвуковых колебаний, введение электрического тока и тому подобное).
Физический механизм процесса толстых резания металлов, который основан на дислокационно-энергетических закономерностях пластического деформирования и разрушения, дает возможность объяснить природу некоторых известных методов улучшения обрабатываемости, например, нагрев обрабатываемого материала в процессе резания. Этот метод, как правило, приводит к уменьшению твердость труднообрабатываемых материалов. Процесс деформирования также облегчается счет роста роли термической активации преодоления дислокациями барьеров, развитие диффузионных процессов.
Как альтернатива значительного количества критериев можно предложить один общий или интегральный показатель обрабатываемости и оптимальности резки в виде удельного энергоемкости процесса, основанный на определении затраченной энергии на снятие единицы объема припуска. Применение энергетического критерия целесообразно реализовывать для практических задач оптимального назначения технологических условий резания деталей.
Энергия на пластическое деформирование зоны резания распределяется неравномерно и зависит от режимов резания и геометрии инструмента. Наибольшие затраты приходятся как правило на деформацию металла выше поверхности среза (95% и более работы пластического деформирования).
Отсюда можно сделать вывод: для улучшения обрабатываемости достаточно уменьшить твердость слоя металла, который снимается.
Улучшение обрабатываемости металлов и сплавов до или во время обработки является важным эффективным средством управления процессом резания, а также средством достижения минимизации энергозатрат.
Управляя обрабатываемостью, можно назначать такие условия резания, которые будут оптимальные со всех точек зрения: сопротивление стружкообразованию, стойкость инструмента, качество обработки.
В зависимости от толщины металла и формы обработки, кромки готовят обрезкой на ножницах, механической строгальным или газовой резкой. Наиболее распространено механизированная газовая резка (в заводских условиях) и ручное газовой резки (в условиях монтажа). После газовой резки поверхность заготовки требует механической обработки до удаления следов резки. А для некоторых сталей (мартенситно-ферритного класса) после газовой резки необходимо механическим удалить слой металла толщиной как минимум 1-2 мм, поэтому перед резанием необходимо предусмотреть припуск. Для обработки высоколегированных сталей применяют пламенную и воздушно-дуговую резку.
- Существует множество видов разделки кромок:
- Стыковое соединение без разработки кромок;
- Стыковое соединение с двухсторонней симметричной обработкой кромки или соединение с К-образной разделкой;
- Стыковое соединение с односторонней разделкой одной кромки;
- Стыковое соединение с односторонней симметричным разделкой двух кромок или соединения с V-образным разделкой кромок;
- Стыковое соединение с двусторонним симметричным обработкой двух кромок или соединения с Х-образным разделкой кромок;
- Стыковое соединение с односторонним симметричной разделкой двух кромок под разными углами. Как правило, применяется при сварке трубопроводов с толщиной стенки от 10 мм и выше.
Для изготовления деталей особо ответственных конструкций с кромками определенной конфигурации применяют токарные станки, труборезы и другое механическое оборудование. Также можно воспользоваться ручными механическими фрезами и абразивными машинками, если конструкция не является особенно ответственным или ее габариты позволяют прибегнуть к обработке такого вида.
Для получения заготовки, готовой к сборке, необходимо выполнить ее очистки для устранения неровностей, образовавшихся в процессе проката, и транспортировки.
Зачистку выполняют до сборки узла механически или химически. Ниже показаны участки поверхности деталей, требующих очистки:
Во время проведения этого вида огневых работ могут наблюдаться хлопки и обратные удары пламени, что могут привести к разрыву шланга и возникновения пожара.
Обратные удары возникают при условиях:
- перегрева мундштука;
- попадание горючего в кислородные шланги;
- если скорость истечения горючей смеси из мундштука становится меньше скорости горения;
- ослабление накидной гайки мундштука или камеры смешения.
Воспламенение и взрыв кислородного шланга в случае обратного удара происходит, если в кислородную трубку и шланг попадает жидкое топливо.
При изготовлении металлоконструкций из цветных металлов возникает необходимость их резки. Если выполнение прямолинейных и некоторых криволинейных срезов может быть достигнуто механическими методами в холодном состоянии и не вызывает трудностей, то резка металла большой толщины, изготовление фасонных деталей, отверстий, поверхностной обработки всегда связано с использованием тепловых методов резки.
Плазменная резка сопровождается сильным шумом, который в сочетании с ультразвуковым эффектом является опасным для обслуживающего персонала.
Резка металла болгаркой (углошлифовальной машиной, УШМ) — наиболее простой способ обработки различных твердых материалов, включая металлические заготовки. С помощью этого инструмента зачищают и нарезают арматуру, кругляк, трубы и профиль различных видов.

Фотография № 1: резка металла болгаркой
Многих интересует, чем выгоднее резать металл: болгаркой или газом. Ответ зависит от масштабов обработки. В целом, затраты на расходные материалы при нарезании металлических изделий УШМ выше. Однако в бытовых условиях при обработке металлопроката средних и малых размеров покупка специальных станков нерентабельна. Газовая резка чаще используется на крупных производствах. Кроме того, кромки, обработанные УШМ, получаются более аккуратными, без образования окалины и оксида.

Фотография № 2: газовая резка металла
Далее в материале расскажем, как выбрать инструмент и расходники, как правильно пользоваться УШМ и какие меры безопасности требуется соблюдать.
Как правильно выбрать болгарку для резки металла
Насколько чистой будет резка металла болгаркой, зависит от производительности машины и удобства ее использования. При выборе инструмента во внимание берут мощность и диаметр режущего круга.

Фотография № 3: УШМ «Зубр» мощностью 800 Вт
Для работы с металлическими заготовками рекомендуем выбрать модель под диски 125 мм мощностью 800–1000 Вт со шпинделем, развивающим скорость в 10 000 об/мин.

Фотография № 4: УШМ Einhell BT-AG на 1000 Вт
Также обратите внимание на эргономику машины. Инструмент должен удобно лежать в руке. Желательно, чтобы рукоятки были изготовлены из прорезиненного пластика или резины. Они гасят вибрации и уменьшают скольжение. Желательно наличие на ручках углублений для пальцев.
Каким диском резать металл болгаркой
Не менее важно купить диски для болгарки по металлу, подходящие по характеристикам. При выборе учитывают диаметр и толщину изделий — эти параметры определяют максимальную глубину разреза.
Для работы с металлическими заготовками подойдут отрезные круги малой толщины (1–1,2 мм). Они позволяют делать ровные срезы без приложения значительных усилий. Для фигурной обработки тонкого проката используют круги для болгарки по металлу самого малого диаметра.

Фотография № 5: круги для болгарки по металлу (125 мм)
Далее, выбирая приспособление для болгарки для резки листового металла, ориентируются на материал, который требуется обработать. Для чугуна, стали, алюминия и латуни нужны разные диски. Информацию о назначении конкретного изделия вы узнаете из маркировки на этикетке.
- Для нержавеющей стали. В отличие от других расходников, диски, предназначенные для нержавейки, не повреждают защитную пленку на металле, которая оберегает материал от коррозии.

Фотография № 6: отрезной круг для болгарки по нержавеющей стали
- Для цветных металлов. Есть отдельные разновидности для нарезания чугуна, алюминия, меди, латуни. В состав кругов, которые работают с мягкими материалами, добавляют присадки против засаливания. Изделия для обработки чугуна, напротив, имеют твердые включения алмазов.

Фотография № 7: отрезной круг для болгарки по алюминию
- Для тонкого профиля и труб. Резать листовой металл болгаркой следует с применением кругов, подходящих по диаметру. Профилированные листы и жесть обрабатывают изделиями с малыми зубьями. Уголки и арматуру — дисками большей толщины.
- Обдирочные. Используют для зачистки заусенцев и сварных швов. Толщина кругов составляет 5–10 мм. Обработку проводят с наклоном машины под углом 30–40 градусов к поверхности.

Фотография № 8: обдирочный круг для болгарки
- Щеточные. Изготовленные из жесткой проволоки изделия эффективно удаляют ржавчину при поворотах болгарки в разные стороны.

Фотография № 9: щеточный круг по металлу
- Лепестковые и абразивные. Первые используют для окончательной шлифовки гладких поверхностей. Вторые — для удаления достаточно больших выступов и наростов. Качественная шлифовка предполагает чередование кругов двух видов.

Фотография № 10: лепестковый круг для болгарки
Правила безопасности при резке металла болгаркой
Распил металлических заготовок требует соблюдения правил безопасности. Даже несмотря на защитные приспособления и проработанную конструкцию, инструмент может привести к несчастным случаям, в том числе травмам от отколовшихся кусков металла, возгораниями от искр и т. п.
Итак, основные правила.

Фотография № 11: средства индивидуальной защиты: очки, наушники, перчатки, каска
- Проводите все работы в средствах индивидуальной защиты (СИЗ): перчатках из брезента, респираторе, очках.
- Не выполняйте шлифовку, используя боковую часть круга.
- Не применяйте погнутые и сильно деформированные расходники.
- Следите, чтобы режущий диск по металлу не пересекался с электропроводом, горюче-смазочными веществами и другими посторонними предметами.
- Не делайте слишком глубоких погружений — это может привести к повреждению круга и инструмента.
- Перед запуском в работу оборудования с только что закрепленным диском проверьте его на холостом ходу.
- Закрепляйте обрабатываемую деталь тисками. Если держать ее в руках, возможно травмирование кисти режущим инструментом.
- Перед снятием и заменой диска дождитесь, пока машина полностью прекратит движение.
Как правильно резать болгаркой металл
Далее расскажем, как правильно резать болгаркой листовой металл и заготовки других форм. Есть несколько основных рекомендаций.
- Следите за износом режущей части. От диаметра диска зависит, насколько глубоко он будет входить в заготовку. При стачивании круга вовремя проводите замену.
- Поскольку на высоких скоростях ось вращения значительно нагревается, периодически смачивайте ее водой. После охлаждения режущий инструмент приобретает большую производительность.
- На каких оборотах резать металл болгаркой, зависит от заявленной производительности инструмента. Не стоит разгонять его на максимум, так как это приводит к быстрому износу. Оптимальный параметр — примерно треть от предельных значений.
- Держать болгарку при резке металла необходимо так, чтобы диск шел перпендикулярно обрабатываемой детали. При этом не давите на корпус — движения должны быть мягкими.
Рекомендации специалистов по некоторым видам работ
Далее расскажем, как работать углошлифовальной машиной с различными изделиями из металла.
Заточка цепи бензопилы

Фотография № 12: заточка цепи бензопилы болгаркой
Цепь затачивают на стреле бензопилы. Для работ используют заточной диск толщиной 2,5 мм. Необходимо отметить первый зуб, который вы будете обрабатывать. При грамотных действиях обновлять цепь можно 4–7 раз, прежде чем она окончательно выйдет из строя.
Резка труб

Фотография № 13: резка труб болгаркой
Начинать резать толстый металл болгаркой лучше с краев. Если начать со средней части, диск может заклинить и погнуться. В процессе обработки прилагайте усилие на нижнюю часть режущего инструмента, которая обеспечивает эффективность распила.
Резка молдингов

Фотография № 14: резка уголков болгаркой
Для распила металлических уголков можно использовать стершиеся диски или инструмент малого диаметра. Важно помнить, что работа поэтапная: вначале режут одну часть молдинга, затем — вторую.
Заточка круга циркулярной пилы

Фотография № 15: заточка круга циркулярной пилы болгаркой
Начните с фиксации углошлифовальной машины струбцинами, оставив доступ к вращающейся части инструмента. Затем поднесите диск пилы к точильному кругу, не прикладывая большого усилия. Круг должен проходить по изделию по касательной. При работе следите за соблюдением плоскости заточки.
Листовой металл — распространенный строительный материал, который используется для изготовления заборов, водоотливов и козырьков. Часто в продаже можно найти уже готовые изделия из оцинкованной стали, такие как коньки или трубы для отвода дождевой воды с крыши. Но как быть, если изделие нестандартного размера и необходима резка листового металла своими руками?
Инструменты для резки листов металла
Изначально при выборе инструментов нужно определиться с задачами. Имеет значение не только количество работы, но и временные рамки, аккуратность среза и возможность повреждения защитного покрытия. На стройке часто пользуются электроножницами. При этом не стоит ожидать очень ровного края. Преимущество такого аппарата – скорость проведения работ.
Как ровно отрезать лист металла? В домашних условиях проблема решается достаточно просто – применением ножниц по металлу. Но этот метод требует много времени и физических сил. Не подойдут ножницы, если нужно вырезать длинные полосы. Наиболее ровный срез можно получить, используя шлицевые ножницы. Такой инструмент достаточно дорогой и его обычно используют профессионалы.
 Оборудование для резки профилированного и оцинкованного листа:
Оборудование для резки профилированного и оцинкованного листа:
- болгарка;
- низкооборотная пила;
- электроножницы;
- ножовка;
- лобзик по металлу.
Как болгаркой резать лист металла
Одним из самых быстрых способов раскроить оцинкованный лист считается резка болгаркой. Среди недостатков такой обработки — рваные края, которые придется дополнительно зачищать и выравнивать. Болгарка не подойдет для резки профнастила, так как искры во время резки могут повредить полимерное покрытие. Но для несложных работ, которые не требуют высокой точности и аккуратности, болгарка вполне подойдет.
Обратите внимание, при использовании такого электроинструмента приобретите специальный диск, который не повредит защитного покрытия на листе оцинковки. После резки профнастила края нужно зачистить и покрыть специальной краской. Таким оборудованием можно воспользоваться, если вы строите сарай из профлиста или делаете козырек. В таком случае вам не придется приобретать специальный и дорогостоящий инструмент.
 Правила при работе с болгаркой:
Правила при работе с болгаркой:
- выбирайте диски с твердосплавными зубьями;
- работайте на низких оборотах;
- места среза обработайте специальным антикоррозийным покрытием.
Ножовка по металлу
У многих мастеров имеется ножовка по металлу. Это универсальный и самый дешевый инструмент. Его не стоит использовать при необходимости вырезать фигурные края, но для изготовления ровных пластин, ножовка подойдет. Самый большой недостаток такого инструмента – время на проведение работ. Его нужно очень много.
Электролобзик
Если необходимо вырезать круг в листе металла, стоит воспользоваться электролобзиком. Он работает довольно быстро, поэтому аккуратное отверстие вы получите за считанные минуты. Среди недостатков оборудования – шум и возможность появления обгорелого края при обработке профлистов.
 Тонкости работы электролобзиком:
Тонкости работы электролобзиком:
- необходимо использовать пилы с мелкими зубьями;
- нужно выбирать возвратно-поступательный режим;
- необходимо контролировать наклон режущей части;
- быстрый выход из строя расходных материалов.
Циркулярная пила
Иногда для резки металла применяют циркулярную пилу. Если вы работаете с профнастилом, то оборудование нужно включать на низких оборотах. В противном случае можно повредить полимерное покрытие. Для работы вам понадобится напарник, который будет удерживать лист. Среди преимуществ этого инструмента можно выделить то, что работа выполняется без нагрева, соответственно защитное покрытие на профлисте вы не повредите. Лучше всего использовать круг по алюминию.
 Чтобы наладить быструю работу циркулярной пилой, вам нужно подготовить лекало из фанеры. В этом листе вырезается паз не до конца. Это будет своеобразной заготовкой, позволяющей сохранить оцинкованное или полимерное покрытие на листе. Отличным инструментом для резки метала, является двухдисковая пила. Она, в отличие от болгарки, не оставляет рваного края и работает гораздо тише. К сожалению, не у каждого мастера имеется подобный инструмент.
Чтобы наладить быструю работу циркулярной пилой, вам нужно подготовить лекало из фанеры. В этом листе вырезается паз не до конца. Это будет своеобразной заготовкой, позволяющей сохранить оцинкованное или полимерное покрытие на листе. Отличным инструментом для резки метала, является двухдисковая пила. Она, в отличие от болгарки, не оставляет рваного края и работает гораздо тише. К сожалению, не у каждого мастера имеется подобный инструмент.
Чем и как изготовить отверстие в листе металла?
Все зависит от размера отверстия. Если диаметр небольшой, подойдет дрель. Если необходимы отверстия большого размера, применяются специальные коронки на дрель. Обратите внимание, на материал из которого изготовлена конка. Для обработки профлиста стоит использовать насадки с твердосплавным покрытием. Обработка должна проводиться без повышения температуры.
Для изготовления отверстия большого диаметра используется электролобзик. С этим инструментом не составит особого труда вырезать круг большого диаметра. Во время работы применяйте пилу с мелкими зубьями


Отправить ответ