
Чем варить нержавейку инвертором в домашних условиях
Содержание:
- 1 Основные особенности варки нержавеющей стали
- 2 Какие виды сварки используются?
- 3 Какие электроды использовать?
- 4 Пошаговая инструкция по сварке
- 5 Финишная обработка сварных швов
- 6 Особенности сварки нержавеющей стали
- 7 Сварка нержавеющей стали инвертором. Инструкция
- 8 Выбор инвертора и электродов
- 9 Преимущества и недостатки сварки нержавейки инвертором
- 10 Способы сварки
- 11 Какой инвертор подойдет для сварки нержавейки
- 12 Настройка аппарата
- 13 Выбор электродов
- 14 Процесс сварки нержавейки инвертором в домашних условиях
Варить нержавейку инвертором довольно сложно. Такая работа требует от мастера определенных навыков и знания основных параметров, оказывающих непосредственное воздействие на процесс сварки. Лишь в полной мере разобравшись с основными нюансами, можно рассчитывать на получение хорошего результата необходимого качества.
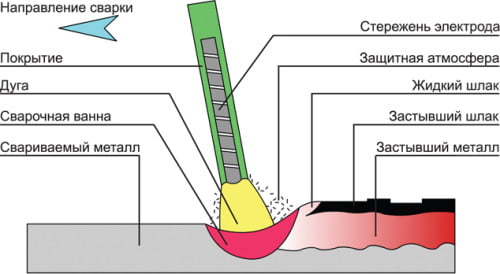
Схема инверторной сварки.
Основные особенности варки нержавеющей стали
В соответствии с общепринятой классификацией нержавеющая сталь относится к классу высоколегированных сталей. Легирующим элементом в ее составе выступает хром. На его долю приходится порядка 20%. Наряду с хромом состав нержавейки может включать титан, молибден, никель и прочие элементы. Благодаря включению в состав дополнительных элементов изменяются свойства основного материала. В случае с нержавейкой он становится, прежде всего, устойчивым к воздействию коррозии.
Прежде чем учиться варить нержавейку, нужно изучить основные характеристики этого высоколегированного материала. К числу главных свойств относятся следующие показатели:
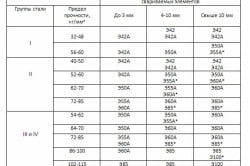
Таблица характеристик нержавеющей стали.
- Теплопроводность. Высоколегированные стали характеризуются примерно в 2 раза более низкой теплопроводностью, если сравнивать с низкоуглеродистыми материалами. Ввиду этого, варить нержавейку нужно обязательно на пониженном токе. Обычно ток уменьшают на 20%.
- Коэффициент линейного расширения. Нержавейка по этому показателю существенно превосходит большинство других распространенных металлов. Данное требование обуславливает необходимость создания между толстыми деталями такого зазора, которого было бы достаточно для исключения деформации. Когда вы начнете самостоятельно варить нержавейку, вы заметите, что процесс расширения деталей неравномерный. И это нужно обязательно учитывать.
- Межкристаллическая коррозия. Это особенность высокохромистых сталей, заключающаяся в том, что их антикоррозионные показатели могут снижаться. Проблема в том, что когда мастер начинает варить нержавейку, края металлических зерен покрываются карбидом железа и хрома, из-за чего структура металла начинает повреждаться коррозией. Для борьбы с данным явлением используются разнообразные способы. Чаще всего применяется метод быстрого охлаждения места сварки, что позволяет избежать снижения стойкости к коррозии.
Какие виды сварки используются?
Варить нержавейку можно с использованием методов:
- Ручной дуговой сварки.
- Аргонодуговой сварки.
- Полуавтоматической сварки.
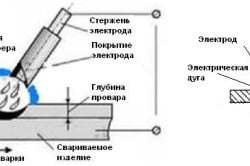
Схема ручной дуговой сварки.
Ручная дуговая сварка выполняется с применением электродов 2 основных типов: с основным покрытием и рутиловым покрытием. Электродами с основным покрытием варить нержавейку можно исключительно на обратном постоянном токе. Роль основного покрытия в большинстве случаев выполняют карбонаты магния и кальция. Рутиловое же покрытие чаще всего представлено двуокисью титана. Такие электроды успешно применяются как на обратном постоянном токе, так и при переменных значениях тока. Второй тип электродов обеспечивает более стабильную дугу и снижает разбрызгивание металла в процессе сварки нержавейки, потому является более предпочтительным.
Обоими электродами можно варить нержавейку в любых пространственных положениях. Согласно наблюдениям сварщиков, рутиловые электроды лучше всего показывают себя при варке в нижнем положении.
Аргонодуговая сварка преимущественно используется при необходимости сварного соединения тонколистовой нержавейки. Чаще всего для защиты применяется чистый аргон. Автоматическая сварка в некоторых ситуациях ведется с использованием аргонно-гелиевой смеси. Варить нержавейку в среде аргона можно без присадочной проволоки либо же с ней, автоматически и вручную.
Полуавтоматическая сварка нержавейки используется при необходимости соединения толстых материалов. Высокая скорость работы позволяет существенно повысить производительность. Для защиты используется аргон с небольшим (обычно 2%) добавлением углекислого газа. Последний компонент можно заменять кислородом. Благодаря кислороду повышается смачиваемость краев шва сварки.
Схема сварочного инверторного полуавтомата.
Полуавтоматическая сварка может вестись по следующим технологиям:
- С применением короткой дуги.
- Со струйным переносом.
- Импульсно.
Сварка нержавейки короткой дугой подходит для соединения тонких листов металла. Струйный перенос более предпочтителен при необходимости сварки толстых изделий. Среди несомненных преимуществ импульсной сварки можно выделить наибольшую, по сравнению с прочими рассмотренными, управляемость процессом. Происходит импульсная подача металла сварочной проволоки. За каждый импульс выдается одна капля. Это позволяет уменьшить средний ток горения дуги, вместе с ним снижается тепловложение, что имеет довольно существенное значение при сварке нержавеющей стали. Зона термического воздействия уменьшается.
Помимо этого, при использовании импульсной сварки почти нет брызг. Это дает возможность существенно снизить расход сварочных материалов, что весьма актуально, т.к. проволока для варки нержавейки стоит достаточно дорого. Дополнительно повышается производительность благодаря уменьшению времени на зачистку сварочных швов.
Какие электроды использовать?
При необходимости варить нержавейку чаще всего используют хорошо известные российским сварщикам электроды ОЗЛ-6 и ОЗЛ-8. Они широко распространены и продаются по относительно доступной стоимости, так что вы сможете приобрести их в любом магазине оборудования и комплектующих для сварки. Часто используются электроды ОК 46.00, МР-3 и пр. Использование последних двух электродов делает процесс сварки нержавеющих изделий максимально комфортным и качественным. Поэтому при необходимости получения высококачественного красивого шва рекомендуется покупать и использовать именно эти электроды.
Важно знать, что электроды для сварки нержавейки не только очень удобные, но могут быть и опасными. Когда процесс сварки завершается и сварочный шов начинает остывать, от него отскакивают очень горячие шлаки. Это очень удобно, но требует некоторой осторожности. Вам не придется самостоятельно избавляться от шлаков, а все меры предосторожности сводятся к тому, что вы попросту не должны находиться рядом с изделием в процессе такой его самоочистки. Находитесь на таком расстоянии, которое не сможет преодолеть отскакивающий шлак. Ни в коем случае не пренебрегайте мерами безопасности при выполнении сварочных работ. Это чревато получением травм органов зрения и сильными ожогами.
Упомянутые электроды позволяют варить нержавейку на обратном токе. Лучший результат, как показывает практика, достигается при варке в нижнем положении шва. Такому положению шва сварщики отдают предпочтение по той же причине самостоятельного отскакивания шлака при остывании. Но если вариантов нет, обязательно используйте несколько защитных методов.
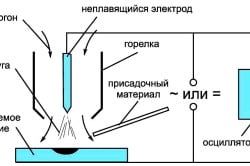
Схема процесса аргонодуговой сварки неплавящимся электродом.
Во-первых, вам обязательно нужно надеть маску сварщика. Во-вторых, работать можно исключительно с использованием качественного держателя электродов, обеспечивающего надежную защиту рук. Работа должна вестись в качественной плотной и прочной ткани. При наличии всего необходимого снаряжения вы сможете безопасно варить нержавейку в любом пространственном положении. Но даже при «полном обмундировании» все равно рекомендуется отходить от места работы на время отскакивания шлака, т.к. даже самое надежное снаряжение не гарантирует абсолютной защиты.
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
- Непосредственно агрегат для сварки.
- Электроды и проволока.
- Растворитель.
- Стальная щетка.
- Защитный костюм, перчатки, маска.
Пошаговая инструкция по сварке
Прежде чем приступать к сварке изделий из нержавеющей стали, нужно уделить должное внимание предварительной обработке и подготовке поверхностей к предстоящей работе. Предварительная обработка нержавейки такая же, как и в случае с низкоуглеродистыми сталями. Отличие лишь в том, что сварной стык должен иметь зазор, способный обеспечить свободную усадку. Кромки и поверхности нужно обработать при помощи обыкновенной стальной щетки и промыть растворителем. В качестве растворителя обычно используют ацетон либо бензин. Такая обработка позволяет избавиться от жира, наличие которого приводит к ухудшению устойчивости дуги.
В домашних условиях обычный инвертор и покрытые электроды позволяют получать сварные соединения приемлемого качества. Если к работе выдвигаются особые требования, придется приобрести сварочный аппарат со специальным режимом для сварки нержавейки. Электроды для сварки рекомендуется индивидуально определять в соответствии с ГОСТом. Для этого нужно знать марку нержавейки. Или же можете использовать упоминавшиеся ранее электроды.

Схема полуавтоматической сварки.
Нержавейка варится на токе обратной полярности. При выполнении работы мастер должен стараться меньше проплавлять шов. Электроды большого диаметра обычно не используются. Необходимость их применения возникает только при сваривании толстых поверхностей.
Ранее отмечалось, что при варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Если ток будет выше, чем требуется, то на фоне высокого сопротивления и низкой теплопроводности куски покрытия электродов начнут отваливаться. По этим же причинам при варке нержавейки электроды будут плавиться с более высокой скоростью, чем при работе с низкоуглеродистыми сталями. Для начинающих сварщиков это зачастую становится сюрпризом. Но теперь вы подготовлены и знаете о такой особенности процесса.
После того как шов будет полностью готов, необходимо выполнить процедуру охлаждения. Она поспособствует сохранению устойчивости материала к воздействию коррозии. Охлаждение выполняется с использованием медных прокладок. В случае с аустенитной сталью допустимо охлаждение с применением воды.
Финишная обработка сварных швов
Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков. При их отсутствии сразу рассчитывать на хороший результат не приходится. Но после некоторых тренировок вы сможете получать соединения хорошего качества. Конечно же, при наличии условий для сварки аргоном работа пойдет гораздо быстрее и проще, но даже инвертор с прямым током позволяет добиваться хороших результатов.
Главной характеристикой сварного шва нержавеющей стали является его герметичность. Особенности теплопроводности материала приводят к образованию пор и раковин в сварном шве. Они появляются по причине вскипания металла. Для его предотвращения нужно использовать электроды, специально предназначенные для сварки нержавейки.
Чаще всего изделия из нержавеющего металла используются в пищевой промышленности, фармацевтике и домашних условиях. Сфера применения накладывает свои требования к финишной обработке шва.
Если он должен иметь привлекательный внешний вид, выполняется обязательная зачистка и полировка с помощью абразивов на алюминиевой либо циркониевой основе.
Такая обработка исключает необходимость дополнительного санитарного ухода.
Таким образом, при самостоятельной сварке нержавейки нужно учитывать ряд важнейших нюансов, игнорирование которых приведет к невозможности получения требуемого результата. Действуйте по инструкции и все получится. Удачной вам работы!

Нержавеющая сталь является наиболее предпочтительным из всех материалов, применяемых для изготовления разнообразных конструкций: болтов, крепежных систем, баков, консервных банок, арматуры и т.д. При необходимости производства или ремонта каких-либо изделий, применяется сварка электродом с помощью инвертора. Это достаточно трудная работа, которая требует определенного опыта и знаний необходимых параметров, влияющих на сварочный процесс. Для того, чтобы получить в итоге качественную работу, стоит изучить все нюансы метода сварки нержавеющей стали инвертором.
Данный аппарат для сварки стали играет роль основного источника питания для электрической дуги. Он обеспечивает качество работы, горение дуги и легкий поджиг. Главным фактором является достижение устойчивости к различным помехам. Источниками питания для сварочной дуги также могут служить трансформатор и выпрямитель. Инверторный тип аппарата для сварки был изобретен в прошлом веке и стал особенно популярным из-за своей высокой эффективности.
Особенности сварки нержавеющей стали
Нержавеющая сталь классифицируется как высоколегированный металл, так как она на 20% состоит из хрома. В ее состав могут входить никель, титан и другие элементы, благодаря которым повышается устойчивой стали к коррозии. Отличительными свойствами нержавеющей стали являются:
1. Любая высоколегированная сталь обладает более низкой теплопроводостью, по сравнению низкоуглеродистыми металлами. В связи с этим, сварка нержавейки должна происходить на пониженном токе (примерно на 20%).
2. Нержавеющая сталь обладает высоким коэффициентом линейного расширения. Поэтому, во избежание деформации, между плотными деталями материала необходимо предусматривать необходимый зазор. Также, следует учитывать момент, что в момент сварки расширение деталей происходит неравномерно.
3. Отличительной характеристикой высокохромистых материалов является межкристаллическая коррозия, что означает возможное понижение устойчивости к коррозии. Сложность состоит в том, что во время сварки края стали начинают покрываться хромом и карбидом железа. Чтобы исключить эту проблему, используется быстрое охлаждение.

Методы сварки нержавеющей стали

- Ручная дуговая сварка. Данный метод предусматривает использование двух видов электродов: с различным покрытием покрытием. Сварка с применением электродов, имеющих основное покрытие, производится только на обратном токе. Электроды с рутиловым покрытием (двуокись титана) можно применять как на обратном, так и на переменном токе. Эти электроды наиболее предпочтительны, так как дают возможность получения более качественной дуги и меньшего образования брызг во время работы. Более успешно электроды с рутиловым покрытием применяются в нижнем положении варки.
- В случае необходимости соединения тонкой нержавеющей стали обычноприменяется метод аргонодуговой сварки с использованием чистого аргона или аргонно-гелиевой смеси. В этом случае сварка производится с помощью присадочной проволоки либо без нее.
- Полуавтоматическая сварка применяется, когда нужно соединить толстые детали. Данный метод предусматривает использование аргона с минимальным добавлением кислорода (для лучшего смачивания краев шва). Существуют следующие технологии полуавтоматической сварки: с использованием короткой дуги, со струйным переносом и импульсно. Первая из них обычно используется для соединения тонкой стали. Для толстых деталей лучше подходит струйный перенос.
 Главным плюсом импульсной сварки является хорошая возможность управления процессом: подача металла происходит импульсами (один импульс — одна капля). В результате уменьшается тепловложение и средний ток горения дуги. Кроме того, во время импульсной сварки бывает меньше брызг , что значительно уменьшает расход сварочных материалов и повышает производительность за счет меньших затрат времени на зачистку швов.
Главным плюсом импульсной сварки является хорошая возможность управления процессом: подача металла происходит импульсами (один импульс — одна капля). В результате уменьшается тепловложение и средний ток горения дуги. Кроме того, во время импульсной сварки бывает меньше брызг , что значительно уменьшает расход сварочных материалов и повышает производительность за счет меньших затрат времени на зачистку швов.
Для самостоятельной сварки нержавейки инвертором вам необходимо приготовить:

- Зажимы для заземления.
- Электроды.
- Силовой кабель (не меньше 2 м.).
- Растворитель.
- Защитную одежду, маску и перчатки.
- Проволоку.Зажимы для заземления.
- Электродержатели.
- Стальную щетку.
- Силовой кабель (не меньше 2 м.)

Сварка нержавеющей стали инвертором. Инструкция
Перед сваркой необходимо тщательно подготовить и обработать поверхности к работе. Обработка нержавеющей стали практически не отличается от обработки низкоуглеродистых металлов, дополнительно следует предусмотреть зазор сварного стыка для обеспечения правильной усадки. Рабочую поверхность и кромки необходимо обработать стальной щеткой, после чего тщательно обработать растворителем (бензином или ацетоном) для удаления жира, который мешает устойчивости дуги.

Самостоятельная сварка инвертором и электродами дает возможность получения качественных сварных соединений. В случае предъявления дополнительных требований, следует приобрести инвертор, имеющий специальный режим для сварки нержавеющей стали: электроды должны соответствовать ГОСТу, поэтому вы должны разбираться в марках стали.
Для сварки нержавейки применяется ток обратной полярности. В процессе работы следует стараться меньше проплавлять швы, поэтому лучше не брать электроды с большим диаметром (они пригодятся для работы с толстыми поверхностями).
Как мы уже отмечали, ток для сварки нержавейки должен быть ниже, чем для работы с низколегированными металлами. В противном случае, покрытие электродов начнет отваливаться из-за высокого сопротивления и недостаточной теплопроводности. Для новичков это часто становится неожиданностью. После полной готовности шва нужно провести процесс охлаждения для улучшения устойчивости металла к коррозии. Для этого используются медные прокладки.
Таким образом, процесс сварки нержавеющей стали инвертором предусматривает наличие необходимых знаний и опыта. Если этого нет, не следует сразу надеяться на идеальный результат. Естественно, при сварке аргоном процесс будет происходить намного быстрее и проще, однако сварка инвертором тоже может дать неплохой результат.
Отличительной особенностью сварки нержавеющей стали инвертором является возможность ее использования независимо от пространства и ситуации. Необходимо учитывать и то, что даже опыт не дает гарантию на получение качественного результата.
Выбор инвертора и электродов
Для того, чтобы выбрать нужный инвертор, следует учесть ряд моментов:
1. Рабочий температурный диапазон. Это важный момент, так как некоторые модели инверторов рассчитаны для работы в низких температурных условиях.
2. Сила и мощность тока. Если вам нужен инвертор для сварки нержавеющей стали для работы в домашних условиях, лучше делать выбор в пользу аппарата, имеющего показатель 180 А. Показатель 200 А и выше — это уже профессиональные модели.
Выбор инвертора для сварки нержавейки — очень важный момент, так как именно он оказывает большое влияние на качество сварки.
Для правильного выбора электрода, в зависимости от толщины металла, следует воспользоваться специальными таблицами. Ошибка в выборе электрода может повлечь за собой ухудшение герметичности шва, возникновение пор, трещин и раковин (из-за вскипания металла). Только использование подходящего электрода (в зависимости от работы) дает возможность получения прочного и надежного шва. Чаще всего применяются электроды ОЗЛ-6 и ОЗЛ-8, которые можно приобрести в каждом магазине за невысокую стоимость. Использование электродов ОК 46.00, МР-3 позволяет добиться качественного и комфортного сварочного процесса и получить красивый шов.
Нужно учитывать и то, что подобные электроды не только удобные — они представляют собой определенную опасность. После завершения сварки шов остывает и от него начинает отскакивать раскаленный шлак. Поэтому, нужно быть предельно осторожным и не находиться в непосредственной близости от изделия в момент его самоочищения. Выполняя сварку, соблюдайте необходимые меры безопасности, чтобы исключить возникновение травмы глаз и сильные ожоги: обязательно надевайте маску сварщика; используйте для работы только качественный держатель электродов для защиты рук; защитная одежда должна быть из плотного и прочного материала. Если вы запаслись всем необходимым снаряжением, можете приступать к безопасной сварке нержавеющей стали в любом положении. Однако, даже находясь в таком снаряжении следует находиться как можно дальше от места отскакивания шлака.
Самые качественные и красивые швы получаются, если нержавейка соединяется полуавтоматической сваркой под защитой аргона. Но не у каждого домашнего мастера есть возможность приобретения дорогого оборудования и газа. Когда не важна эстетика соединения, необходимое качество достигается сваркой нержавейки инвертором.

Преимущества и недостатки сварки нержавейки инвертором
При сравнении сварки нержавеющей стали инвертором с иными способами отмечаются следующие достоинства:
- невысокая цена аппарата;
- небольшой вес и габариты позволяют переносить инвертор даже в сумке;
- ручной дуговой сваркой можно соединять заготовки толщиной до 20 мм из сплавов, черных и цветных металлов;
- работа проводится без флюса или инертного газа;
- выполнение сварки в труднодоступных местах.
- образование шлака;
- из-за большого электрического сопротивления нержавейки возможен перегрев электрода с разрушением покрытия, поэтому сварочный ток ограничивается;
- большие затраты времени при сравнении с другими методами.
Способы сварки
Дома сваривать нержавейку инвертором можно тремя способами:
- Ручной дуговой сваркой (MMA), когда материалом плавящегося электрода заполняется стык. Для работы нужен только инвертор.
- Аргонодуговой метод (TIG) с электродом из вольфрама, применяется для сварки тонкой нержавейки инвертором. Шов создается за счет плавления материала заготовок или присадочной проволоки. Сварная ванна от контакта с окружающим воздухом защищается чистым аргоном. Перемещение горелки с неплавящимся электродом и подачу присадочной проволоки выполняют вручную.
- Полуавтоматическая сварка (MIG/MAG) выполняется неплавящимся электродом с механической подачей проволоки. За счет повышения скорости сварки увеличивается производительность. Для улучшения смачиваемости кромок в аргон добавляется 2% углекислого газа.
Какой инвертор подойдет для сварки нержавейки
Для сварки нержавейки используется инверторный сварочный аппарат любой марки. Для работы дома выбирается самая простая модель. Умельцы мастерят даже самодельные аппараты по характеристикам не уступающие заводским аналогам. Инвертор должен быть с режимом ручной сварки (ММА) и регулировкой тока в пределах 20 — 200 А. Для сварки нержавейки желательно наличие следующих опций:
- режима «Форсаж», позволяющего кратковременно понижать напряжение дуги с одновременным увеличением величины тока;
- ПВ (длительность непрерывной работы, указано в инструкции) не меньше 40%;
- длина кабелей не больше 6 м, иначе из-за большой потери мощности они будут сильно нагреваться;
- сохранение работоспособности при значительных изменениях напряжения в электросети.
Выбирая инвертор, нужно внимательно прочесть инструкцию, так как не все модели могут работать при низких температурах.
Настройка аппарата
Прежде чем сваривать нержавейку инвертором необходимо переключателями на передней панели выставить настройки в соответствии с параметрами соединяемых заготовок. Величину напряжение и тока в зависимости от толщины деталей определяют по таблице:
Толщина металла,
мм
мм
В
А
При выполнении аргонодуговой и полуавтоматической сварки расход газа настраивается в пределах 6 — 12 л/мин. Скорость движения проволоки устанавливают переключателем режимов. Чем она больше, тем меньше глубина провара.
Выбор электродов
Для сваривания нержавейки инвертором постоянным током допускается использование электродов с базовым покрытием на основе карбонатов кальция и магния. К популярным отечественным маркам относятся ОЗЛ-8 и ЦЛ-11. Стоят недорого, но для работы требуется опыт. Электроды склонны к залипанию, плохо держат дугу, однако швы получаются с достаточными антикоррозионными характеристиками.
Лучшие результаты получаются, если для работы выбрать универсальные электроды с рутиловым покрытием. Ими сваривают на постоянном и переменном токе распространенные марки нержавеющей стали. Лучшими признаны электроды ОК 67.60, которые выпускаются шведской фирмой ESAB. Они легко поджигаются, стабильно держат дугу, снижается количество брызг расплавленного металла. Работая с рутиловыми марками, даже новичок наложит прочный шов.
При ручной сварке следует учитывать, что остывающий шлак начинает самопроизвольно отскакивать. Поэтому в это время нужно располагаться на безопасном расстоянии, чтобы он не мог попасть в глаза или на открытые участки кожи.
Процесс сварки нержавейки инвертором в домашних условиях
Перед свариванием нержавейки инвертором в домашних условиях проводится подготовка соединяемых заготовок в следующем порядке:
- С поверхности возле стыка удаляется грязь и мусор, наждачной бумагой или щеткой с металлическим ворсом зачищается до блеска.
- Место соединение обрабатывается растворителем, чтобы удалить жир. Иначе он нарушит стабильность дуги.
- При соединении заготовок толщиной более 4 мм с кромок снимают фаски под углом 45⁰ для лучшего заполнения стыка расплавленным металлом.
- Чтобы брызги не прилипали к прилегающим поверхностям, их обрабатывают водным раствором мела.
- Для компенсации температурного расширения свариваемых заготовок между ними оставляется промежуток 1 — 2 мм.
- Сварку нержавейки толщиной до 1 мм выполняют без зазора.
- Для предотвращения перегрева металла в месте соединения заготовки кладутся на алюминиевые или медные пластины.
- Детали толщиной больше 7 мм предварительно нагревают до 150⁰C, чтобы уменьшить перепад температур в начале сварки.
- Для удаления влаги и улучшения свойств покрытия электроды перед применением прокаливают помещая в печь. В случаях, когда работа выполняется срочно, допустим прогрев газовой горелкой.
Сварку постоянным током проводят на обратной полярности. Соединение выполняется короткой дугой со скоростью большей, чем для обычной стали. Электрод ведется вдоль шва без поперечных движений. Его наклоняют под углом 40 — 60⁰ в сторону, удобную для удержания. Из-за большого сопротивления электрическому току и плохой теплопроводности нержавейки электроды сгорают быстрей, чем на черных металлах. Это явление становится неожиданностью для начинающих мастеров. Шов завершают «замком», который предотвратит образование трещин и свищей. Сварочную ванну сдвигают на поверхность заготовки или возвращают немного назад. Не меняя положения электрода, гасят дугу. Так как сварить нержавейку большой толщины за один проход не получится, операцию повторяют несколько раз до полного заполнения стыка.
После окончания сварки следует подождать, чтобы место соединения остыло. Нельзя обрызгивать его водой, так как это приведет к появлению микротрещин. Шлак начинают оббивать через 5 минут, чтобы на еще мягком металле не оставлять следов. Для придания презентабельного вида место соединения шлифуют и полируют. Однако в результате механической обработки с поверхности удаляется пассированный слой из окиси хрома, который защищает ее от коррозии. Восстановление пленки происходит за 4 — 6 часов, в течение которых нержавейка остается незащищенной. Для ускорения процесса поверхность обрабатывается составом, содержащим пассирующие добавки. Через полчаса его смывают водой.
После ознакомления с приведенными рекомендациями ответ на вопрос: «Можно ли инвертором сваривать нержавейку?» очевиден. Однако это не значит, что у новичка с первого раза получится выполнить надежное соединение. Для наработки навыков придется потренироваться на ненужных обрезках, лучше под руководством наставника.


Отправить ответ