
Гальваника что это такое
Содержание:
- 1 Для чего гальванизируют металл
- 2 Методы гальваники
- 3 Процесс гальванического покрытия металла
- 4 Используемые материалы и оборудование
- 5 Виды гальванических покрытий
- 6 Принцип
- 7 Методы
- 8 Виды покрытий
- 9 Подготовительный этап
- 10 Виды обработки деталей
- 11 Как реализуется процесс
- 12 Особенности процесса
- 13 Толщина слоя
- 14 Обработка готового изделия
- 15 Контроль качества
- 16 Преимущества
- 17 Оборудование и самодельные устройства
- 18 Электролитическая гальванопластика
- 19 Металлизация неметаллических предметов, способы и советы
- 20 Копируем старинную монету при помощи гальванопластики
Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.

Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
- Придание поверхностному слою защитных функций. Как вариант – никелирование.
- В целях улучшения декоративности предметов. Например, хромирование.
- Для получения копий деталей, отличающихся сложностью рельефа поверхности.
- Нашло широкое применение гальваническое цинкование продукции. Проводится оно с трубопрокатными, кровельными и строительными конструкциями. Это придает им устойчивость в условиях повышенной влажности.
- В ювелирном деле. Поверхностный слой украшений насыщается золотом и серебром. При этом не только улучшаются декоративные качества продукции, но и верхний слой золотых изделий увеличивает свою твердость в 2 раза.
Процесс гальванизации металлов отличается характерной особенностью. На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
Методы гальваники
Процесс образования защитной пленки другим металлом осуществляется двумя методами:
- Гальваническое катодное напыление. Такая технология покрытия металла отличается тем, что при небольшом ее нарушении происходит быстрая коррозия основного изделия. Этому процессу способствует сам поверхностный слой. В качестве примера можно привести лужение оловом.
- Гальваническое анодное нанесение. Относится к надежным гальваническим покрытиям. При возникновении угрозы коррозии в первую очередь начинаются разрушения в поверхностном слое. Основной металл длительное время сохраняет первоначальную форму. При этом он надежно защищен не только от внешней среды, но и от механических воздействий.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
При проведении процесса гальванической операции существует понятие совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях это процесс идет замедленно. Но существуют пары, которые нельзя соединять вместе.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | — | + | — | — | — | — | — | + | — | + |
| Бронза | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Дюраль | + | — | + | — | — | — | — | — | + | — | + |
| Латунь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Медь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Никель | — | + | — | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | — | Пайка | — | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | — | Пайка | — | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | — | + | — | — | + | + | + | + | + | + |
| Хром | — | + | — | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | — | + | — | — | + | + | + | + | + | + |
Используемые материалы и оборудование
Для всех видов гальванизации металла применяется однотипное гальваническое оборудование. Емкость, куда погружаются изделия из металла, называется ванной. Различие наблюдается только в разновидности электролита.
Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
- Крупные. Рассчитаны на крупногабаритные изделия.
- Средние. В них нет возможности поместить большое изделие. При этом они остаются наиболее востребованными в условиях средних масштабов производства.
- Мелкие. В них можно проводить гальванизацию только мелких деталей.
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.

Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | — | — |
| Цианистый калий | — | — | 70 | 100 |
| Углекислый натрий | 10 | 10 | — | — |
| Углекислый калий | — | — | 10 | 25 |
| Гипосульфит натрия | — | — | 0,4 | 0,5 |
| Аммиак водный, мл/л | — | — | 1-2 | 2 |
| Едкий калий | — | — | — | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Такой параметр имеет важное значение во время работы. При низкой величине плотности осадка вообще не образуется. Слишком большая его величина приводит к образованию порошкового отложения. Поэтому гальванический процесс требует контроля этого показателя.
Виды гальванических покрытий
Процессы гальванического нанесения покрытия на металл отличаются своими особенностями в зависимости от применяемого материала. К видам гальванических покрытий относятся:
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
При проведении цинкования металлическая поверхность покрывается слоем цинка. Образующаяся гальваническая пара хорошо работает в агрессивной среде. Продолжительность эксплуатации такого изделия зависит от времени разрушения цинка. До этих пор расположенный внутри металл не будет подвергаться коррозии.
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Гальваническое покрытие металлических изделий проводится не только в промышленных масштабах. Домашние условия тоже позволяют заняться этим видом деятельности. Если у кого-то есть опыт проведения таких мероприятий, большая просьба поделиться им в комментариях к этой статье.

Гальваническое покрытие – это химический метод нанесения металлической пленки для защиты изделий и придания им дополнительных характеристик: устойчивости к коррозии, твердости, износостойкости, декоративности и т. д. В дополнительной защите нуждается любое металлическое изделие, гальванической изоляцией покрывают даже алюминиевые детали.
Принцип
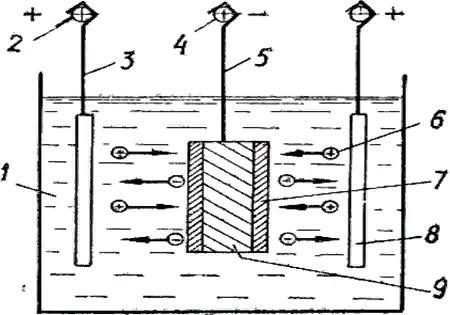
Схема, по которой реализуется гальваническое покрытие металла, довольно проста. В нее входит изделие, на которое наносится защитное покрытие, емкость с раствором электролита, куда помещается изделие. Третьим участником процесса является металлическая пластина, на которую подается положительный заряд тока, она выполняет функции анода, помещенное в раствор изделие становится катодом, куда подается отрицательный заряд.
При замыкании электрической сети металл анода (пластины) растворяется в электролите и под действием тока устремляется к отрицательно заряженному изделию (катоду), тем самым создавая прочное покрытие. Электролит является проводящим раствором для перемещения металлов с анода на катод. Размер емкостей (ванн) с электролитом бывает разным, в зависимости от производственных задач.
Изделия больших размеров размещают на подвесах, через которые пропускают отрицательный заряд, конструкция удерживается на весу в объеме ванной. Мелкие изделия получают гальваническое покрытие в ваннах барабанного типа, где одновременно гальванизируется большое количество продукции. В этом случае отрицательный заряд подается на барабан, вращающийся в емкости с электролитом, куда заведен анод.
Существуют колокольные наливные ванны, где гальваническое покрытие одновременно наносится на большое количество очень мелких деталей, например на метизы. В емкости засыпают продукцию, заливают электролитный состав и устанавливают анод. Ваннам придается медленное вращение, в процессе которого изделия равномерно покрываются защитным металлом.
Методы
Гальванический метод покрытия изделий позволяет создать стойкое защитное покрытие на металлах, изолируя детали от агрессивного воздействия рабочих сред. Изоляция может быть создана из различных металлов, нанесение осуществляется анодным и катодным напылением.
Катодное покрытие характеризуется тем, что при малейшем нарушении целостности нанесенного слоя металл под ним разрушается более интенсивно, чему способствует сама технология покрытия. Примером быстрой эрозии служат изделия из луженого металла, где изоляционным слоем служит олово.

Анодное нанесение гальванических покрытий имеет иные характеристики. При возникновении условий угрозы коррозии разрушению подвергается гальваническая изоляция, металл длительное время остается нетронутым. Анодированные изделия надежно защищены от агрессивных сред, механических повреждений. Наиболее распространенный вид изоляции – цинкование. Метод позволяет сохранить все характеристики обрабатываемого изделия, его внешний вид, форму и размеры.
Гальванические покрытия разделяются на несколько видов в зависимости от целей применения изделия:
- Защитно-декоративные. Целью нанесения является получение высоких эстетических характеристик и защита продукции от разрушающих факторов.
- Защитные. Изолируют металлические детали от действия агрессивных сред, механических повреждений.
- Специального назначения. Гальваническое покрытие наносится для получения новых свойств – повышенной износостойкости, увеличения характеристик твердости, получения магнитных, электроизоляционных свойств готового изделия. В некоторых случаях гальванизацию используют для восстановления первоначального вида изделия или после длительной эксплуатации.
Виды покрытий
Гальванический способ покрытия реализуется нанесением различных металлов на изделие, каждый из них имеет свои особенности и цели в дальнейшей эксплуатации детали или предмета:
- Серебрение – увеличивает эстетическую ценность, защищает от коррозии, улучшает отражающие, токопроводящие характеристики. Вид нанесения востребован при производстве статических реле, контакторов, электромагнитных реле, электромагнитных пускателей, микросхем и другой электронной продукции.
- Никелирование – наиболее востребованное гальваническое покрытие стали, медных и алюминиевых изделий. Никелевый слой надежно защищает изделия или детали машин от ржавчины, образующейся под воздействием внешней среды, а также от видов коррозии, возникающих вследствие загрязнения агрессивными средами рабочей среды – щелочами, кислотами, солями. Никелированные изделия демонстрируют высокую устойчивость к сильным механическим повреждениям, истиранию.
- Хромирование – увеличивает износостойкость, твердость анодированных поверхностей, позволяет улучшить внешний вид, восстановить поврежденные детали до первоначальных параметров. В зависимости от изменений технологического режима получают гальваническое покрытие с различными параметрами и свойствами – серое матовое (увеличение твердости, но низкая износоустойчивость), блестящее (высокие показатели износостойкости, твердости), молочное пластичное (эстетичность, высокая степень антикоррозионной защиты, низкая твердость), цинкование – антикоррозионная обработка цельных стальных листов, частей автомобилей, строительно-отделочных материалов.

- Гальваническое золотое покрытие – используется в ювелирном деле, электронной промышленности и других сферах. Слой золота придает деталям высокие отражающие свойства, эстетичность, защиту от коррозии, повышает токопроводящие качества.
- Омеднение – часто используется для покрытия металла в целях защиты от коррозии, медь повышает токопроводящие качества, металл с таким покрытием часто используются для производства электропроводников, эксплуатируемых на открытом воздухе.
- Латунирование – используется для защиты от коррозионного повреждения сталей, алюминия и сплавов. Слой латуни обеспечивает необходимую адгезию металлических деталей с резиной.
- Родирование – специальное покрытие, наносимое для придания деталям высокой устойчивости в химических агрессивных средах, получения дополнительной механической износоустойчивости. Также покрытие родием придает изделиям декоративность, бережет серебряные предметы от окисления, тусклости.
Регуляция качества и технологических процессов гальванического покрытия происходит с помощью ГОСТ 9.301-78.
Подготовительный этап
Нанесение гальванического покрытия – это многоуровневый технологический процесс, реализуемый в три основных этапа (подготовка, нанесение покрытия, заключительная обработка готового изделия).
Подготовка поверхностей для дальнейшей гальванизации – наиболее трудоемкий и ответственный этап всего процесса. От правильности и достаточности его проведения зависит качество полученного защитного покрытия. При наличии на поверхности металла малейших следов жира и оксидной пленки получение однородной сплошной защитной пленки будет невозможно – покрытие не сможет проникнуть в слои основного металла, могут образоваться пузыри, разрывы и т. д.

Дефекты могут возникнуть на местах, где остались заусенцы, неровности поверхности, в местах плохо отшлифованных спаев, недостаточно очищенных от пыли местах. Гальваническое покрытие требует низкой шероховатости поверхности, тщательного очищения после шлифовки и обязательной обработки обезжиривающими средствами.
Виды обработки деталей
Механическая обработка и достижение идеальной гладкости металлических деталей достигается в домашних условиях шлифованием поверхности наждачной бумагой и другими абразивами, в промышленных масштабах используются пескоструйные, химические, автоматизированные методы достижения результатов. На подготовительном этапе проводят изоляцию деталей или отдельных мест, не подлежащих гальванизации.
В зависимости от вида наносимого металла проводят различную подготовку. Перед цинкованием или кадмированием поверхность защищаемой детали обезжиривают и протравливают. Хромирование и никелирование предваряют механической шлифовкой, обезжириванием, удалением оксидной пленки. Обезжиривание проводится в два этапа – стартовые работы и полное обезжиривание.

Предварительно детали промывают растворителями – уайт-спиритом, бензином, специальными органическими смесями и т. д. Окончательную обработку реализуют при помощи щелочных растворов или электрохимическим методом. После чего детали промывают горячей водой, проводят активацию и легкое протравливание металла для удаления мельчайших пленок окислов, что улучшает адгезию поверхности детали с гальваническим покрытием металла.
Как реализуется процесс
Осаждение защитного слоя металла на изделиях проводится при помощи специального оборудования. Различия нанесения видов гальваники отражены в рецептуре используемого электролита.
Гальванический метод покрытия металлов и других материалов происходит следующим образом:
- Гальванические ванны заполняются электролитическим раствором. В них помещают аноды и обрабатываемые изделия. Размер и вид ванны зависят от величины деталей, требующих покрытия.
- Нагревательное устройство доводит температуру электролитического состава до нужного технологически обоснованного значения.
- В конструкцию подается ток от источника, оснащенного регулятором напряжения.
- Процесс гальванического покрытия занимает определенное время, его величина обуславливается размером детали, достижением необходимой толщины защитного слоя.
Особенности процесса
В некоторых случаях при гальваническом методе покрытия обрабатываемые детали навешивают на катодную штангу, расположенную в ванной, а на анодной штанге размещают пластины металла, который будет покрывать изделия. Для получения определенных характеристик покрытия в электролит могут вводиться соли металлов, органические соединения, блескообразователи и т. д.
Для ускорения процесса перенесения металлов электролит перемешивают, что дает возможность применять большую плотность тока. Реверсирование направления тока позволяет получать гладкую поверхность.

Точное время длительности гальванического процесса покрытия устанавливается опытным путем – нанесением защитного слоя на деталь, измерением толщины получаемого слоя за определенный отрезок времени при заданных условиях технологического процесса. Особое внимание на этапе приладки уделяют толщине слоя в углублениях и полостях обрабатываемой опытной детали.
Толщина слоя
Толщина гальванического покрытия определяется согласно данным о средних толщинах наносимого слоя, зависит от условий, в которых будет эксплуатироваться деталь. Они делятся на группы:
- Легкие условия (ЛС) – детали используются в закрытых отапливаемых помещениях с относительно сухой атмосферой, или изделие будет эксплуатироваться в течение непродолжительного срока во внешней среде, где нет активных коррозионных агентов. Толщина однослойного покрытия составляет около 7 мк, многослойного – 15 мк.
- Средние условия (СС) – детали будут использоваться в среде со средней влажностью, загрязнением, небольшими количествами топливных, промышленных выбросов или испарений морской воды. Толщина однослойного покрытия составляет 15 мк, многослойного – 30 мк.
- Жесткие условия (ЖС) – предусматривают эксплуатацию деталей в условиях высокой влажности, повышенного уровня загрязнений промышленными газами, отходами топлива, твердыми веществами, пылью. Толщина однослойного покрытия – 30 мк, многослойного – 45.

Данные о толщине гальванического покрытия деталей одним слоем содержит ГОСТ 2249-43. Сюда относятся цинковые покрытия. Контролирует многослойное нанесение гальванического покрытия ГОСТ 3002-45 (никелевые покрытия). Толщина слоя может быть изменена по конструктивным требованиям или в тех случаях, когда обрабатываемая деталь рассчитана на короткий срок эксплуатации. Срок службы цинкования – до 5 лет, для остальных видов покрытий – до 3 лет.
Обработка готового изделия
Гальваническое покрытие деталей завершается этапом дополнительной обработки. В этом процессе реализуются следующие операции:
- Осветление.
- Окраска лакокрасочными составами.
- Пассивирование.
- Обезводороживание.
- Промасливание или полировка.
- Выполнение серебрения составами против тусклости.
Осветление и пассивирование повышают антикоррозионные свойства оцинкованных изделий и кадмиевых покрытий. Процесс пассивирования – это погружение изделий в специальный раствор, образующий на поверхности детали защитную пленку толщиной до 1 мкм.
Изделия из стали, меди с гальваническим покрытием дополнительно обрабатывают маслами – промасливают. Это делается в целях улучшения защитных качеств металлической изоляции и способствует повышению антикоррозионной устойчивости.

Контроль качества
Требования к качеству гальванического покрытия зависят от условий эксплуатации обработанного изделия. Для оценки нанесения используются такие виды контроля:
- Оценка внешнего вида детали путем визуального осмотра, сравнения с эталонными образцами (чистота поверхности, цвет, наличие или отсутствие блеска).
- Определение толщины гальванического покрытия и пористость производится в лабораторных условиях (измерение).
- Устойчивость к коррозии согласно ТУ или ГОСТ (испытание).
- Механическая, физическая устойчивость (отражательные свойства, пластичность, износостойкость, электрическое и температурное сопротивление, твердость и пр.)
Преимущества
К преимуществам данного метода защиты металлических изделий относятся:
- Высокие антикоррозионные качества.
- Стойкость к механическим и физическим повреждениям.
- Сопротивляемость агрессивным средам природного и промышленного происхождения.
- Низкая пористость покрытия.
- Твердость, износостойкость.
- Возможность регулировать толщину наносимого покрытия в процессе нанесения.
К недостаткам метода относится большой расход электроэнергии, экологические угрозы, высокая стоимость очистных мероприятий.
Гальванопластика — электрохимический способ копирования (получение точных копий изделий). Широко используется в технике при изготовлении матриц в полиграфии, пресс-форм для прессования грампластинок и т. п. Этим способом изготовляют металлические сетки, ювелирные изделия, копии скульптур, гравюр, детали сложной конфигурации. Способ отличается исключительно высокой точностью воспроизведения рельефа изделия.
Гальваностегия — электрохимический процесс покрытия одного металла другим, более устойчивым в механическом и химическом отношении, например стальные детали покрывают хромом, никелем, медные — никелем, серебром или другими металлами.
В принципе гальванопластика не отличается от гальваностегии. Однако гальваностегические и гальванопластические процессы имеют свои особенности и отличаются прежде всего методами подготовки поверхности перед осаждением на нее металла.
В гальваностегии поверхность подготавливается так, чтобы покрытие прочно держалось на ней. В гальванопластике, наоборот, покрытие должно легко отделяться. Поэтому в последнем случае уделяется большое внимание нанесению токопроводящих слоев (в случае покрытия непроводников) и разделительных слоев (если копия получается с металла).
Далее, в то время как для гальваностегических покрытий используют многие металлы и сплавы (серебро, цинк, олово, никель, медь, хром и их сплавы), в гальванопластике обычно применяют лишь отложения меди, никеля и серебра и значительно реже — других металлов. В связи с тем, что гальванопластические отложения отличаются от гальваностегических значительно большей толщиной, составы электролитов и режимы, применяемые в гальванопластике, также несколько отличаются от принятых в Гальваностегии.
В гальванопластике металл обычно наращивают не на металл, а на тонкий токопроводящий слой, нанесенный на поверхность непроводника, или на разделительный, плохо проводящий слой, нанесенный на металл, поэтому в технологический процесс вводят дополнительную по сравнению с гальваностегией операцию «затяжки» металлом — первичное наращивание металла на токопроводящий слой до полного закрытия его. Составы электролитов для ванн затяжки и режим работы несколько отличаются от обычных.
Оборудование и самодельные устройства
Оборудование для гальваностегии ничем не отличается от оборудования, применяемого для гальванопластики. В качестве гальванической ванны может быть использована любая стеклянная байка такого размера, чтобы покрываемый металлом предмет свободно в ней размещался и при этом не находился слишком близко от анодных пластин.

Рис. 1. Гальваническая ванна в четырехугольной банке.
Удобнее всего пользоваться четырехугольными стеклянными баньками (рис. 1).
Из толстой медной проволоки или трубок делают поперечные пере-!кладины, из которых две (а) служат для подвешивания никелевых или медных пластин — а н од о в, а третья (б)-для никелируемых или Омедняемых предметов.

Рис. 2. Гальваническая ванна в круглой банке.
В круглой банке анодную пластину приходится сгибать в виде цилиндра (с) (рис. 2).
Покрываемые предметы подвешивают на медных проволоках. Анодных пластин должно быть две. Важно, чтобы покрываемые предметы были обращены к анодам своими наибольшими площадями и находились с ними примерно в Параллельных плоскостях.
Перекладины, к которым подвешиваются аноды и покрываемые предметы, необходимо снабдить клеммами для удoбcтвa и надежности соединения (см. рис. 3). Проволоки, которыми прикреплен анод к перекладине, должны находиться выше уровня Электролита, особенно если они сделаны из другого металла.
Анодные пластины включаются Между собой параллельно и присоединяются обязательно к клемме «плюс» источника тока аккумулятора или выпрямителя).
Аноды должны быть тщательно очищены от окислов, грязи и обезжирены, так же как и предметы, предназначенные для покрытия металлом.
Важным условием успешного никелирования и меднения является чистота. Если в электролите появилась легкая муть или образовался осадок, электролит необходимо профильтровать.
На рис. 3 показана схема включения гальванической ванны. В качестве источника можно использовать автомобильный аккумулятор или выпрямитель (напряжением 6-12 В), питающийся от сети переменного тока напряжением 127-220 В. К схеме необходимо подключать вольтметр и амперметр. Если поверхность покрываемого предмета менее 2 дм^2, можно использовать миллиамперметр на 500 мА.
Сопротивление реостата должно быть порядка 8-10 Ом, чтобы можно было изменять ток в пределах долей ампера.
При сборке электрической цепи ванны очень важно не спутать полюсы у аккумулятора или выпрямителя, так как анодные пластины должны быть обязательно подключены к положительному полюсу, а деталь (предмет) — к отрицательному. При неправильном включении будет «растворяться» металл детали или предмета, что приведет к порче электролита.
Ровное плотное покрытие предмета никелем или медью зависит от величины электрического тока, не превосходящей известного предела и зависящей от площади поверхности предмета.
Например, если норма плотности тока равна 0,5 А на 1 дм^2 и предмет имеет общую поверхность около 0,5 дм^2, то ток не должен превышать 0,5 X 0,5 = 0,25 А. При большем токе никель или медь будут откладываться темным, непрочным, легко отделяющимся слоем. Если предмет имеет заостренные части, плотность тока следует уменьшить в 2-3 раза.
Предметы погружают в ванну под напряжением. Для этого их сначала подвешивают на медных голых проводниках диаметром 0,8-1 мм к перекладине (медная трубка), подключают к источнику электрического тока (при этом реостат включают на полное сопротивление) и опускают в ванну с электролитом. Затем, уменьшая сопротивление реостата, доводят ток до нормы.

Рис. 3. Схема включения гальванической ванны в электрическую цепь.
Во время гальванизации деталь или предмет два-три раза вынимают из ванны на короткое время и осматривают. Если металл откладывается неравномерно, изменяют положение предмета, повернув его к аноду той стороной, на которой слой металла получается тоньше.
При правильном процессе никелирования никель откладывается матовым, повсюду ровным, серебристым слоем. Появление темных пятен свидетельствует о плохом обезжиривании. Тонкий слой металла откладывается на детали или предмете за 20-30 мин, толстый слой — за несколько часов.
Предмет, вынутый из ванны, как бы хорошо он ни был предварительно отполирован, имеет матовую поверхность. Для придания блеска его полируют тончайшим мелом (зубным порошком) при помощи суконки. Можно также полировать крокусом, но очень осторожно, чтобы не повредить слой никеля.
Примечание. В любительских конструкциях широко применяется алюминий. Анодирование можно выполнять переменным током 12- 24 В. Деталь (лист) полируют до зеркального блеска, протирают ацетоном и химически обезжиривают в растворе едкого натра 50 г/л. Время обезжиривания 3-5 мин, температура раствора 50° С.
Анодирование переменным током заключается в следующем. Если анодируется деталь (лист), то она является первым электродом, а вторым может быть обработанная алюминиевая болванка или лист.
Контакты токоподводов обязательно должны быть алюминиевые. Электролитом служит 20-процентный раствор серной кислоты.
Условия анодирования следующие.
- Для алюминия и плакированного дюралюминия плотность тока 1,5-2 А/дм^2 при напряжении 12 В. Время анодирования 25-30 мин, температура электролита не выше 25° С.
- Для неплакированного дюралюминия плотность тока 2-3 А/дм^2 при напряжении 12-20 В. Время анодирования 20-25 мин, температура электролита — около 25° С.
Электролитическая гальванопластика
С копируемого предмета или изделия прежде всего снимают отпечаток, т. е. делают форму из легкоплавного металла, воска, пластилина или гипса. Копируемый предмет, натертый мылом, кладут в картонную коробку и заливают легкоплавким сплавом Вуда или другими легкоплавкими сплавами.
После отливки предмет вынимают и полученную форму обезжиривают и подвергают меднению в электролитической ванне. Для того что-
бы металл не откладывался на тех сторонах формы, где нет оттиска, их покрывают при помощи кисточки расплавленным воском или парафином. После меднения легкоплавкий металл расплавляют в кипящей воде и получают матрицу. Матрицу заливают гипсом или свинцом, и копия готова.
Для изготовления форм применяют следующую восковую композицию:
- Воск — 20в. ч.
- Парафин — 3 в. ч.
- Графит — 1 в. ч.
Если форму изготовляют из диэлектрика (воск, пластилин, парафин, гипс), ее поверхность покрывают электропроводным слоем. Проводящий слой может быть нанесен способом восстановления некоторых металлов (серебра, меди, никеля) или механическим путем — втиранием в поверхность формы чешуйчатого графита мягкой волосяной кистью.
Графит тщательно растирают в фарфоровой ступке, просеивают через сито или марлю и наносят на поверхность изделия мягкой кистью или ватным тампоном. Графит лучше прилипает к пластилину. Формы из гипса, дерева, стекла, пластмассы и папье-маше покрывают раствором воска в бензине.
На поверхность, не успевшую высохнуть, наносят графитную пудру, а лишний, неприлипший графит сдувают.
Гальваническое покрытие легко отделяется от формы, покрытой графитом. Если форма выполнена из металла, то на ее поверхности необходимо создать электропроводящую пленку оксида, сульфида или другой нерастворимой соли, например на серебре — хлорида серебра, на свинце — сульфита свинца, чтобы форма хорошо отделялась от покрытия.
Медные, серебряные и свинцовые поверхности обрабатывают 1%-ным раствором сульфида натрия, в результате чего на них образуются нерастворимые сульфиды.
Осаждение металла на поверхности формы. Подготовленную форму погружают в ванну, схема которой находится под током, чтобы не растворилась разделяющая пленка. Сначала проводят «затяжку» (покрытие) проводящего слоя меди при малой плотности тока в растворе такого состава:
- Сернокислая медь (медный купорос) — 150-200 г,
- Серная кислота — 7-15 г,
- Этиловый спирт — 30-50 мл,
- Вода — 1000 мл.
Рабочая температура электролита 18-25° С, плотность тока 1-2 А/дм^2. Спирт необходим для повышения смачиваемости поверхности. После того как вся поверхность «затянется» слоем меди, форму переносят в электролит, предназначенный для гальванопластики.
Для гальванопластических работ (меднение) рекомендуется следующий состав:
- Сернокислая медь (медный купорос) — 340 в. ч.
- Серная кислота — 2 в. ч.
- Вода — 1000 в, ч.
Температура электролита 25-28° С. Плотность тока 5-8 А/дм2.
Металлизация неметаллических предметов, способы и советы
Чтобы изготовить металлические листья растений, со свежих листьев снимают отпечатки на восковой композиции следующим образом. В формочку из плотной бумаги заливают восковую композицию, дают ей остыть почти до полного отвердения, но с таким расчетом, чтобы поверхность ее была эластичной. Затем на поверхность воска накладывают листья и прижимают их стеклом.
Когда стекло н листья снимают, на восковой композиции остается четкий отпечаток листьев.
После полного затвердения воска форму с отпечатком осторожно графитируют мягкой кистью. Установив проводники на форме, подвешивают груз и опускают ее в гальваническую ванну.
Для покрытия металлом насекомых (бабочек, жуков и т. п.) нх соответствующим способом подготавливают: насекомых выдерживают в 1,5%-ном растворе сулемы, высушивают, покрывают лаком или тонким слоем воска. Затем поверхность нужно сделать токопроводящей, для этого ее при помощи кисточки смазывают жидкой кашицей из графита, разведенного на спирте или водке. После высыхания излишки графита удаляют.
После этого предмет подвешивают на нескольких тонких медных проволочках диаметром 0,1-0,2 мм, перекручивая или перевязывая их неоднократно крест-накрест (рис. 1), и помещают в гальвано-пластическую ванну. Для устранения плавучести в электролите бабоч
ку, жучка и т. п. прикрепляют парафином к стеклу или кусочку пластмассы. Металл начинает откладываться прежде всего около медных проволочек, распространяясь очень медленно на всю остальную поверхность.
Поэтому в начале процесса ток должен быть в несколько раз меньше нормального, когда же вся поверхность окажется «затянутой» металлом, доводят его до нормы. Продолжительность процесса — несколько часов. Толщина покрытия может колебаться от 0,1 до 2 мм.

Рис. 1. Подвешивание жука для омеднения (а). Вид жука, покрытого металлом (б).
Используя метод гальванопластики, можно металлизировать кружева для декоративно-художественного украшения различных предметов.
Кружева растягивают на рамке и пропитывают парафином. Затем их проглаживают утюгом между листами бумаги для удаления излишков парафина. Далее наносят электропроводящий слой мелкого графита, избыток его тщательно сдувают с кружев.
Проложив проводники по краю кружева, их крепят на пластмассовой рамке или рамке из толстого провода с хлорвиниловой изоляцией, вместе с которой кружева погружают в электролит.
Кружева, покрытые медью, обрабатывают латунной щеткой. Паяют их оловянно-свинцовым припоем. Гальваностегическая отделка металлизированных кружев заключается в нанесении декоративного слоя серебра или золота или в оксидировании.
Копируем старинную монету при помощи гальванопластики
Любители-коллекционеры, увлекающиеся сбором старинных монет, могут использовать простой способ снятия копий со старинных монет.
Каждую сторону монеты аккуратно оттискивают на пластилине. Чтобы монета не прилипла к пластилину, ее смачивают мыльным раствором. Кромки оттисков подравнивают так, чтобы углубление в пластилине было равно половине высоты монеты. Затем холодной водой смывают мыло, подсушивают пластилин, пока его температура не достигнет комнатной- 18-20° С.
Затем на поверхность оттиска мягкой кисточкой намыливают порошок бронзы (в хозяйственных магазинах он продается под названием «Краска под золото»). На блестящую бронзовую пленку надо гальваническим способом осадить слой меди. Напыленная бронза не проводит электрического тока, и медь на нее не может осесть.
Чтобы такую поверхность сделать токопроводящей, ее обрабатывают концентрированным раствором двухлористого олова. Поверхность из золотисто-желтой превратится в оловянно-желтую и станет электропроводящей.
Для осаждения на этой поверхности слоя меди надо иметь гальваническую ванну с раствором медного электролита. Для электролита на 1 л дистиллированной или кипяченой воды берут 220-250 г медного купороса, 15-18 г серной кислоты и 35-40 г этилового спирта. Спирт можно заменить двойным количеством водки или 2-3 г фенола (карболовая кислота).
Затем в нескольких местах токопроводящей поверхности оттиска втыкают тоненькие жилки от многожильного провода и соединяют их с общим проводом. Оттиснутая форма будет в ванне минусом (катод). С положительным полюсом соединяют кусочек меди, равный по площади монете или чуть больше нее. Все это опускают в раствор электролита.
Расстояние между электродами 8-10 см.
В качестве источника тока используется выпрямитель либо четыре-пять элементов «373» «Сатурн», соединенных последовательно и включенных в соответствующей полярности. Через 1-2 мин осматривают оттиск. Если осаждающийся на нем слой меди имеет красноватый цвет, как бы поджаренный, значит, ток велик и надо отсоединить одни элемент или уменьшить напряжение на выходе выпрямителя.
Опытным путем добиваются, чтобы слой меди приобрел телеснокрасноватый оттенок с мелкими поблескивающими кристаллами. В этом случае медь будет пластичной.
Осаждать ее нужно в течение 5-6 ч. Потом модель вынимают из пластилина, промывают теплой водой и ножницами выравнивают края. Внутреннюю часть модели покрывают флюсом (канифоль, растворенная в спирте или бензине), заливают до краев оловом или припоем ПОС-60. После заливки обе половины монеты подравнивают и, наконец, спаивают между собой.
Шов зачищают, монету промывают и опускают ее на несколько минут в раствор электролита (без подключения электрического тока). Оловянный шов покроется тонким слоем меди.
Копия монеты готова. Пройдет несколько месяцев, медь — потускнеет, покроется окисью, и тогда трудно будет отличить копию от оригинала.
Литература: В.Г.Бастанов. 300 практических советов, 1986г.


Отправить ответ