
Горелки для пайки твердыми припоями
Содержание:
- 1 Рекомендованные сообщения
- 2 Создайте аккаунт или войдите в него для комментирования
- 3 Создать аккаунт
- 4 Войти
- 5 Инструменты и оборудование для пайки медных труб
- 6 Виды и особенности газовых горелок
- 7 Как выбрать газовую горелку для пайки труб из меди
- 8 Правила применения газовых горелок для монтажа медных труб
Горелка вместе с вентилем навинчивается на газовый баллончик, и пользоваться ею очень удобно (рис. 1).
Для изготовления горелки нужно приобрести вентиль со шлангом для портативной плитки. Он продается в магазинах и киосках, торгующих газовыми баллончиками. Вентиль нужно разобрать, нагреть на газовой плите и отпаять металлическую трубку, соединённую с резиновой трубкой. Они нам не понадобятся. Кроме того, нужно приобрести форсунку для примуса и отрезок медной или латунной трубки с наружным диаметром 6 мм.

Рис. 1. общий вид горелки, навёрнутой на газовый баллончик:
1 — горелка; 2 — вентиль; 3 — баллончик.
Горелка (рис. 2) состоит из трубки 1, вкладыша 2, подающей трубки 3 с впаянной на конце форсункой 4. Подающая трубка впаяна в вентиль, который навинчивается на газовый баллончик.
На конце в подающую трубку впаяйте опиленную форсунку для примуса. Такая форсунка имеет отверстие диаметром 0,25 мм. Для проверки соосности форсунки и подающей трубки можно воспользоваться прямым куском тонкой струны длиной 30 мм. Форсунка от газовой плитки непригодна, так как имеет слишком маленькое отверстие (диаметр 0,1 мм).
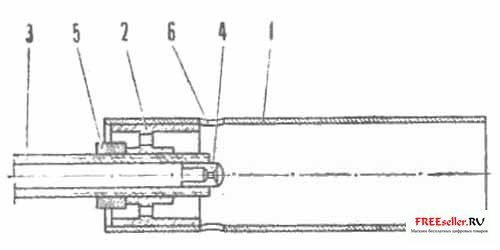
Рис. 2. Горелка:
1 — трубка; 2 — вкладыш, 3 — подающая трубка; 4 — форсунка; 5 — контргайка; 6 — отверстия для дополнительного подсоса воздуха.,/p>
Вкладыш (рис. 3) нужно выточить из стали. Он имеет 10 отверстий диаметром 1,8 мм, которые нужны для подсоса воздуха, необходимого для горения и одновременно для уменьшения нагрева центральной части вкладыша и, следовательно, подающей трубки и форсунки.
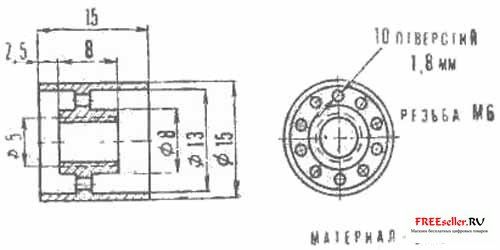
Рис. 3. Вкладыш.
Трубку (рис. 4) согните ив листовой стали толщиной 0,6 мм и стык пропаяйте медно-цинковым припоем, имеющим высокую температуру плавления. Внутренний диаметр сделайте таким, чтобы вкладыш 2 входил внутрь с усилием. На расстоянии 18 мм от края в трубке просверлите 4 отверстия диаметром 4 мм для дополнительного подсоса воздуха в горелку. Вставьте вкладыш в трубку так, чтобы эти отверстия были полностью открыты. Подающую трубку изогните под углом в 45° и другим концом впаяйте в вентиль. После этого соберите горелку и отрегулируйте её.
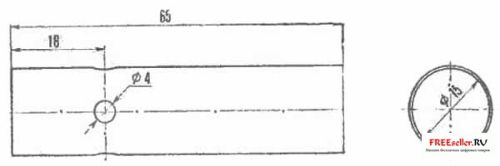
Рис. 4. Трубка.
Закройте вентиль и наверните его на газовый баллончик. Зажгите спичку, поднесите её к горелке и поворотом маховичке вентиля на небольшой угол пустите газ. Если теперь немного увеличить подачу газа, пламя погаснет.
Это значит, что в неё подсасывается слишком много воздуха. Подвиньте вкладыш вперед на 1 мм таким образом, чтобы он частично перекрыл отверстия в трубке. Снова повторите пробу. Горелка стала работать лучше, но всё равно она погаснет при увеличении подачи газа. Движением вкладыша в трубке подберите такое перекрытие отверстий, которое обеспечивает максимальную интенсивность горения./p>
Правильно отрегулированная горелка дает гудящее пламя синего цвета.
Автор: snowbars, 22 декабря 2014 в Пайка
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Герметичную и надежную стыковку медных труб можно осуществить с помощью газовой горелки. Ответственный подход к выбору аппарата, подготовке поверхностей и тщательное соблюдение технологии помогут произвести работы быстро и качественно.
Инструменты и оборудование для пайки медных труб
Пайка представляет собой процесс получения неразъемного соединения посредством ввода в пространство между соединяемыми элементами расплавленного припоя.

Припой расплавляется от пламени газовой горелки и всегда обладает меньшей, чем у материала трубы, температурой плавления, что позволяет ему равномерно заполнять все полости и формировать ровный шов. Различают две разновидности пайки:
- Низкотемпературная. Припой плавится при разогреве до 400-450°С. Способ отлично подходит для монтажа бытовых трубопроводных систем.
- Высокотемпературная. Дает более прочное соединение. Температура плавления – 600-900°С. Чаще используется для строительства систем, работающих в условиях повышенных нагрузок.
Существует две разновидности припоя для газовых горелок: мягкий и твердый. Первый представляет собой гибкую тонкую проволоку (сечением 2-6 мм) из свинца, олова, иных металлических сплавов. Второй чаще выпускается в формате жестких коротких стержней. Добавки серебра и фосфора усиливают эксплуатационные качества получаемых соединений.
Так, оловянно-свинцовый припой (ПОС) считается самым легкоплавким (текучесть наступает уже при 180°С). Добавление серебра положительно влияет на пластичность шва, увеличивает текучесть и адгезию. Медно-фосфорный припой применяется не только для сочленения медных деталей, но и эффективно паяет медь с латунью и бронзой. Пайку меди со сталью рекомендуется производить тугоплавким припоем, в котором содержится не менее 35% серебра.
Это важно! Хорошо, если материал припоя и трубы характеризуются одинаковыми показателями температурного расширения. Такой трубопровод не будет подвергаться механическим напряжениям в районе швов в процессе эксплуатации.
Помимо припоя, для качественной пайки медных изделий пригодятся такие инструменты:
- Газовая горелка (возможно, паяльник), предназначенные для работы с медью.
- Труборез. Позволяет получать строго перпендикулярный ровный срез.
- Фаскосниматель. Поможет удалить заусенцы, выровнять соединяемые края.
- Расширитель. Для подгонки изделий разного диаметра. Здесь важно помнить, что расширяемая труба должна быть отожженной.
- Рулетка, молоток.

Виды и особенности газовых горелок
Газовая горелка по праву считается самым удобным приспособлением для сварки любых медных изделий. Аппарат имеет малый вес и габариты, он удобен в работе и экономичен. Возможность регулировки мощности пламени позволяет выставить параметры для проведения конкретных видов работ.
Стандартная конструкция газовой горелки включает следующие элементы:
- Узел для закрепления емкости с топливом.
- Приборная головка.
- Форсунка.
- Редуктор.
- Регулятор интенсивности пламени.

Кроме того, производители включают в конструкцию дополнительные элементы: переходники, наконечники, отражатель пламени и т.п.
Классификация устройств производится по нескольким параметрам. Так, по техническим возможностям устройства бывают:
- Бытовые. Недорогие аппараты с минимальным набором функций. Температура огня регулируется в диапазоне 1000-1500°С.
- Профессиональные. Более дорогие горелки, рассчитанные на серьезные объемы работ. Пламя имеет температуру 1500-2000°С.
В зависимости от используемой газовой смеси, горелки разделяют на несколько видов:
- Пропановые. Бывают специализированными или универсальными. Считаются наиболее распространенными. Газ дает ровный интенсивный факел пламени.
- На МАРР-газе. Отличаются мягким, но энергичным пламенем, щадящим образом воздействующем на материал трубы, препятствуя его повреждению.
- Ацетиленовые. Чаще используются при работе на магистральных объектах. Питаются от одноразовых баллонов, либо являются стационарными. Газ дает высокую температуру пламени, что положительно сказывается на экономичности, но часто приводит к перегреву деталей и увеличивает вероятность их повреждения.
Газовые горелки с одноразовыми баллонами просты в использовании, не зависят от источников электроэнергии, компактны и безопасны. Единственный недостаток – необходимость частой смены баллонов.
Стационарные установки отличаются мощным факелом пламени, позволяющим производить пайку быстро и качественно. В быту используются крайне редко.
Как выбрать газовую горелку для пайки труб из меди
Чтобы не ошибиться с выбором, следует четко представлять, для каких целей приобретается газовая горелка. Для разовых работ по монтажу медного трубопровода в доме или квартире будет достаточно недорого аппарата с минимальным набором функций. Для профессионального применения стоит переплатить и отдать предпочтение мощным горелкам с широким функционалом от популярного производителя.
Как правило, выбор инструмента осуществляется по следующим критериям:
- Мощность горелки. Определяет возможность пайки толстостенных медных труб и изделий большого диаметра.
- Тип топлива. Пропан, бутан, ацетилен, МАРР-газ и т.п.
- Область использования. Горелка для пайки труб, не всегда подойдет для резки, и наоборот.
- Материал, с которым предстоит работать. Медь хорошо соединяется пайкой с другими металлами: бронзой, сталью, никелем.
Из конкретных моделей газовых горелок, представленных на современном рынке, можно выделить продукцию нескольких крупных производителей:
- Kemper. Итальянский бренд, выпускающий горелки, работающие на одноразовых газовых баллонах. В комплекте идут сменные насадки.
- Rems. Немецкий производитель, выпускающий горелки с турбонаддувом и самоподжигом. Устройства работают с несколькими типами горючих смесей и используются для мягкой, либо жесткой пайки труб сечением до 64 мм. Пламя разогревается до 2500°С.
- Virax. Горелки работают на пропане и оснащаются механизмом пьезоэлектрического поджига. Средняя стоимость – 4500 рублей.
- Донмет. Выпускает ручные горелки средней ценовой категории. Аппараты снабжаются комплектом насадок и работают на разных газовых смесях.
- Kovica. Китайский бюджетный бренд, выпускающий модели на одноразовых пропановых баллонах. Стоимость инструмента начинается от 1500 рублей.
- Castolin. Выпускает универсальный инструмент, способный работать с несколькими видами топлива. В модификацию горелок включаются фиксатор пламени, набор сопел, регулятор интенсивности горения.
- Также, неплохие качественные аппараты выпускаются под брендами Rothenberger, Аллгаз, Профи-Тулс.

Если газовой горелки под рукой не окажется, ее функции может взять на себя строительный фен. Устройство не так удобно в использовании, но способно разогреть струю воздуха до температур, достаточных для плавления мягкого припоя.
Правила применения газовых горелок для монтажа медных труб
На этапе подготовки важным моментом является обеспечение чистоты скрепляемых медных поверхностей. Применять для очистки абразивы не рекомендуется. Остатки грязи, смазочных материалов следует тщательно удалить, поскольку они будут препятствовать проникновению расплавленного припоя в полости.
Обратите внимание! Если трубы вставляются друг в друга, между ними надлежит оставить небольшой зазор (25-125 микрон).
Чтобы избежать попадания воздуха в шов, а также улучшить текучесть припоя и адгезию, используют специальные пасты или флюсы. Подходящий материал (есть разновидности для низко- и высокотемпературной пайки) тонким слоем равномерно наносится на место контакта.
Предварительный нагрев трубы равномерно производится по всей окружности, причем интенсивность пламени лучше уменьшить. Превышение температуры чревато снижением срока службы соединения.
Таким образом, последовательность действий выглядит следующим образом:
- Делается разметка, резка и зачистка медных изделий.
- Обработанный и расширенный (с учетом необходимых зазоров) под раструб стык собирается.
- На внутреннюю часть раструба и внешний участок второй трубы накладывается слой пасты (флюса).
- При помощи горелки место стыка прогревается. Контролировать температуру удобно по изменению оттенка флюса. Как только он начинает темнеть, пора вносить припой.
- Конец мягкой металлической проволоки подводится к месту стыка, при контакте с раскаленной трубой припой плавится и заполняет полости в раструбе.
- Труба постепенно проворачивается, пока шов не будет заполнен по окружности.
Для твердых сортов припоя, используемых при высокотемпературной сварке, технология несколько отличается. Сам припой нуждается в предварительном нагревании, чтобы обрести пластичность для наматывания вокруг трубы.
Если в области стыка остается ровный наплыв из застывшего припоя, это считается нормальным. Остатки пасты после окончания процесса необходимо убрать с поверхности трубы.
Хотя паяные соединения считаются неразборными, медный трубопровод при необходимости легко демонтировать. Достаточно таким же образом разогреть место стыка, припой расплавится, после чего трубы можно будет без труда разъединить.
Это важно! Инструмент считается потенциально опасным, поэтому работа ведется с обязательным соблюдением мер предосторожности. Руки и глаза следует беречь от возможных ожогов, в помещении обеспечить проветривание.


Отправить ответ