
Что называется сварным соединением
Содержание:
Wikimedia Foundation . 2010 .
Смотреть что такое "Сварное соединение" в других словарях:
сварное соединение — Неразъемное соединение, выполненное сваркой [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] сварное соединение Газонепроницаемое соединение металлических деталей, находящихся в пластичном или… … Справочник технического переводчика
сварное соединение — 3.4 сварное соединение: Неразъемное соединение, выполненное сваркой и представляющее собою совокупность характерных зон в трубе. Источник: ГОСТ Р 52079 20 … Словарь-справочник терминов нормативно-технической документации
Сварное соединение — участок конструкции или изделия, на котором сваркой соединены между собой составляющие их элементы, выполненные из однородного или разнородных материалов. Классификация С. с. и швов. По взаимному расположению соединяемых… … Большая советская энциклопедия
Сварное соединение — Weld Сварное соединение. Соединение металлов или неметаллов, выполненное за счет нагрева материалов до заданных температур, как с применением давления и присадочных материалов, так и без них. (Источник: «Металлы и сплавы. Справочник.» Под… … Словарь металлургических терминов
Сварное соединение — Weldment Сварное соединение. Соединение, чьи детали соединены сваркой. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
сварное соединение — virintinė jungtis statusas T sritis radioelektronika atitikmenys: angl. weld joint; welded joint; welded junction vok. geschweißter Übergang, m; Schweißverbindung, f rus. сварное соединение, n; сварной переход, m pranc. joint soudé, m; jonction à … Radioelektronikos terminų žodynas
сварное соединение — [weld] часть конструкции, элементы которой соединены сваркой. По взаимному расположению соединениямых элементов различают стыковые, тавровые, нахлесточные и угловые сварные соединения. Участок сварного соединения, связывающий свариваемые элементы … Энциклопедический словарь по металлургии
СВАРНОЕ СОЕДИНЕНИЕ — неподвижное неразъёмное соединение двух или более частей конструкции, выполненное сваркой. По взаимному расположению соединяемых элементов различают С. с. (см. рис.) стыковые, нахлёсточные, угловые, тавровые, с накладками и др. Виды сварных… … Большой энциклопедический политехнический словарь
СВАРНОЕ СОЕДИНЕНИЕ — [welded joint] неразъемное соединение, выполненное сваркой … Металлургический словарь
Стыковое сварное соединение — 20. Стыковое сварное соединение Соединение, в котором свариваемые элементы примыкают друг к другу торцевыми поверхностями и включают в себя шов и зону термического влияния Источник … Словарь-справочник терминов нормативно-технической документации
Сварн о е соедин е ние, участок конструкции или изделия, на котором сваркой соединены между собой составляющие их элементы, выполненные из однородного или разнородных материалов.
Классификация С. с. и швов. По взаимному расположению соединяемых элементов различают стыковые, тавровые, нахлёсточные и угловые С. с. Каждое из них имеет специфические признаки в зависимости от выбранного способа сварки — дуговой (рис. 1), электрошлаковой (рис. 2), контактной (рис. 3) и др. Участок С. с., непосредственно связывающий свариваемые элементы, называются сварным швом. Швы всех типов различают: по технике наложения — выполненные «напроход», от середины к концам, обратноступенчатым способом; по положению в пространстве при сварке — вертикальные, горизонтальные, нижние, потолочные; по технике образования сечения — однослойные и многослойные и т. д. Основные виды С. с., конструктивные элементы кромок и швов, предельные отклонения и рациональные диапазоны толщин соединяемых элементов для швов всех типов регламентированы государственными стандартами и отраслевыми нормалями.
Характеристика С. с. Для С. с. свойственна совокупность зон, образующихся в материале соединённых сваркой элементов. Зоны отличаются от основных материалов и между собой по химическому составу, структуре, физическим и механическим свойствам, микро- и макронапряжённости. К С. с., выполненному сваркой плавлением, относят зоны (рис. 4, а) материала шва (сварной шов), сплавления, термического влияния, прилегающего основного материала, сохраняющего свои свойства и структуру. С. с., выполненное сваркой давлением, зон материала шва и сплавления не имеет и состоит (рис. 4, б) из зоны соединения, в которой образовались межатомные связи соединённых элементов, зоны механического влияния, зоны прилегающего основного материала. В сварном шве материал представляет собой сплав, образованный переплавленными основными материалами и дополнительными электродным и присадочным материалами или только переплавленными основными материалами. В зоне термического влияния основной материал не претерпевает расплавления, но на отдельных участках в результате воздействия нагрева и охлаждения по-разному изменяет свойства и структуру. В наиболее общем случае сварки плавлением низкоуглеродистой стали зона термического влияния С. с. состоит из участков, показанных на рис. 5. Участок перегрева I примыкает непосредственно к зоне сплавления. Материал на этом участке перегрева нагревается выше 1100 °С и приобретает крупнозернистую структуру, что обусловливает понижение его вязкости. На участке перекристаллизации (нормализации) II материал нагревается в интервале температур от 900 до 1100 °С, что вызывает значительное измельчение зерна и повышение вязкости. На участке частичной перекристаллизации III металл нагревается в интервале температур от 700 до 900 °С и характеризуется неравномерностью структуры или частичным измельчением зерна. На участке рекристаллизации IV при нагреве материала от 500 °С до температуры, соответствующей критической точке A1, наблюдается снижение прочности, в некоторых случаях — уменьшение пластичности. На участке старения V при нагреве от 100 до 500 °С материал не имеет видимых изменений структуры, но отличается от исходного основного материала пониженной вязкостью, наиболее резко выраженной в интервале 100—300 °С. Ширина зоны термического влияния при сварке стали зависит от способа сварки, технологического процесса, теплового режима сварки, теплофизических свойств основного металла.
Свойства С. с. Качество С. с. определяется их работоспособностью, сопротивляемостью хрупким и усталостным разрушениям. Работоспособность С. с. характеризуется комплексной совокупностью свойств чередующихся зон — прослоек, отличающихся от основного материала и между собой прочностными свойствами. Прослойки с более высокими прочностными свойствами условно называют твёрдыми, а смежные с ними прослойки с более низкими прочностными свойствами — мягкими. В зависимости от свойств основного материала, сварочных материалов, способа и режима сварки и термообработки, а также температурно-скоростных условий нагружения мягкими прослойками могут быть сварной шов, зона сплавления, разупрочнённый участок зоны термического влияния, промежуточные вставки других (разнородных с основным) материалов. Мягкие прослойки — локализаторы деформаций: при весьма малой относительной толщине они не снижают несущей способности С. с., при сравнительно большой толщине их свойства ограничивают несущую способность С. с. При расчёте, проектировании и изготовлении сварных конструкций учитывают степень влияния напряжённо-деформационного состояния на работоспособность С. с., точность их размеров и формы, а также на стабильность этих качеств при эксплуатации. При этом различают зону пластических деформаций, зону упругих деформаций, собственные остаточные напряжения (растягивающие и сжимающие). Эпюры, на которых показаны временные и остаточные продольные деформации и напряжения в стыковом соединении пластины из углеродистой стали, представлены на рис. 6.
Сопротивляемость С. с. хрупким и усталостным разрушениям зависит от свойств материала и наличия в них концентраторов напряжений и деформаций. Концентраторы бывают конструктивного происхождения (участок резкого изменения сечения С. с., например переход от шва к основному металлу в тавровом и нахлёсточном соединениях), технологического происхождения (неплавные переходы с входящими углами в месте усиления шва, непровары, несплавления и подрезы), физико-химического происхождения (поры, шлаковые включения, трещины в швах и зоне термического влияния).
Образованию С. с. сопутствует термопластический процесс деформирования основного материала, который наиболее ярко выражен для стальных сварных соединений. Этот процесс обусловливает появление хрупкости на некоторых участках зоны термического влияния. Наиболее хрупким становится металл вследствие старения, протекающего в процессе деформирования металла при температурах 150—300 °С. На этих участках С. с. имеют ограниченную сопротивляемость хрупким разрушениям.
Образование С. с. сопровождается уменьшением размеров соединяемых элементов в продольном и поперечном направлениях, т. е. продольной и поперечной усадкой, что учитывается при проектировании и изготовлении изделий.
Принципы расчёта С. с. В СССР применяют два метода расчёта С. с. на прочность при статическом нагружении: по предельному состоянию (в строительных конструкциях) и по допускаемым напряжениям (в машиностроении). Для С. с. из сталей различной прочности расчётные сопротивления на растяжение Rp cв , сжатие Rc cв , срез в стыковых швах Rcp cв , срез в угловых швах Ry св , а также допускаемые напряжения на растяжение и сжатие [ s св ] и срез [ t св ] установлены отраслевыми правилами и нормами проектирования конструкций. Расчёт на усталость С. с. машиностроительных металлоконструкций выполняется согласно общепринятым методам расчёта на усталость деталей машин. Влияние низких температур на работоспособность соединения может быть учтено при проектировании и изготовлении С. с. выбором основных и сварочных материалов, конструктивных и технологических решений, методов контроля качества материалов и т. п. В расчётах С. с. на прочность при статической нагрузке влияние концентраторов напряжений и температуры для обычных углеродистых и низколегированных сталей не учитывают. В расчётах С. с. на усталостную прочность влияние концентраторов и остаточных напряжений учитывают при установлении допускаемых напряжений. С. с. пролётных строений мостов и стальных конструкций промышленных сооружений рассчитывают на выносливость по предельному состоянию.
Лит.: Николаев Г. А., Сварные конструкции, 3 изд., М., 1962; Окерблом Н. О., Конструктивно-технологическое проектирование сварных конструкций, М. — Л., 1964; Николаев Г. А., Куркин С. А., Винокуров В. А., Расчет, проектирование и изготовление сварных конструкций, М., 1971; Труфяков В. И., Усталость сварных соединений, К., 1973.

Рис. 1. Виды сварных соединений и типы швов при дуговой сварке: а — стыковое; б — тавровое; в, г, д — нахлёсточные; е — угловое; 1 — стыковой шов; 2 — угловой шов таврового соединения; 3 — фланговый угловой шов нахлёсточного соединения; 4 — лобовой угловой шов нахлёсточного соединения; 5 — электро-заклёпочный шов нахлёсточного соединения; 6 — шов углового соединения.

Рис. 5. Схемы зоны термического влияния: I — участок перегрева; II — участок перекристаллизации (нормализации); III — участок частичной перекристаллизации; IV — участок рекристаллизации; V — участок старения; 1 — металл шва; 2 — зона сплавления.

Рис. 6. Временные и остаточные продольные деформации и напряжения в стыковом соединении пластины из углеродистой стали: а — пластина; б — эпюра временных деформаций при Eмакс. Eт; г — эпюра остаточных деформаций Eост; д — эпюра остаточных напряжений s т; 1 — зона пластических деформаций сжатия; 2 — зона упругих деформаций; 3 и 4 — растягивающие и сжимающие напряжения и деформаций.
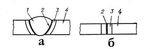
Рис. 4. Сварное соединение: 1 — сварной шов; 2 — зона сплавления (а) или соединения при сварке давлением (б); 3 — зона термического влияния; 4 — прилегающий основной материал.
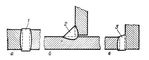
Рис. 2. Виды сварных соединений и типы швов при электрошлаковой сварке: а — стыковое; б — тавровое; в — угловое; 1 — стыковой шов; 2 — угловой шов; 3 — шов углового соединения.

Рис. 3. Виды сварных соединений и типы швов при контактной сварке: а — стыковое при сварке сопротивлением; б — стыковое при сварке плавлением; в — нахлёсточное, выполненное однорядным точечным швом; г — нахлёсточное, выполненное многорядным точечным швом; д — нахлёсточное, выполненное однорядным роликовым швом.
по дисциплине «Инженерная графика»
для студентов специальностей
«Промышленное гражданское строительство» и
«Водоснабжение и водоотведение»
В данном методическом указании даны сведения о сварке, положения ГОСТ 2.312-72 ЕСКД применительно к машиностроительным и строительным чертежам, а также исходные данные, последовательность и образец выполнения задания на тему «Соединения сваркой» и контрольные вопросы по данной теме.
Целью данного методического указания является ознакомление и изучение студентов с правилами оформления на чертежах изображений швов сварных соединений сборочной единицы из металла в соответствии с требованиями ГОСТов ЕСКД и СПДС.
1 Основные термины и определения.
Сварные соединения являются наиболее распространенным видом неразъемных соединений и занимает одно из ведущих мест в современной технологии. Сварка более экономична, чем клепка.
Соединение деталей сваркой называется сварным соединением.
Сварка – это технологический процесс образования неразъемного соединения деталей в результате молекулярного проникновения металлов свариваемого изделия и плавящегося электрода, находящихся в жидком или высокопластичном состоянии с последующей совместной кристаллизацией металлов при остывании. Затвердевший металл образует сварной шов.
Сваркой соединяются все марки сталей, чугуна, меди, латуни, бронзы, алюминиевых сплавов и термопластические пластмассы (винипласт, капрон, полиэтилен, полистирол, плексиглас и др.).
Сварной шов – часть сварного соединения, образовавшаяся в результате процесса сварки. Сварные швы, выполненные в заводских условиях, называют заводскими, а выполненные непосредственно на строительной площадке перед установкой конструкции в проектное положение – монтажными.
2 Виды сварки
В зависимости от характера применяемых источников тепла и способа соединения деталей сварку подразделяют на несколько видов (таблица 1). Источником тепла может быть электродуга, газовая горелка, ток высокой частоты, взрыв, трение деталей между собой, луч света т.д.
Таблица 1 — Виды сварки
Автоматическая и полуавтоматическая под флюсом
Автоматическая и полуавтоматическая
Под флюсом (с острым и тупым углами)
Электродуговая в защитных газах
Дуговая алюминия и алюминиевых
Швы сварных соединений трубопро-
Швы сварных соединений трубопро-
водов из меди и медно-никелевого
Сварные соединения из винипласта и полиэтилена
Швы сварных соединений из двухслойной коррозионностойкой стали
А; Аф; Ам; Ас; Апш; Апк;
ЭФЗ; ЭУЗ; ЭПлЗ; ЭНиЗ
Ан-з; Ан-Зтф; А-З; П-З;Аф;Рн-З
Кт; Кр; Кв; Кс; Ксо; Ксс
П-З;Ан-З; А-З; Ан-З/А-З; Ан-З/П-З;
Р; Ан-З/Р; Рн-З; Рн-З/П-З;
Пн-З/Р; П-Ф; А-Ф; Ксо; И; Г
П-З; Ан-З; Рн-З/П-З; Рн-З; Р
При газовой сварке используют теплоту пламени, полученную от сгорания газа (ацетилена, водорода и др.) в струе кислорода. В процессе сварки добавляют присадочный материал в виде металлического прутка, который под действием температуры плавится и заполняет зазор в стыке соединяемых деталей. Наплавленный металл затвердевает и образует шов сварного соединения.
При электрической сварке для местного расплавления свариваемых деталей используют тепловую энергию электрической дуги.
Эта дуга возникает между свариваемыми деталями и стальным или угольным электродом. Стальные электроды во время сварки плавятся и образуют шов сварного соединения, угольные – служат только в качестве электрода.
При контактной сварке используют теплоту преобразованного электрического тока. Разогретые места свариваемых деталей сжимают между собой механической внешней силой.
Условные обозначения способов сварки:
Автоматическая (А) под флюсом без применения подкладок, подушек и подварочного шва: Аф — на флюсовой подушке; Ам – на меднофлюсовой подушке; Ас – на стальной подкладке; Апш – с предварительным наложением подварочного шва; Апк- с предварительной подваркой корня шва; Ар- с ручной подваркой с одной стороны; Ан-з- в защитных газах неплавящимся электродом, однофазная; Ан-Зтф – то же, трехфазная; А-З – плавящимся электродом в защитных газах; Ан-З/А-З – первый проход неплавящимся электродом в защитных газах, последующие – плавящимся электродом в защитных газах.
Полуавтоматическая (П)под флюсом без применения подкладок, подушек и подварочного шва: Пс — на стальной подкладке; Пр – с ручной подваркой; П-З – в защитных газах плавящимся электродом; Пф – под флюсом; Ппш – с предваритеьным наложением подварочного шва; Ппк – с предварительной подваркой корня шва.
Ручная (Р) электродуговая: Рн-З – неплавящимся электродом в защитных газах; Рн-З/П-З – первый проход неплавящимся электродом в защитных газах; последующая – полуавтоматическая; плавящимся электродом в защитных газах.


Отправить ответ