
Гильотинные ножницы принцип работы
Содержание:
Технологическая операция резки и раскроя листового металла применяется в производственных процессах многих предприятий. Для этого используют самый различный инструмент, от простых ручных ножниц до плазменной резки. Однако самым эффективным инструментом для резки листового металла толщиной до 60 мм являются гильотинные ножницы.
Резка и раскрой металла на таких механизмах применяется в тех случаях, когда требуется изготовление деталей и заготовок прямолинейной конфигурации. Это может быть полоса, квадрат, прямоугольник, треугольник, трапеция и другие подобные фигуры.
Виды гильотинных ножниц
Существует много видов режущего оборудования гильотинного типа. Есть небольшие ручные механизмы и огромные станки, способные резать лист толщиной более 20 мм. Все стационарные гильотинные ножницы можно разделить по типу привода на три основных вида:
- пневматические;
- электромеханические;
- гидравлические.
Все они развивают достаточно большое усилие при резке металла, но самые мощные имеют гидравлический привод. Он способен создать давление, превышающее 400 МПа (4000 кг/см 2 ) и обеспечивает холодную резку металла толщиной до 60 мм при ширине листа 3 м. Кроме этого, у пневматических и электромеханических машин движение режущего ножа выполняется довольно резко. В результате, происходит удар и качество кромки при большой толщине листа хуже, чем у гидравлических устройств, где нож опускается плавно.

Важной особенностью режущего станка с гидравлическим приводом является отсутствие шума при работе. Это обеспечивается благодаря плавному ходу режущего инструмента, а также отсутствию электропривода и воздушных сбросных клапанов, которые устанавливаются на устройствах другого типа.
Распространённые конструкции
Наиболее распространённые модели механизмов с гидроприводом предназначены для холодной резки металлического листа толщиной до 25 мм при ширине подачи не более 1,5 м. Они выпускаются серийно, имеют относительно простое устройство и доступны большинству предприятий по стоимости.
Только в цехах крупных машиностроительных компаний можно увидеть ножницы для порезки металла толщиной до 60 мм и шириной листа до 3 м. Они изготавливаются по отдельным заказам, имеют большие габаритные размеры и вес. Кроме этого, потребность обработки материала такой толщины встречается редко и в отдельных случаях решается с помощью газопламенного оборудования или обычного пропанового резака с последующей механической обработкой.
Принцип действия и устройство гидравлических ножниц
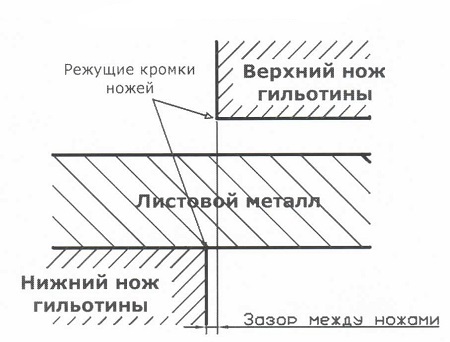
Принципиально гильотинная резка напоминает работу обыкновенных бытовых ножниц. Здесь тоже присутствуют два режущих лезвия, одно из которых находится ниже разрезаемого листа, а второе сверху. Двигаясь под воздействием гидравлического привода навстречу друг к другу, они благодаря огромному давлению, разрезают металл. Причём нижний нож перемещается совсем немного и скорее поддерживает лист снизу, а основное действие производится за счёт движения верхнего лезвия.
Нижний нож расположен горизонтально, немного ниже разрезаемого листа. Верхнее лезвие может иметь горизонтальное или наклонное положение. При горизонтальном положении режущей кромки рез происходит сразу по всей ширине листа, а при наклонном по дуге, разрезая лист постепенно от одного края к другому. Второй вариант установки ножа позволяет при той же мощности гидравлики резать более толстый металл, однако стоят такие станки дороже, поскольку имеют более сложную конструкцию.
Для каждой толщины металла необходимо устанавливать соответствующий зазор между направлением режущих ножей. Он может быть установлен вручную, или с применением автоматики. Самая быстрая настройка возможна у гидравлических гильотин с программным управлением. В электронную память станка занесены десятки возможных вариантов порезки и достаточно простого нажатия кнопки для автоматической регулировки данного производственного оборудования.
Особенности эксплуатации
Технологический процесс реза при горизонтальном расположении верхнего лезвия включает в себя две стадии. Сначала металл действительно режется, а под конец процедуры ломается. Хорошо настроенный станок обеспечивает не менее 90% режущей стадии и не более 10% ломки. В этом случае резаный край будет ровным и не потребует дополнительной механической обработки.
Если соотношение реза и ломки нарушено, то это говорит о том, что ножи выставлены неправильно или лезвия недостаточно острые. Внешним признаком такой ситуации является образование выступа на нижней кромке, который называется грат. В этом случае гидравлические ножницы необходимо выводить в ремонт.

Техника безопасности
Безопасная работа обеспечивается установкой защитных экранов и ограничителей хода в подающем механизме. Опускающаяся балка поднимается в исходное положение при помощи пружин или амортизаторов.
При работе с металлическим листом оператор должен надеть плотные рукавицы с резиновым покрытием или кожаными нашивками. Края металла могут оказаться острыми, особенно при образовании грата.
На нашем заводе уже не первое десятилетие налажено производство различного станочного оборудования. Среди нашей продукции имеются механические гильотинные ножницы. Данное оборудование может совершать прямые продольные и поперечные разрезы металлических листов. Такие гильотинные ножницы способны рубить листовой и полосовой металл – сталь, цветные металлы и сплавы.
Главным режимом механической гильотины является поперечная резка листов. Такую операцию удаётся выполнить в один ход верхнего гильотинного ножа. Продольная резка, когда длина листа оказывается 2 метра и больше, выполняют при помощи нескольких повторных резов, однако на ровности реза и его направлении это не сказывается, так как продвижение листа вдоль станины выполняется с высокой точностью позиционирования для каждого последующего реза.
Свойства и принципы работы
Механические гильотинные ножницы имеют массивную станину, которая изготовлена сварным методом. В основе устройства два ножа, закреплённых на балках. Балка, находящаяся на столе, всегда неподвижна, а относительно неё совершает возвратно-поступательные движения главный рабочий орган, представляющий собой подвижную верхнюю ножевую балку. Также на рабочем столе имеется задний упор, относительно которого отмеряется и устанавливается длина реза.
Кривошипно-шатунный механизм механических гильотинных ножниц приводится в движение электродвигателем. Электропривод, посредством передачи на ремне и шкивах, сообщает вращение маховику. От него через редуктор вращение передаётся на вал, вращающий кривошип, состоящий из двух параллельно перемещающихся шатунов. Именно шатуны перемещают вверх-вниз ножевую балку. Когда смыкается подвижная и неподвижная балка, выполняется рез металлического проката.
Закрепить лист металлопроката перед резкой на рабочем столе можно прижимным устройством. Оно же уменьшает распирающее усилие, которое возникает между ножами.
Зазор между ними можно регулировать перемещением рабочего стола.
Режимы работы механических гильотинных ножниц
Гильотинные ножницы, выпускаемые нашим заводом, способны работать в нескольких режимах. В описании каждого конкретного устройства можно найти его параметры. Гильотинные ножницы с механическим приводом, представленные у нас, могут работать в режимах:
- многоходовом (автоматическом);
- одноходовом;
- наладочном;
- с ручным проворотом шатунов.

Без точного и качественного раскроя металла в современной промышленности уже не обойтись. Резка листовых и полосовых материалов из стали, различных сплавов и цветных металлов широко применяется на машиностроительных предприятиях, в авиа-, тракторо- и судостроении, а также в смежных отраслях. Выполнять столь востребованную работу призваны листовые гильотинные ножницы или просто гильотины.
Задача гильотины – это черновой раскрой металлического листа в продольном, либо поперечном направлениях. Но черновой – не значит грубый. Речь в данном случае о том, что это первоначальная обработка, но с очень высоким уровнем точности и качества. Причем, толщина обрабатываемой пластины значения не имеет. Лишь бы не превышала максимальные для данного вида оборудования 35 мм. В общем, применяют гильотинные ножницы, в первую очередь, для создания заготовок, которые было бы удобно складировать и хранить, а в последующем и запускать в дальнейшую обработку.
Виды, принцип действия и устройство гильотинных ножниц
Основными элементами гильотинного станка являются: станина (монолитная или из сварных листов) и два ножа. Станина представляет собой две стойки, связанные друг с другом траверсами и балкой. На одной установлен нижний неподвижный нож, на другой ножевой балке – верхний. Закрепленный на станине рабочий стол служит для удобной подачи материала. Он .jpg) оснащается угольником и удлинителями для резки длинных листов. Обрабатываемая на гильотине заготовка крепится на столе прижимным устройством. Станок снабжен и предохранительным механизмом. Если возникает перегрузка, то специальная шпилька срезается и процесс останавливается.
оснащается угольником и удлинителями для резки длинных листов. Обрабатываемая на гильотине заготовка крепится на столе прижимным устройством. Станок снабжен и предохранительным механизмом. Если возникает перегрузка, то специальная шпилька срезается и процесс останавливается.
По типу привода гильотины бывают гидравлические, электромеханические и ручные (используются для резки металла малой толщины). Наиболее мощные установки имеют электропривод и применяются в серийном производстве на крупных предприятиях. Управляют станками с помощью контроллера или системы ЧПУ. Качество реза в обоих случаях отличное, но числовое программное управление дает большую функциональность.
Подразделяются гильотинные ножницы и по типу реза: прямой и поворотный. То есть конструкционно ножи расположены параллельно, либо наклонно. В обоих случаях рез осуществляется по линии их смыкания. Причем, рассечение происходит настолько точно и качественно, что на краях не остается заусенцев. Не страдают даже краска и полимерное покрытие, если они нанесены на лист.
 Сам процесс реза происходит следующим образом. Через привод движение передается на маховик. Далее – на две пары зубчатых колес и затем – на кривошипный вал. Он с помощью двух шатунов приводит в действие систему ножей. Нижний неподвижен, а верхний нож движется возвратно-поступательно. При этом поперечный рез осуществляется за один ход ножа, а продольный (если длина свыше 2000 мм) рядом повторных движений.
Сам процесс реза происходит следующим образом. Через привод движение передается на маховик. Далее – на две пары зубчатых колес и затем – на кривошипный вал. Он с помощью двух шатунов приводит в действие систему ножей. Нижний неподвижен, а верхний нож движется возвратно-поступательно. При этом поперечный рез осуществляется за один ход ножа, а продольный (если длина свыше 2000 мм) рядом повторных движений.
В стандартную комплектацию гильотинных ножниц по металлу обычно входят: электрооборудование и комплект ножей, упор и удлинители стола, а также набор гаечных ключей и техническая документация. В целом, устройство гильотинных ножниц отличается современным дизайном, удобством в работе, высокой шумоизоляцией и надежностью.
Модели гильотинных ножниц
Ассортимент гильотинных ножниц по металлу представлен на рынке технологичного оборудования довольно широко. Установки различных производителей характеризуются большим спектром функциональных характеристик, а комплектация может меняться в зависимости от потребностей конкретного заказчика.
В нашем обзоре мы подробно опишем лучшие на сегодняшний день модели гильотинных ножниц в классе и расскажем о наиболее интересных установках российского производства.
Гильотинные гидравлические ножницы SMD SB 2500 с контроллером ESTUN E10 (Япония – Турция – Китай). В настоящее время эта установка от крупнейшего мирового производителя оборудования для металлообработки является лидером продаж. В принципе, все станки этой компании характеризуются высокой мощностью и технологичностью. Однако гильотины серии SB выделяются даже на этом фоне. Установка SB 2500 в серии самая младшая, но даже она отличается богатой комплектацией и повышенным порогом безопасности использования.
Максимальная ширина обрабатываемого на станке листа – 2500 мм, а толщина – 20 мм. Ноу-хау установки – не прямолинейное и даже не поворотное расположение ножей, а качающееся. То есть во время реза верхняя балка с ножом движется по дуге, что обеспечивает идеальную точность.
К другим достоинствам гильотины относятся:
– сварная, термически обработанная рама, обеспечивающая высокую жесткость и стабильность всей конструкции;
– компактная, но при этом очень надежная гидравлическая система;
– быстрое и удобное регулирование зазора между лезвиями по специальной шкале;
– а также подсветка реза и защитный экран рабочей зоны.
Стоимость на станок начинается от 650 тысяч рублей.
Гильотинные гидравлические ножницы «Гигант» FORB-K QC12K-4×2500 с ЧПУ (Россия). Очень популярная модель у большинства отечественных металлообрабатывающих предприятий. Отличается простотой и удобством управления, легкостью в обслуживании и эксплуатации. Установка подходит как для единичного, так и серийного производства. Точность и качество реза на очень высоком уровне (дискретность – 0,1 мм).
.jpg) Гильотина станкостроительной компании «Гигант» оснащена контроллером последнего поколения NC Estun E20. Это позволяет управлять аппаратом с помощью дистанционного программного пульта. Более того, ряд процессов значительно упрощается и автоматизируется. Например, перестройка ножей при изменении раскроя листа, или регулировка зазора между лезвиями.
Гильотина станкостроительной компании «Гигант» оснащена контроллером последнего поколения NC Estun E20. Это позволяет управлять аппаратом с помощью дистанционного программного пульта. Более того, ряд процессов значительно упрощается и автоматизируется. Например, перестройка ножей при изменении раскроя листа, или регулировка зазора между лезвиями.
К другим полезным параметрам станка можно отнести:
– цельносварную двухстоечную станину, обеспечивающую крепость всей конструкции;
– повышенную износостойкость ножниц;
– систему безопасности с фотоэлементами по европейским стандартам безопасности.
Дополнительно (по желанию заказчика) комплектацию можно дополнить:
– столом автоматической подачи;
– пневматической системой поддержки отрезанного листа и пр.
Стоимость на станок начинается от 950 тысяч рублей.


Отправить ответ