
Для чего применяется рубка
§ 3. Инструмент и приспособления для рубки металла
Рубкой называется слесарная операция, при которой с помощью режущего инструмента (зубила) с заготовки или детали удаляют лишние слои металла или заготовку разрубают на части.
При современных способах обработки материала или заготовок рубка металла является подсобной операцией.
Рубку металла производят в тисках, на плите и на наковальне с помощью слесарного молотка, слесарного зубила, крейцмейселя, кузнечного зубила и кувалды.
Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения зубила во время операции. Горизонтальную рубку производят в тисках. При этом заднюю грань зубила устанавливают к плоскости губок тисков почти горизонтально, под углом не более 5°. Вертикальную рубку выполняют на плите или наковальне. Зубило устанавливают вертикально, а перерубаемый материал укладывают на плите горизонтально.
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800 г. Молотки насаживают на ручки из дерева твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400—600 г равна 350 мм, массой 800 г — 380—450 мм. Чтобы молоток во время работы не соскакивал, конец ручки, на который насажен молоток, расклинивают деревянными или металлическими клиньями толщиной 1—3 мм. Клинья ставят вдоль большой оси сечения ручки. Деревянные клинья ставят на клею, а металлические заершивают, чтобы они не выпадали.
Рабочую часть зубила и крейцмейселя— (5, в, г) закаливают на длину не менее 30 мм, а головку закаливают слабее лезвия (на длину около 15—25 мм), чтобы при ударе молотком она не крошилась и не трескалась.
Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют крейцмейсели длиной 150—175 мм с лезвием шириной 5—10 мм. Головки зубила и крейцмейселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали — 60°, для рубки латуни, меди и цинка —45°, для рубки очень мягких металлов (алюминия, свинца) — 35—45°.
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой. На 6 показано, как надо держать зубило при заточке и как проверять правильность заточки угла.
§ 4. Правила и приемы рубки металла
Производительность и чистота рубки металла зависят от правильных приемов работы. При рубке стоять надо устойчиво и прямо, вполоборота к тискам. Молоток полагается держать за ручку на расстоянии 15—20 мм от конца и наносить сильные удары по центру головки зубила. Смотреть следует на лезвие зубила, а не на его головку, в противном случае лезвие зубила пойдет неправильно. Зубило полагается держать на расстоянии 20—25 мм от головки.
Заготовки из листовой или сортовой стали можно обрубать в тисках по уровню губок или по рискам сверх уровня губок тисков.
При рубке по уровню губок тисков (8, а, б) заготовку зажимают прочно в тиски так, чтобы верхнее ребро выступало сверх губок на 3—4 мм и срубают первую стружку на всю длину заготовки. Затем заготовку переставляют в тисках, чтобы верхнее ребро выступало на 3—4 мм сверх уровня губок тисков, и срубают вторую стружку. Так последовательно обрубают изделие до требуемого размера.
При рубке сверх уровня губок тисков (8, в) по рискам заготовку зажимают в тиски, чтобы размеченная риска была сверх уровня губок тисков и параллельна им. Рубку производят по размеченным рискам последовательно, как и при рубке по уровню губок тисков. Лезвие зубила при рубке должно быть расположено под углом 45° к обрубаемому металлу, а головка приподнята кверху под углом 25—40°. При таком расположении зубила линия срубания будет ровцой и рубка будет производиться быстрее.
Большой слой металла на широкой плоскости заготовки срубают следующим образом: заготовку зажимают в тиски, зубилом обрубают фаску, крейцмейселем прорубают поперечные канавки, а затем зубилом срубают выступающие грани. При прорубании канавок крейцмейселем толщина стружки должна быть не более 1 мм, а при срубании выступающих граней зубилом — от 1 до 2 мм.
Полосовую сталь перерубают на плите или наковальне (9). Предварительно на обе стороны полосы мелом наносят линии переруба. Затем, уложив полосу на наковальню, устанавливают слесарное зубило вертикально на размеченной риске и сильными ударами слесарного молотка надрубают полосу на половину ее толщины. Потом полосу переворачивают, надрубают с другой стороны и отламывают отрубаемую часть.
Круглый металл перерубают таким же образом, с поворотом прутка после каждого удара. Надрубив пруток по всей окружности на достаточную глубину, отламывают отрубаемую часть.
Углеродистую и легированную конструкционную сталь толщиной до 20—25 мм можно перерубать в холодном состоянии на плите или наковальне с помощью кузнечных зубил (10, а, б) и кувалд (10, в, г). Для этого на -т*« ипи , Чвтыре стороны заготовки наносят мелом линии переруба. Затем укладывают металл на наковальне, устанавливают вертикально кузнечное зубило на линии разметки и сильными ударами кувалды надрубают металл по всей этой линии на требуемую глубину, постепенно переставляя зубило. Так же надрубают металл с другой стороны или со всех четырех сторон, после чего отламывают отрубаемую часть. Для ускорения и упрощения рубки применяют вспомогательный инструмент — нижиик (подсечку). Подсечку хвостовиком вставляют в квадратное отверстие наковальни, затем заготовку кладут на подсечку, а сверху устанавливают кузнечное зубило, как показано на 10, Д и кувалдой наносят удары по зубилу. Таким образом происходит одновременная рубка металла с двух сторон зубилом и подсечкой.
Чугунные трубы перерубают зубилом на деревянных подкладках. Сначала по окружности трубы мелом намечают линию переруба, а затем, подложив под трубу подкладки, за два-три прохода надрубают трубу зубилом по линии разметки (И, а), постепенно поворачивая ее. Проверив глубину прорубленной канавки, которая должна составлять не менее 7з толщины стенки трубы, легкими ударами молотка отделяют часть трубы. Зубило при работе нужно держать перпендикулярно к оси трубы (11, б). Торец трубы в месте переруба должен быть ровным, перпендикулярным к оси трубы и совпадать с намеченной линией переруба. Правильность Торца проверяют на глаз, а контролируют угольником.
§ 3. Механизмы и приспособления для рубки металла
Более производительной является механизированная рубка металла пневматическим молотком (12),работающим под действием сжатого воздуха давлением 5— 6 кгс/см2. Сжатый воздух подводится к молотку по шлангам от компрессора. Пневматический молоток состоит из цилиндра /), в который вставляют зубило, поршня /, двигающегося в цилиндре, и воздухораспределительного устройства. Благодаря воздухораспределительному устройству поршень получает поступательное и возвратное движение и быстро перемещается вперед и назад по цилиндру. При поступательном движении поршень ударяет по зубилу, которое разрубает металл. Молоток включают в работу нажатием курка 6. Рабочий держит молоток двумя руками и направляет зубило на место рубки.
Ручной винтовой пресс (13) применяют для перерубки чугунных канализационных труб диаметром 50 и 100 мм. Он состоит из сварной станины 2, двух боковых стоек 5, имеющих в верхней части шейки с резьбой, на которые надета траверса 6. Траверса прикреплена к стойкам гайками. На траверсе гайкой и винтом В нижней части стоек помещена нижняя неподвижная обойма со вставным нижним ножом, а в верхней части стоек — верхняя подвижная обойма 3 со вставным верхним ножом. Верхняя подвижная обойма скреплена с ходовым винтом накладкой 12 и болтами 4 и вместе с ними поднимается и опускается. Боковые стойки 5 являются направляющими для верхней обоймы. Снизу к плите станины приварен швеллер со стойками по концам. Этот швеллер является направляющим элементом при укладке трубы для перерубки.
Ножи крепятся к обоймам болтами. Внутренние диаметры лезвий ножей должны быть на 2 мм меньше наружных диаметров перерубаемых труб. Для каждого диаметра труб имеется пара ножей и пара катков, устанавливаемых на швеллере для подачи труб к ножам.
На прессе работают следующим образом. Сначала устанавливают ножи и катки в соответствии с диаметром перерубаемых труб. Подняв маховиком верхнюю обойму с ножом, укладывают трубу на катки так, чтобы линия переруба совпала с острием нижнего ножа. Затем резким рывком поворачивают маховик в обратную сторону, опуская при этом ходовой винт с верхним ножом. От резкого нажима нижнего и верхнего ножей на боковых сторонах трубы сначала появляется надрез, труба расклинивается и затем раскалывается са две части. Пресс обслуживает один рабочий.
Механизм ВМС-36А (14) для перерубки чугунных канализационных труб диаметром 50 и 100 мм работает по принципу приводного пресса. На сварной станине / механизма смонтирован редуктор с двумя головками 2. Одна головка предназначена для перерубки труб диаметром 50 мм, вторая—для труб диаметром 100 мм. Трубы перерубаются четырьмя подвижными ножами, вмонтированными в патроны головок механизма. Механизм включается в работу от электродвигателя мощностью 1,5 кВт, с частотой вращения 1420 об/мин. Запуск двигателя осуществляется ножной педалью.
Для перерубки труб вначале включают электродвигатель. Затем
берут заранее размеченную трубу и укладывают ее на опоры так, чтобы линия разметки на трубе совпала с лезвием ножа. После этого ногой нажимают на педаль. Ножи опускаются на трубу, которая от нажима ножей перерубается по линии разметки. После перерубки ножи возвращаются в исходное положение и работа головки автоматически прекращается. Время перерубки труб одного цикла составляет 3 с. Каждый из четырех ножей охватывает перерубаемую трубу на длине, равной четверти ее окружности. На 15 показаны плоскости режущих ножей, геометрия которых учитывает особенности перерубаемого материала, т. е. хрупкость чугуна. Для предупреждения разрушения и обеспечения гладкой и ровной поверхности реза перерубаемой трубы режущие грани ножей выполнены прерывистыми за счет прорезанных поперечных канавок. Радиус окружности, образуемой режущими гранями ножей, должен быть меньше наружного радиуса перерубаемой трубы. Угол заострения ножей 60°. Процесс рубки происходит следующим образом.
При сближении ножи в первый момент касаются трубы в восьми точках. При дальнейшем сближении они врезаются в трубу; образуются лунки, располагаемые по окружности. Около лунок возникают микротрещины, направленные от лунки к лунке и в глубь металла. В ходе процесса микротрещины сливаются и образуются бегущие трещины того же направления, которые опережают подачу ножей. Это приводит к тому, что один конец трубы отделяется от другого.
Ножами описанной конструкции можно отрезать от чугунных канализационных труб кольца длиной 20 мм.
При рубке во избежание ушибов и ранений необходимо соблюдать следующие меры предосторожности:
прочно насаживать молоток или кувалду на ручку;
надежно укреплять металл в тисках и при рубке на наковальне поддерживать отрубаемую часть заготовки;
применять ограждающие сетки при рубке твердого или хрупкого металла, чтобы отлетающие осколки не поранили работающего или находящегося вблизи человека;
работать исправным инструментом и на исправных станках;
при перерубке труб на прессе работать в рукавицах.
До перерубки труб необходимо проверить исправность механизма, электрооборудования и защитных ограждений.
Рубкой называется слесарная операция, при которой с помощью режущего инструмента (зубила, крейцмейселя или канавочника) и ударного инструмента (слесарного молотка) с. заготовки или детали удаляются лишние слои металла или заготовка разрубается на части.
Рубка производится в тех случаях, когда не требуется высокой точности обработки. Точность обработки, достигаемая при рубке, составляет 0,4—0,7 мм.
Рубка применяется для удаления (срубания) с заготовки больших неровностей (шероховатостей), снятия твердой корки, окалины, заусенцев, острых углов кромок на литых и штампованных деталях, для вырубания шпоночных пазов, смазочных канавок, для разделки трещин в деталях под сварку (разделка кромок), срубания головок заклепок при их удалении, вырубания отверстий в листовом материале.
Кроме того, рубка применяется тогда, когда необходимо от пруткового, полосового или листового материала отрубить какую-то часть.
Производится рубка в тисках, на плите или на наковальне. Заготовки и отливки мелких размеров при рубке закрепляются в стуловых тисках. Обрубка дефектов сварных швов и приливов в крупных деталях осуществляется на месте.
Рубка металла ручным зубилом — очень трудоемкая и тяжелая операция. Поэтому необходимо стремиться максимально ее механизировать.
Средствами механизации рубки металла являются: замена обрубки обработкой абразивным инструментом, а также замена ручного зубила пневматическим или электрическим рубильным молотком.
Приступая к рубке, слесарь должен подготовить свое рабочее место. Достав из верстачного ящика зубило и молоток, он располагает зубило на верстаке с левой стороны тисков режущей кромкой к себе, а молоток — с правой стороны тисков бойком, направленным к тискам.
Большое значение для рубки имеет правильное положение корпуса слесаря. При рубке надо стоять у тисков устойчиво, вполоборота к ним; корпус рабочего должен находиться левее оси тисков. Левую ногу выставлять на полшага вперед так, чтобы ось ступни располагалась под углом 70—75° по отношению к тискам. Правую ногу немного отставить назад, развернув ступню под углом 40—45° по отношению к оси тисков.
Молоток необходимо брать за рукоятку так, чтобы рука находилась на расстоянии 20—30 мм от конца рукоятки (рис. 32, а). Рукоятку обхватывают четырьмя пальцами и прижимают к ладони; при, этом большой палец накладывают на указательный и все пальцы крепко сжимают. Держать зубило, надо левой рукой, не сжимая сильно пальцы, на расстоянии 20— 30 мм от головки (рис. 32, б).
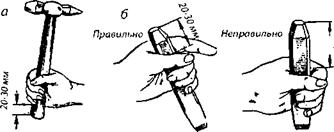
Рис. 32. Приемы держания инструмента при рубке
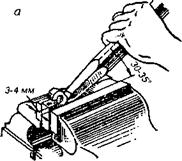

Рис. 33. Приемы рубки: а — по уровню губки тисков; 6 — по разметочным рискам; в — при малом угле наклона зубила; г — при большом угле наклона зубила
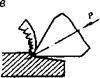 В процессе рубки зубило должно направляться под углом 30—35° по отношению к обрабатываемой поверхности (рис. рис. 33, а). При меньшем угле наклона оно будет скользить, а не резать (рис. 33, б), а при большем — излишне углубляться в металл и давать большие неровности обработки (рис. 33, г).
В процессе рубки зубило должно направляться под углом 30—35° по отношению к обрабатываемой поверхности (рис. рис. 33, а). При меньшем угле наклона оно будет скользить, а не резать (рис. 33, б), а при большем — излишне углубляться в металл и давать большие неровности обработки (рис. 33, г).
Существенное значение для процесса ручной рубки в тисках имеет также правильная установка зубила по отношению к вертикальной плоскости неподвижной губки тисков. Нормальной установкой режущей кромки зубила следует считать угол 40—45° (рис. 34, а). При меньшем угле площадь среза увеличивается, рубка становится тяжелее, и процесс ее замедляется (рис. 34, б). При большем угле стружка, завиваясь,
Создает дополнительное сопротивление срезу, поверхность среза получается грубой и рваной; возможно смещение заготовки в тисках (рис. 34, в).
Рис. 34. Установка зубила в рабочее положение по отношению к губкам тисков
 Качество рубки зависит от вида замаха и удара молотком. Различают удар кистевой, локтевой и плечевой. При кистевом замахе удары молотком производятся силой кисти руки. Таким ударом пользуются при легкой работе для снятия тонких стружек или при удалении небольших неровностей. При локтевом ударе рука изгибается в локте, удар получается более сильным. Локтевой удар применяют при обычной рубке, когда приходится снимать слой металла средней толщины, или при прорубании пазов и канавок. При плечевом ударе замах получается наибольшим, а удар — самым сильным. К плечевому удару прибегают при рубке толстого металла, при удалении больших слоев за один проход, разрубании металла и обработке больших плоскостей.
Качество рубки зависит от вида замаха и удара молотком. Различают удар кистевой, локтевой и плечевой. При кистевом замахе удары молотком производятся силой кисти руки. Таким ударом пользуются при легкой работе для снятия тонких стружек или при удалении небольших неровностей. При локтевом ударе рука изгибается в локте, удар получается более сильным. Локтевой удар применяют при обычной рубке, когда приходится снимать слой металла средней толщины, или при прорубании пазов и канавок. При плечевом ударе замах получается наибольшим, а удар — самым сильным. К плечевому удару прибегают при рубке толстого металла, при удалении больших слоев за один проход, разрубании металла и обработке больших плоскостей.
При рубке с применением кистевого удара делают в среднем 40—50 ударов в минуту; при более тяжелой работе и плечевом ударе темп рубки снижается до 30—35 ударов в минуту.
Удар молотка по зубилу должен быть как можно более точным. Нужно, чтобы центр бойка молотка попадал в центр головки зубила, а рукоятка молотка с зубилом образовывали прямой угол. Рубить можно только остро заточенным зубилом; тупое зубило соскальзывает с поверхности, рука от этого быстро устает и в результате теряется правильность удара.
Размеры снимаемой зубилом стружки зависят от физической силы работающего, размеров зубила, веса молотка и твердости обрабатываемого металла. Наиболее производительной считается рубка, при которой за один проход снимается слой металла толщиной 1,5—2 мм. При снятии слоя большей толщины слесарь быстро утомляется, а поверхность рубки получается нечистой.
Рубку хрупких металлов (чугун, бронза) следует производить от края к середине заготовки, чтобы избежать откалывания края детали. При рубке вязких металлов (мягкая сталь, медь, латунь) режущую кромку зубила рекомендуется периодически смачивать машинным маслом или мыльной эмульсией.
Рубку в тисках можно выполнять по уровню губок тисков либо выше этого уровня — по размеченным рискам. По уровню губок тисков чаще всего рубят тонкий металл, а выше уровня — широкие поверхности заготовки.
При обрубании широких поверхностей для сокращения времени следует пользоваться крейцмей — селем и зубилом. Сначала крейцмейселем прорубают канавки, а затем срубают зубилом образовавшиеся выступы.
Чтобы правильно выполнять рубку, нужно хорошо владеть зубилом и молотком, т. е. правильно держать зубило и молоток, без промахов и правильно производить замахи и удары молотком по головке зубила.
Nbsp; Министерство образования Республики Башкортостан Государственное автономное профессиональное образовательное учреждение Уфимский топливно-энергетический колледж Агидельский филиал Специальность 13.02.03. Реферат на тему:
Резка металла
Проверил:
__________ Абубакиров Х.Ф
 |
Содержание
2. Рубка металла
3. Современный инструмент
4. Правила и приемы рубки металла
5. Правила безопасности
7. Список использованной литературы
Введение
Рубкой называется операция по снятию с заготовки слоя материала, а также разрубание металла (листового, полосового, профильного) на части режущими инструментами (зубилом, крейц-мейселем или канавочником при помощи молотка). Точность обработки при рубке не превышает 0,7 мм. В современном машиностроении к процессу рубки металла прибегают лишь в тех случаях, когда заготовка по тем или иным причинам не может бытьобработана на металлорежущих станках.
Рубкой выполняют следующие работы: удаление лишних слоев материала с поверхностей заготовок (обрубка литья, сварных швов, прорубание кромок под сварку и пр.); обрубку кромок и заусенцев на кованых и литых заготовках; разрубание на части листового материала; вырубку отверстий в листовом материале; прорубание смазочных канавок и др.
Производится рубка в тисках на плите или на наковальне. Заготовки больших размеров при рубке закрепляют в стуловых тисках. Обрубка литья, сварных швов и приливов в крупных деталях осуществляется на месте. Ручная рубка весьма тяжелая и трудоемкая операция, поэтому необходимо стремиться максимально ее механизировать.
2.
 |
Рубка металла
 |
Рубку металла применяют для разделения заготовки на части, удаления лишнего металла, вырубания в деталях пазов, канавок и др. Рубка осуществляется с помощью зубила, крейцмейселя и молотка.
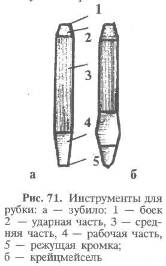
Зубило представляет собой стальной стержень, имеющий режущую кромку в форме клина (рис. 71). Угол заострения зубила β при рубке стальных заготовок должен быть равен 60°, а при рубке цветных металлов – 35. 45°.
Крейцмейсель – это узкое зубило, предназначенное для вырубания узких канавок, пазов и т. д. (рис. 71, б).
При рубке заготовок стоять нужно прямо, слегка развернув корпус тела относительно тисков, правое плечо должно находится против бойка зубила. Зубило держат так, чтобы ударная часть выступала из кисти левой руки на 15 . 30 мм.
В зависимости от твердости и толщины обрабатываемой заготовки сила удара молотком по зубилу должна быть различной.
Кистевой удар применяют для снятия небольших неровностей и тонких стружек. При кистевом ударе молоток перемещается за счет движения кисти руки (рис. 72, а).
При локтевом ударе рука сгибается в локте и удар становится сильнее (рис. 72, б). Локтевым ударом срубают лишний металл и разделяют заготовки на части.
 |
Плечевой удар используют для срубания толстых стружек, разрубания прутков и полос большой толщины (рис. 72, в).

Заготовки рубят в тисках и на плите. Прирубке в тисках заготовку закрепляют таким образом, чтобы разметочная риска находилась ниже уровня губок на 1,5. 2 мм. В этом случае после обработки на заготовке остается припуск на опиливание кромок. Режущую кромку зубила устанавливают на поверхность губок под углом 30. 40° к плоскости резания (рис. 72, г). Угол наклона зубила к кромкам губок должен составлять 45. 60°.
При рубке на плите зубило устанавливают вертикально (рис. 72, в) на разметочную риску и наносят удары. После нанесения первого удара зубило устанавливают так, чтобы половина его режущей кромки находилась в уже прорубленной лунке, а половина – на разметочной риске, и наносят второй удар. При таком перемещении зубила по разметочной риске облегчается его установка в правильное положение и обеспечивается получение непрерывного надреза.
Если толщина заготовки не больше 2 мм, то металл разрубают с одной стороны, а с другой стороны подкладывают пластину из мягкой стали, чтобы не затупить зубило о плиту. Если толщина заготовки более 2 мм, то разметочную
риску наносят с двух сторон. Сначала прорубают лист с одной стороны,
 примерно на половину его толщины, а затем переворачивают его и разрубают окончательно.
примерно на половину его толщины, а затем переворачивают его и разрубают окончательно.
При вырубании из листового металла заготовок сложной формы первоначально на расстоянии 1. 2 мм от разметочных линий легкими кистевыми ударами по зубилу прорубают неглубокую канавку. Затем мощными локтевыми ударами рубят заготовку по намеченной канавке, пока на ее противоположной стороне не проявится вырубаемый контур. После этого лист переворачивают и окончательно вырубают заготовку.
На предприятиях рубку выполняют слесари с помощью пневматических и электрических молотков. Заготовки из листового металла вырубают штамповщики на прессах и специальных штампах. Для обработки заготовок из высокопрочных сталей применяют плазменную и лазерную резку.металл рубка зубило крейцмейсель
Рубку металла производят в тисках, на плите и на наковальне с помощью слесарного молотка, слесарного зубила, крейцмейселя, кузнечного зубила и кувалды.
Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения зубила во время операции. Горизонтальную рубку производят в тисках. При этом заднюю грань зубила устанавливают к плоскости губок тисков почти горизонтально, под углом не более 5°. Вертикальную рубку выполняют на плите или наковальне. Зубило устанавливают вертикально, а перерубаемый материал укладывают на плите горизонтально.
3. Современный инструмент
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800 г. Молотки насаживают на ручки из дерева твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400-600 г равна 350 мм, массой 800 г – 380-450 мм. Чтобы молоток во время работы не соскакивал, конец ручки, на который насажен молоток, расклинивают деревянными или металлическими клиньями толщиной 1-3 мм. Клинья ставят вдоль большой оси сечения ручки. Деревянные клинья ставят на клею, а металлические заершивают, чтобы они не выпадали.
Рабочую часть зубила и крейцмейселя — (5, в, г) закаливают на длину не менее 30 мм, а головку закаливают слабее лезвия (на длину около 15-25 мм), чтобы при ударе молотком она не крошилась и не трескалась.
Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют крейцмейсели длиной 150-175 мм с лезвием шириной 5-10 мм. Головки зубила и крейцмейселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали – 60°, для рубки латуни, меди и цинка -45°, для рубки очень мягких металлов (алюминия, свинца) – 35-45°.
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой. На 6 показано, как надо держать зубило при заточке и как проверять правильность заточки угла.
Правила и приемы рубки металла
Производительность и чистота рубки металла зависят от правильных приемов работы. При рубке стоять надо устойчиво и прямо, вполоборота к тискам. Молоток полагается держать за ручку на расстоянии 15-20 мм от конца и наносить сильные удары по центру головки зубила. Смотреть следует на лезвие зубила, а не на его головку, в противном случае лезвие зубила пойдет неправильно. Зубило полагается держать на расстоянии 20-25 мм от головки.
Правила безопасности
1. Рубку выполнять только в защитных очках и при установленном защитном экране.
2. Надежно закреплять заготовку в тисках.
3. Работать исправным инструментом.
4. Нельзя стоять за спиной работающего товарища.
5. При окончании работы уменьшать силу удара.
3. Инструмент и приспособления для рубки металла
Рубкой называется слесарная операция, при которой с помощью режущего инструмента (зубила) с заготовки или детали удаляют лишние слои металла или заготовку разрубают на части.
При современных способах обработки материала или заготовок рубка металла является подсобной операцией.
Размещено на Allbest
| |
Заключение
При современных способах обработки материала или заготовок рубка металла является подсобной операцией. Она применяется в тех случаях, когда нужно при невысокой точности обработки ручным инструментом разделить металл на части для заготовок, снять толстый слой металла, устранить неровности и приливы на поковках и отливках, снять твердую корку, прорубить канавку.
| |
Список использованной литературы
1. Крупицкий Э.И. Справочник молодого слесаря. — М.: «Высшая школа», 1966.
2. Макиенко Н.И. Слесарное дело. — М.: «Высшая школа», 1968, 400 с.
3. Рычин С.А. Клепка, рубка и чеканка. Судпромгиз, 1956.
 |
Дата добавления: 2018-06-01 ; просмотров: 902 ; ЗАКАЗАТЬ РАБОТУ


Отправить ответ