
Диаметр прутка для нарезания резьбы таблица
Перед тем как нарезать резьбу, необходимо подобрать диаметр заготовки под данную резьбу.
Нарезая резьбу плашкой, надо иметь в виду, что при образовании профиля резьбы металл изделия, особенно сталь, медь и др., тянется и изделие увеличивается. Вследствие этого усиливается давление на поверхность плашки, что приводит к нагреву и прилипанию частиц металла, поэтому резьба может получиться рваной.
При выборе диаметра стержня под наружную резьбу следует руководствоваться теми же соображениями, что при выборе отверстий под внутреннюю резьбу. Практика нарезания наружных резьб показывает, что лучшее качество резьбы можно получить в том случае, если диаметр стержня несколько меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет меньше требуемого, то резьба получится неполной; если же больше, то плашка или не сможет быть навинчена на стержень и конец стержня будет испорчен, или во время работы зубья плашки вследствие перегрузки могут поломаться, а резьба будет сорвана.
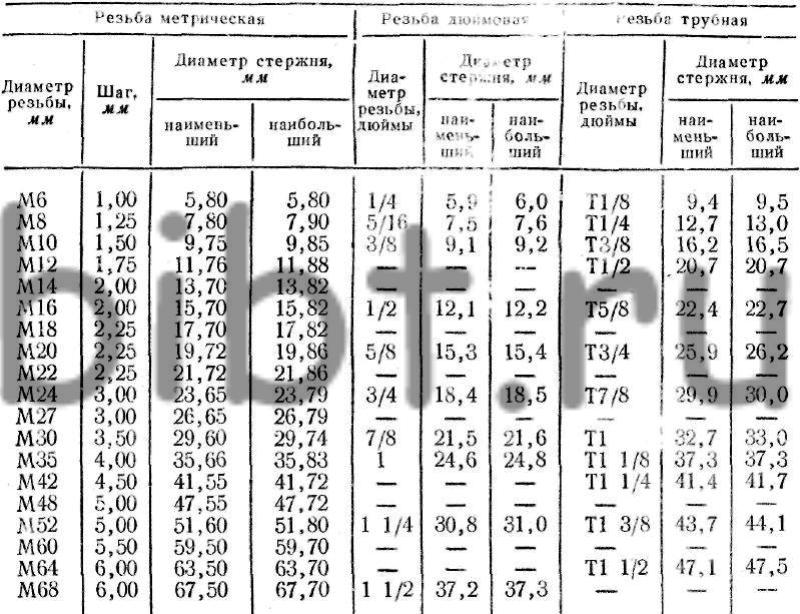
В табл. 27 приведены диаметры стержней, используемых при нарезании резьбы плашками.
Таблица 27 Диаметры стержней под резьбу при нарезании плашками
Диаметр заготовки должен быть на 0,3-0,4 мм меньше наружного диаметра резьбы.
При нарезании резьбы плашкой стержень закрепляют в тисках так, чтобы выступающий над уровнем губок конец тисков был на 20-25 мм больше длины нарезаемой части. Для обеспечения врезания на верхнем конце стержня запиливается фаска. Затем на стержень накладывают закрепленную в клупп плашку и с небольшим нажимом вращают клупп так, чтобы плашка врезалась примерно на 0,2-0,5 мм. После этого нарезаемую часть стержня смазывают маслом и вращают клупп точно таким же образом, как при работе метчиком, т. е. один-два оборота вправо и пол-оборота влево (рис. 152, б).
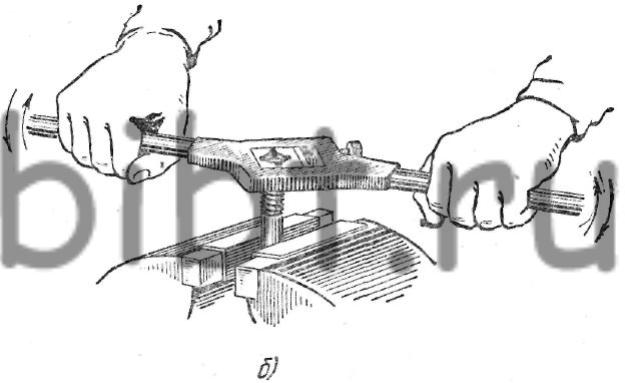
Рис. 152. Прием нарезания резьбы плашкой (б)
Для предупреждения брака и поломки зубьев необходимо, чтобы плашка заходила на стержень без перекоса.
Проверка нарезанной внутренней резьбы производится резьбовыми калибрами-пробками, а наружной — резьбовыми микрометрами или резьбовыми калибрами-кольцами.

При необходимости ручной нарезки наружных резьб для трубного соединения, изготовления шпильки или болта под гайку с метрической резьбой, чаще всего используется простой, но достаточно эффективный инструмент – плашка. Процесс подготовки резьбы достаточно прост, если точно следовать ниже приведенным инструкциям.
Подготовка к нарезанию резьбы плашкой
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму.
В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6

Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.

- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.

Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.
ГОСТ 16093-2004
В работе часто возникает необходимость нарезания наружной метрической резьбы и некоторые из рабочих не знают как правильно протачивать диаметр под резьбу, то есть номинальный диаметр и предельное отклонение. Данная таблица поможет молодым специалистам разобраться в нарезании метрической резьбы и возможно сократить брак. Табличные значения могут пригодиться на рабочих местах. Диаметры стержней под нарезание метрической резьбы регламентированы ГОСТ 16093-2004.
| Диаметр стержня под нарезку с полем допуска | ||||||||||||||||||||||||||||
| 6g | 6e | 6e; 6g | Номинальный диаметр | Предельное отклонение | Предельное отклонение | Номинальный диаметр | Предельное отклонение | |||||||||||||||||||||
| 1,0 | 0,25 | 0,97 | 0,95 | — | — | — | ||||||||||||||||||||||
| 1,2 | 0,25 | 1,17 | — | — | — | |||||||||||||||||||||||
| 1,4 | 0,3 | 1,36 | — | — | — | |||||||||||||||||||||||
| 1,6 | 0,35 | 1,55 | — | — | — | |||||||||||||||||||||||
| 0,4* | -0,04 | — | — | 0,25 | -0,03 | — | — | 2,5 | 2,45 | 2,43 | -0,06 | — | ||||||||||||||||
| 0,5* | 2,92 | — | 0,35 | -0,03 | — | — | 4 | 3,94 | 3,92 | -0,08 | — | |||||||||||||||||
| 3,94 | 3,92 | -0,06 | — | |||||||||||||||||||||||||
| 0,8* | -0,07 | 4,88 | 4,92 | 0,5 | -0,04 | 4,89 | — | 6 | 5,92 | 5,89 | -0,10 | -0,20 | ||||||||||||||||
| 5,94 | 5,92 | -0,09 | — | |||||||||||||||||||||||||
| 5,94 | 5,92 | -0,06 | — | |||||||||||||||||||||||||
| 1,25* | -0,08 | 7,84 | 7,87 | 1 | -0,07 | 7,86 | 7,89 | 0,75 | -0,06 | 7,88 | — | 0,5 | -0,04 | 7,89 | — | 10 | 9,88 | 9,85 | -0,12 | -0,26 | ||||||||
| 9,92 | 9,89 | -0,10 | -0,20 | |||||||||||||||||||||||||
| 9,94 | 9,92 | -0,06 | — | |||||||||||||||||||||||||
| 9,94 | 9,92 | -0,09 | — | |||||||||||||||||||||||||
| 1,75* | -0,10 | 11,80 | 11,83 | 1,5 | -0,09 | 11,81 | 11,85 | 1,25 | -0,08 | 11,84 | 11,87 | 1 | -0,07 | 11,86 | 11,89 | 0,75 | -0,06 | 11,88 | — | 0,5 | -0,04 | 11,89 | — | 14 | 13,84 | 13,80 | -0,13 | -0,29 |
| 13,88 | 13,85 | -0,12 | -0,26 | |||||||||||||||||||||||||
| 13,92 | 13,89 | -0,10 | -0,20 | |||||||||||||||||||||||||
| 13,94 | 13,92 | -0,09 | — | |||||||||||||||||||||||||
| 13,94 | 13,92 | -0,06 | — | |||||||||||||||||||||||||
| 2* | -0,10 | 15,77 | 15,80 | 1,5 | -0,09 | 15,81 | 15,85 | 1 | -0,07 | 15,86 | 15,89 | 0,75 | -0,06 | 15,88 | — | 0,5 | -0,04 | 15,89 | — | 18 | 17,84 | 17,80 | -0,13 | -0,29 | ||||
| 17,88 | 17,85 | -0,12 | -0,26 | |||||||||||||||||||||||||
| 17,92 | 17,89 | -0,10 | -0,20 | |||||||||||||||||||||||||
| 17,94 | 17,94 | -0,06 | — | |||||||||||||||||||||||||
| 2,5* | -0,13 | 19,76 | 19,80 | 1,5 | -0,09 | 19,81 | 19,85 | 1 | -0,07 | 19,86 | 19,89 | 0,75 | -0,06 | 19,88 | — | 0,5 | 19,94 | -0,04 | 19,89 | -0,06 | — | — |
Стандартный шаг метрической резьбы обозначен (*)


Отправить ответ