
Горизонтально протяжной станок 7523
Содержание:
- 1 Горизонтальная протяжка
- 2 Вертикальная протяжка
- 3 Обзор станка модели 7Б55
- 4 Обзор металлообрабатывающего станка модели 7Б56
- 5 Краткий обзор станка модели 7523
- 6 Описание полуавтоматического станка модели 7534
- 7 Техника обработки деталей
- 8 Требования по мерам безопасности
- 9 Сведения о производителе протяжного станка 7534
- 10 7534 Станок протяжной горизонтальный для внутреннего протягивания. Назначение и область применения
- 11 7534 Габарит рабочего пространства протяжного станка
- 12 7534 Фото горизонтального протяжного станка
- 13 Циклограмма работы протяжного станка 7534 в режиме полного и простого полуцикла
- 14 Схема протяжной операции горизонтального станка 7534
- 15 7534 Пример протяжных работ внутреннего протягивания
Читайте также:
- ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2Н118
- ДОЛБЕЖНЫЙ СТАНОК 7М430
- ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК 7М36
- РАДИАЛЬНО-СВЕРЛИЛЬИЫЙ СТАНОК 2Н55
- РЕЗЬБОФРЕЗЕРНЫЙ СТАНОК 561
- РЕЗЬБОФРЕЗЕРНЫЙ СТАНОК 561
- УНИВЕРСАЛЬНЫЙ КОНСОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК 6М82
Станок предназначен для протягивания внутренних поверхностей различной формы и размеров.
Характеристика станка: номинальная тяговая сила 196 кН (20 000 кгс); длина хода каретки: наибольшая 1600 мм, наименьшая 230 мм; скорость рабочего хода: наибольшая 6 м/мин; наименьшая 0,6 м/мин; скорость обратного хода 20 м/мин; мощность электродвигателя 18,7 квт.
Основные узлы станка. Сварная станина 1 (рис. 195) удлиненной коробчатой формы несет на себе направляющие, по которым перемещается каретка 9. К торцу станины прикреплен рабочий цилиндр 2 с поршнем и штоком. В станине расположены бак для эмульсии и насос с электродвигателем для подачи смазочно-охлаждающей жидкости. Резервуар с маслом для питания гидросистемы, плунжерный насос и электродвигатель расположены под рабочим цилиндром. Плунжерный насос высокого давления НПМ-709 приводится в движение электродвигателем. Станок управляется кнопочной коробкой и конечными упорами. К опорной части станины станка прикреплено корыто 7, имеющее направляющую пластину, по которой вручную перемещается люнет. Люнет удерживает протяжку за цапфенную часть не только перед началом работы, но и в процессе ее движения.
Гидравлическая система станка. После пуска электродвигателя насоса высокого давления при помощи кнопки «Пуск» масло из резервуара 19 (рис. 196) нагнетается шестеренным насосом 20 по трубопроводам 18 и 21 в реверсивный золотник и по каналу 22— в цилиндр 15. Затем масло из золотника по каналу 27 попадает в камеру цилиндра 28 и одновременно по каналам 32 я 30 — в правый торец клапана 33. Цилиндр 3 сообщается с резервуаром 19 через каналы 26, 24 и проточку реверсивного золотника 25. Скользящий блок плунжерного насоса 12 при включении кнопки «Пуск» перемещается вправо до тех пор, пока регулируемая гайка 29 не упрется в корпус цилиндра, что будет соответствовать нулевому эксцентрицитету плунжерного насоса 12. Перемещение скользящего блока вправо осуществляется вследствие разности площадей поршней в цилиндрах 28 и 15.
Одновременно масло, поступающее по каналу 32 в правую камеру клапана 33, перемещает плунжер влево. При таком положении плунжера маслопроводы 4 и 5 станут сообщающимися и плунжерный насос начнет работать на себя в случае неточности в установке скользящего блока в нулевом положении. Включением кнопки «Рабочий ход» включается соленоид 23 рабочего хода, который перемещает плунжер реверсивного золотника в крайнее положение. После этого камеры цилиндров 3 и 28 будут сообщаться через выточки. Вследствие разности площадей поршней в цилиндрах 3 и 15 скользящий блок плунжерного насоса 12 смещается вправо до упорного винта 13. В таком положении плунжерный насос будет иметь эксцентрицитет, соответствующий определенной производительности. Скорость рабочего хода устанавливается винтом 13 при помощи штурвала 14.
Благодаря тому, что обе камеры клапана 33 соединены потоком масла от шестеренного насоса, плунжер под действием усилия пружины отодвигается в крайнее правое положение и закрывает маслопроводы 4 и 5. В это время масло по маслопроводам в и 2 через дифференциальный золотник 8 отсасывается из полости обратного хода рабочего цилиндра 1 плунжерным насосом и нагнетается по маслопроводам 11 и 7 и дифференциальному золотнику в полость рабочего хода цилиндра. Плунжер дифференциального золотника во время рабочего хода должен занимать крайнее левое положение. Избыток масла, получающийся вследствие разности объемов полостей рабочего цилиндра, через клапан 9 дифференциального золотника по трубке 10 сливается обратно в резервуар 19.
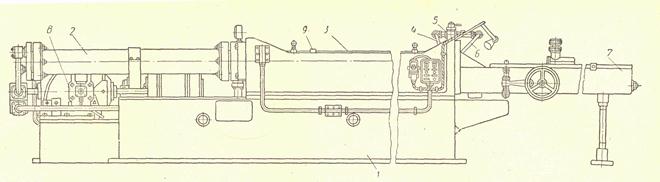
Рис. 195. Горизонтально-протяжной станок 7520:
1 — станина; 2 — гидравлический цилиндр; 3 — механизм управления; 4 и 6 — наконечники системы охлаждения; S — система охлаждения; 7 — корыто;
8 — гидравлический привод; 9 — рабочая каретка
Рис. 196. Схема гидропривода протяжного станка 7520
При рабочем ходе поршня всасывающий клапан 16 давлением масла сверху закрывается. Масло, нагнетаемое шестеренным насосом, в это время поступает обратно в резервуар через клапан 17. В конце рабочего хода при помощи упора, установленного на ползуне станка, соленоид рабочего хода выключается. В этот момент Реверсивный золотник под действием пружины и рычагов устанавливается в среднее положение, соответствующее положению кнопки «Стоп», благодаря чему блок плунжерного насоса занимает нейтральное положение и подача масла в рабочую полость цилиндра прекращается. Обратный ход каретки станка осуществляется после нажатия кнопки «Холостой ход», которая включает соленоид 34 обратного хода, причем плунжер реверсивного золотника 25 занимает крайнее левое положение и тем самым закрывает маслопровод 21. В результате прекращается доступ масла в камеры цилиндра 28 и 3, а в цилиндр 15 оно продолжает нагнетаться. При таком положении плунжера реверсивного золотника камеры 28 и 3 соединены через проточки плунжера с маслопроводом 24 и резервуаром 19.
Под действием поршня цилиндра 15 блок плунжерного насоса перемещается влево до упорного винта 31, устанавливаемого на необходимую скорость обратного хода. После перемещения дифференциального золотника 8 в крайнее правое положение плунжерный насос через всасывающий клапан 16 нагнетает масло из резервуара по маслопроводам 6 и 2 в полость обратного хода рабочего цилиндра 1. Полость рабочего хода цилиндра через маслопроводы 7 я 2, соединенные посредством канала 27 реверсивного золотника, сообщается с полостью обратного хода цилиндра. Вследствие разности рабочих площадей поршня в полостях рабочего и холостого хода скорость холостого хода намного больше скорости рабочего хода. В конце ускоренного обратного хода упор, установленный на каретке, выключает соленоид обратного хода. Реверсивный золотник в этом случае находится в нейтральном положении, благодаря чему и скользящий блок плунжерного насоса также занимает нейтральное положение. Работа станка на этом заканчивается.
| | | следующая лекция ==> | |
| ДОЛБЕЖНЫЙ СТАНОК 7М430 | | | Необходимость международной стандартизации бухгалтерского учета |
Дата добавления: 2014-01-07 ; Просмотров: 2879 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Протяжной станок рассчитан на максимально чистую обработку как внутренней части, так и наружной поверхности деталей любой конфигурации.
Существуют всевозможные металлообрабатывающие устройства, отличающиеся друг от друга определенными технологическими признаками, наиболее главным из которых является их прямое назначение.

Данный пункт подразумевает:
- станки с внутренним вариантом протяжки;
- станки для наружного протягивания.
Одними из наиболее распространенных в этом семействе являются протяжные станки с системой внутреннего протягивания. Среди всего разнообразия наиболее популярным по праву считается протяжной станок с вертикальной системой протяжки, который используется как для обработки наружных, так и внутренних частей различных деталей.
Следующим признаком, указывающим на различие станков по обработке металлов, являются характер рабочего движения и его направление.

Вариант внешнего вида протяжного станка
По своим характеристикам все станки принадлежат к одному из следующих типов:
- с горизонтальной системой протяжки;
- с системой вертикальной протяжки;
- аппарат с конвейерным движением прямолинейного типа, основой которого является непрерывность действия;
- станок, располагающий вариантом кругового движения как протяжки, так и заготовки;
- станок, обладающий возможностью использования различных движений заготовки и протяжки одновременно, а также во всевозможных комбинациях.
Горизонтальная протяжка
Горизонтальный протяжной станок применяется во всех случаях, когда появляется необходимость проведения обработки внутренней или наружной части детали, главное движение которого будет происходить в линейном горизонтальном направлении. Правильное движение осуществляется за счет специальных протяжек, имеющих различные профили.

Горизонтальный протяжной станок
Рабочий цикл такого станка осуществляется только в строго горизонтальном направлении. Снятие со всей площади обрабатываемой детали стружки, в процессе эксплуатации, осуществляется благодаря равномерному движению зубьев по всей величине имеющейся протяжки. Для того, чтобы весь процесс был полностью автоматизированным и безопасным — имеет смысл использовать аппарат для обработки и резки металла с установленным ЧПУ.
Станки с вертикальной протяжкой рассчитаны на проведение точной обработки поверхностей деталей различной формы, сделанных как из черных, так и из цветных металлов. Протяжной станок вертикальной конфигурации используется, как правило, в различных отраслях промышленности — таких, как машиностроение — с целью массового производства деталей всевозможной формы.

Схема наладки горизонтально-протяжного станка
Вертикальная протяжка
Принцип действия вертикально протяжного станка для внутреннего протягивания основан на том, что главное движение осуществляется прямолинейно в вертикальном направлении режущим элементом станка в то время, как заготовка будущей детали остается неподвижной. Кроме того, при использовании на таких аппаратах метода винтового протягивания, являющегося одним из видов внутренней протяжки, как самой заготовке, так и элементу, производящему резку, придается еще и дополнительное вращение.

Вертикальный протяжной станок
Вертикальный протяжной станок внутреннего протягивания обладает практически тем же принципом работы, как и горизонтальный, но с некоторыми преимуществами, к которым можно отнести следующее:
- в ходе эксплуатации у станков подобного класса полностью отсутствует вероятность провисания и искривления оси протяжного элемента;
- на станок подобного класса не составляет никакого труда установить дополнительные протяжки в случае проведения модернизации;
- протяжной станок вертикальный занимает относительно небольшую рабочую площадь. Связано это с тем, что весь его рабочий цикл происходит строго в вертикальном направлении.
- Станки с вертикальной протяжкой не только занимают меньше полезной площади в процессе эксплуатации, но и более удобные, нежели их горизонтальные «собратья». Эти станки довольно часто эксплуатируются на производстве, где осуществляется массовая обработка деталей легкой и средней тяжести.

Схема наладки вертикально-протяжного станка
Вертикально-протяжные станки также бывают как наружного, так и внутреннего типа протягивания. Все эти виды следующими характеристиками:
- тяговая сила, в зависимости от модели станка, может составлять от 50 до 200 кН;
- предельно максимальная величина, на которую двигается рабочая каретка, находится в границах от 60 до 160 сантиметров;
- скорость движения протяжки во время рабочего цикла может варьировать в пределах от 0,5 до 14 метров в минуту.
Стоит заметить, что и горизонтальные и вертикальные протяжные станки используют в своем процессе полуавтоматический принцип работы. Исключение составляют лишь протяжные станки с ЧПУ, весь процесс производства которых максимально упрощен и имеет наиболее высокую скорость.
Еще одним признаком, отличающим друг от друга металлообрабатывающие станки, является количество имеющихся рабочих кареток, так как существуют станки не только с одной, но и с несколькими.
К следующему отличительному признаку относится позиция. Наиболее простой является одно позиционная конструкция, однако наиболее эффективными считаются станки с имеющимся многопозиционным принципом работы, так как они содержат в своей технологической оснастке заводские устройства столов с поворотной системой.
Обзор станка модели 7Б55
Технические характеристики протяжных станков для работы по металлу включают в себя следующие важные показатели — силу рабочей тяги и максимальную величину движения протяжки. Отечественными производителями выпускаются различные модели протяжных станков для металлообработки, способных удовлетворить все необходимые потребности заказчика. К одному из таких станков относится модель 7Б55.

Внешний вид протяжного станка 7Б55
Техническое устройство данного станка имеет следующее описание:
- основной частью технологической оснастки является сварная, полая внутри станина, в середине которой располагается мощный гидравлический привод;
- сам привод состоит из силового цилиндра и штока, горизонтально перемещающегося по специальным направляющим салазкам;
- на штоке установлен патрон, в котором происходит фиксация протяжки;
- схема станка имеет и специальный вспомогательный патрон, предназначенный для крепления конца режущего инструмента.
Во время рабочего процесса происходит перемещение вспомогательного патрона по горизонтально расположенным салазкам совместно с протяжкой до самого упора. В конечной точке движения происходит разрыв их связи при помощи специального пружинного кулачка. После выполнения отрезным станком всей операции резки протяжка возвращается в свое первоначальное положение и вновь присоединяется к вспомогательному патрону.
Как и большинство станков такого класса, 7Б55 поддерживает лишь полуавтоматический режим обработки деталей. Однако, технические характеристики протяжных станков позволяют осуществлять усовершенствование путем установки ЧПУ, которое доводит весь рабочий процесс до полного автоматизма.
Обзор металлообрабатывающего станка модели 7Б56
С 1981 года для промышленной области стал выпускаться протяжной станок модели 7Б56. Обрабатывают на протяжном станке данной модели методом правильной горизонтальной протяжки через сквозные отверстия детали. Сама же проводимая обработка является черновой, а состав обрабатываемых деталей — черные и цветные металлы, а также различные сплавы.
В случае применения дополнительных инструментов появлялась возможность проводить и наружную обработку деталей.
Данный аппарат обладал высокой точностью обработки и достаточно большой производительностью, чтобы использоваться для промышленных масштабов. Ниже приведено описание конструктивных особенностей и характеристик протяжного горизонтального станка 7Б56.
К его особенностям относятся:
- плавная регулировка скорости как рабочего, так и возвратного движения;
- гидравлический привод имеющегося протяжного механизма;
- хорошее качество обработанной поверхности, связанное с повышенной устойчивостью станка к вибрациям. Данное условие было достигнуто за счет повышенного уровня жесткости и позволяет одинаково работать во всем диапазоне тяговых усилий на любой скорости;
- автоматическая подача смазочного материала ко всем трущимся поверхностям, а также качественная фильтрация находящегося в гидравлической системе масла;
- срабатывание имеющейся сигнализации в случае, когда режущий инструмент затупится;
- наличие бесконтактных путевых переключателей, а также электромагнитов постоянного тока позволяет добиться высокой степени надежности и безопасности всего электрооборудования;
- возможность модернизации данного станка для последующей установки на автоматическую линию;
- точность обработки горизонтально протяжного станка 7Б56 относится к нормальному классу (H);
- общая длина рабочего хода имеющихся горизонтальных салазок составляет 160 см.;
- скорость движения протяжного механизма варьируется в диапазоне 1,5 – 11,5 метров в минуту;
- усилие гидравлической тяги равно 200 кН;
- наличие мощного электродвигателя в 30 киловатт, осуществляющего движение основного привода.

Гидравлическая схема протяжного станка 7Б56
Краткий обзор станка модели 7523
Еще одним, довольно распространенным, можно назвать горизонтальнопротяжной станок серии 7523. Данный полуавтоматический агрегат имеет широкое применение при проведении работ со сквозными отверстиями на деталях всевозможных размеров и форм. Данная модификация введена в эксплуатацию в 1987 году, придя на смену модели горизонтального протяжного полуавтомата 7Б57.
Назначение данного полуавтоматического горизонтально протяжного станка заключается в обработке круглых и шлицевых отверстий, а также шпоночных пазов.
Осуществляя обработку по металлу отрезной станок 7523 имеет следующие параметры:
- нормальный класс точности (H);
- длина рабочего хода салазок, расположенных в горизонтальном направлении, составляет 125 см.;
- наличие у станка электрического привода, мощность которого равна 11 кВт;
- номинальный вес станка порядка 4100 кг.;
- сила горизонтальной тяги составляет 100 кН.
Описание полуавтоматического станка модели 7534
Еще одним ярким представителем своего класса является полуавтоматическая модель 7534 горизонтально протяжного станка.

Протяжной станок 7534
Данный станок по металлу, также, как и предыдущая модель, применяется для обработки не только круглых и шлицевых отверстий, но шпоночных пазов различной формы методом горизонтальной протяжки.
Особенностью этого отрезного станка является возможность установки дополнительного оборудования, с помощью которого становится доступной не только обработка внутренней, но и наружной поверхности деталей всевозможных размеров и конфигураций. Кроме того, на протяжной станок 7534 разрешается установка и полностью автоматизированной системы для разгрузки и погрузки, которая вкупе с ЧПУ позволяет сделать весь рабочий процесс полностью автоматизированным.
Станок горизонтальной протяжки имеет в своем арсенале следующие особенности:
- автоматизированную систему смазки, подача которой к трущимся деталям осуществляется дозировано;
- встроенную систему сигнализации, срабатывающую в случае нарушения или полного прекращения подачи смазочного материала;
- аксиально – поршневой насос, обеспечивающий работу гидравлического привода во время рабочего цикла;
- систему электрического контроля за степенью очистки рабочей жидкости, которая заключается в двойной степени фильтрации используя фильтр тонкой очистки;
- систему воздушного охлаждения масла, находящегося в гидравлике металлообрабатывающего станка.
Полуавтоматический станок серии 7534 обладает следующими техническими характеристиками:
- рабочий ход горизонтально расположенных направляющих салазок составляет 160 см.;
- мощность имеющегося тягового усилия равно 250 кН;
- скорость движения детали во время производственного цикла достигает 13 метров в минуту;
- максимальный наружный размер детали, подлежащей обработки, соответствует 60 см.;
- номинальный вес станка 6250 кг.
Техника обработки деталей
Описание процесса проведения обработки на протяжных станках заключается в следующем: деталь, которая подлежит обработке, закрепляется на стандартную планшайбу рабочего стола с соблюдением всех мер безопасности. Через отверстие этой детали пропускается протяжное приспособление, которое фиксируется непосредственно в тяговом патроне. После включения пусковой кнопки во внутрь цилиндра осуществляется подача масла, которое давит на шток, заставляя перемещаться протяжной элемент.
В то время, когда движущаяся каретка своим упорным элементом наедет на специальный упор для перестановки — произойдет срабатывание концевого выключателя, вследствие чего осуществится остановка рабочего хода каретки. На следующем этапе эксплуатации произойдет включение ее движения в противоположном направлении.
На завершающем этапе происходит задействование оператором кнопки включения холостого хода протяжки, после чего она вернется в свое исходное положение и на этом рабочий цикл аппарата будет считаться законченным.

Современный горизонтально-протяжной станок
Непосредственно от модели протяжного станка зависят и варианты фиксации элемента протяжки в патроне, которые могут быть не только обычными и быстросъемными, но и полностью автоматическими.
Благодаря тому, что на хвостовике корпуса станка имеется специальная резьба — происходит соединение патрона с рабочей кареткой.
Требования по мерам безопасности
В процессе работы на протяжных станках необходимо строго соблюдать меры личной безопасности, которые имеют общие принципы в отношении всего металлообрабатывающего оборудования.
Существует специализированный документ, содержащий набор условий и требований, предъявляемых к протяжным станкам, устанавливающимся на производстве. Так, к примеру, безопасность при осуществлении резки на металлообрабатывающих станках с вертикальным протяжением обеспечивается за счет установки специального ограждающего элемента, защищающего оператора от получения травм в случаях выпадения из патрона возвратного механизма тяжелой протяжки.
В период проведения работ на горизонтально-протяжных станках обязательным является установка защитного откидывающегося экрана со стеклом для слежения за процессом по всей территории выезда протяжного элемента.
Стоит отметить, что в целях безопасности категорически запрещается устанавливать, а также снимать протяжку во время работы металлообрабатывающего станка.
В случае эксплуатации протяжки, чей вес составляет более восьми килограмм, обязательным требованием является использование специального подъемника.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Сведения о производителе протяжного станка 7534
Разработчиком и изготовителем горизонтально-протяжного станка 7534 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
7534 Станок протяжной горизонтальный для внутреннего протягивания. Назначение и область применения
Станок протяжной горизонтальный для внутреннего протягивания 7534 предназначен для обработки протягиванием сквозных отверстий (предварительно обработанных и необработанных) различной конфигурации: -круглых, шлицевых, прямоугольных, со шпоночными пазами и пр. Используется в массовом, крупносерийном, мелкосерийном и единичном производстве.
Основные технические характеристики горизонтального протяжного станка 7534
- Номинальное тяговое усилие — 250 кН (25 тс)
- Наибольшая длина рабочего хода салазок — 1600 мм
- Диаметр отверстия в планшайбе — 160 мм
- Скорость рабочего хода — 1 ÷ 13 м/мин
- Мощность электродвигателя привода главного движения — 37 кВт
- Масса станка — 6,2 т
Конструктивные особенности горизонтального протяжного станка 7534:
При оснащении полуавтомата специальными приспособлениями на нем можно производить обработку протягиванием также и наружных поверхностей различной формы. При оснащении автоматизированным загрузочно-разгрузочньм устройством полуавтомат может работать в автоматическом режиме, а также встраиваться в автоматические линии.
Полуавтомат модели 7534 выпускается взамен станка модели 7Б56 и входит в состав новой унифицированной гаммы протяжных станков.
Более высокая производительность обусловлена повышением коэффициента технического использования станка, повышением уровня механизации и автоматизации, увеличением тягового усилия (250 кН против 200 кН у модели 7Б56).
Повышенную надежность полуавтомата обеспечивают:
- новая конструкция гидропривода главного движения на базе аксиально-поршневых насосов;
- новая более совершенная система смазки, обеспечивающая строго дозированную подачу смазывающей жидкости в каждую точку с контролем подачи и сигнализацией в случае несрабатывания;
- введение двойной фильтрации рабочей жидкости с использованием фильтра тонкой очистки с электровизуальной сигнализацией и высокой степенью очистки;
- применение беструбного метода монтажа притычной и модульной гидроаппаратуры с использованием унифицированных плит;
- система охлаждения масла гидропривода с помощью воздушного теплообменника;
- применение новой силовой электрической аппаратуры;
- укладка электроприводов в металлические короба.
Удобство обслуживания полуавтомата улучшено за счет:
- усовершенствования механизма регулировки длины хода рабочих салазок;
- введения в конструкцию полуавтомата электросекундомера для измерения скорости перемещения рабочих салазок;
- оснащения полуавтомата счетчиком циклов для счета количества обработанных деталей и определения необходимости переточки протяжек;
- соединения электрошкафа со станком и гидробаком, а также со средствами автоматизации посредством штепсельных разъемов.
По требованию заказчика за отдельную плату с полуавтоматом поставляются:
- механизм поддержки детали для компенсации массы обрабатываемой детали и упрощения ее установки относительно оси протягивания;
- технологическое приспособление для шпоночных пазов;
- грузоподъемник для установки и снятия тяжелых заготовок и протяжек;
- приспособление для очистки протяжки от стружки.
По заказу полуавтомат модели 7534 может поставляться с наладкой для обработки одной или нескольких определенных деталей, а также без приставной станины (модификация 7534—002).
Шероховатость обработанных поверхностей Rz20—Ra 0,63 мкм.
Класс точности станка Н по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не превышает 108 дБА.
Проектная организация — Минское специальное конструкторское бюро протяжных станков.
7534 Габарит рабочего пространства протяжного станка

Габарит рабочего пространства горизонтального протяжного станка 7534
7534 Фото горизонтального протяжного станка

Фото горизонтального протяжного станка 7534
Циклограмма работы протяжного станка 7534 в режиме полного и простого полуцикла
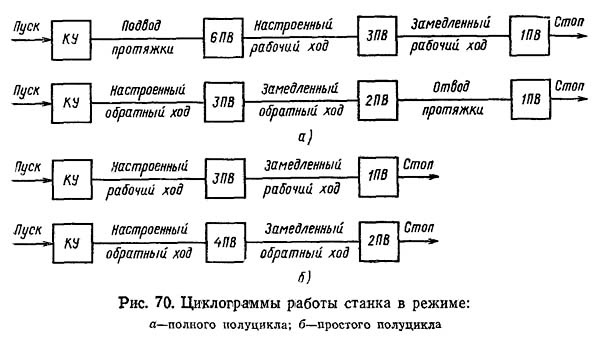
Циклограмма работы протяжного станка 7534
В режиме полного полуцикла (см. рис. 70,а) последовательность работы станка будет следующей. В исходном состоянии рабочие и вспомогательные салазки будут находиться в крайнем правом положении. Исходное положение поршня рабочего гидроцилиндра на рис. 69 показано тонкими линиями. Переключатель режима работы станка на пульте управления 4 (см. рис. 67) установлен в положение «Полный полуцикл».
После нажатия кнопки управления (КУ) «Пуск цикла» реверсивный золотник направляет масло от лопастного насоса 10 (см. рис. 69) в бесштоковую полость вспомогательного цилиндра 8. Поршень вспомогательного цилиндра перемещается влево, осуществляется подвод протяжки, в конце которого срабатывает конечный выключатель 6ПВ. Этот выключатель дает команду на включение гидрораспределителя, направляющего масло от радиально-поршневого насоса в штоковую полость рабочего цилиндра. Начинается рабочий ход. Одновременно реверсивным гидрораспределителем отключается подача масла во вспомогательный цилиндр.
Конечный выключатель ЗПВ настраивается так, чтобы срабатывание его происходило в момент входа калибрующих зубьев протяжки в обрабатываемую деталь. При этом в системе управления радиально-поршневым насосом включается гидрораспределитель, уменьшающий производительность насоса, что приводит к снижению скорости резания. Конечный выключатель 1ПВ, срабатывающий в конце рабочего хода, дает команду на прекращение подачи масла в штоковую полость рабочего цилиндра, станок останавливается.
Для начала обратного движения необходимо снова нажать кнопку «Пуск цикла». При этом включается гидрораспределитель, направляющий масло от радиально-поршневого насоса в бесштоковую полость рабочего цилиндра. При обратном ходе масла из штоковой полости через обратный клапан 12 (см. рис. 69) будет вытесняться в бесштоковую полость. Срабатывание конечного выключателя 4ПВ дает команду на включение золотника, уменьшающего производительность радиально-поршневого насоса, что приводит к снижению скорости обратного хода. Конечный выключатель 2ПВ, который срабатывает в конце обратного хода, дает команду на прекращение подачи масла в рабочий цилиндр, и одновременно дается команда на подачу масла в штоковую полость вспомогательного цилиндра. Начинается отвод протяжки. Конечный выключатель 5ПВ срабатывает в конце отвода протяжки и дает команду на прекращение подачи масла во вспомогательный цилиндр. Станок останавливается.
Режим простого полуцикла отличается тем, что в работе не участвует механизм подвода и отвода протяжки. В наладочном режиме гидросистема станка позволяет независимо управлять движениями рабочих и вспомогательных салазок.
Скорости рабочего и обратного ходов рабочих салазок настраивают с помощью четырех винтов механизма управления насосом. Настройка скоростей должна производиться только на наладочном режиме. Двумя винтами настраивается скорость рабочего хода и скорость рабочего замедленного хода. Другими двумя винтами настраивается скорость обратного хода и обратного замедленного хода. Величина скорости рабочего хода определяется оптимальной стойкостью инструмента применительно к конкретным условиям обработки. При этом необходимо учитывать, что величина скорости рабочего хода ограничивается не только заданной стойкостью, но и силами резания при протягивании конкретной детали. О силах резания в процессе протягивания можно судить по показаниям манометра. В паспорте станка приведены графики режимов работы станка в зависимости от величины силы резания при протягивании. Поскольку вся ранее выпущенная документация основана на старой системе единиц, в Приложениях 2 и 3 приведены соотношения этих единиц с обязательными в настоящее время единицами системы СИ. Например, для станка мод. 7534 номинальная сила тяги 200 кН будет соответствовать показанию манометра примерно 8,2 МПа. Наибольшая скорость резания допускается при силе резания до 100 кН. При силе резания 200 кН допустимая скорость резания будет составлять только 8,5 м/мин.
Следует иметь ввиду, что скорость рабочего хода обычно регулируется на наладочном режиме без нагрузки. При протягивании деталей, когда гидросистема работает под нагрузкой, наблюдается «посадка», т. е. уменьшение скорости по сравнению с отрегулированной скоростью. Величина посадки зависит от давления в системе на рабочем ходе. При давлении 10 МПа под нагрузкой посадка составляет 1,2 м/мин. Для меньших рабочих давлений величину посадки нужно пропорционально уменьшить.
Скорость обратного хода и замедленная скорость обратного хода настраиваются заводом-изготовителем. В процессе эксплуатации эти скорости изменять не рекомендуется.
Схема протяжной операции горизонтального станка 7534

Схема протяжной операции горизонтального станка 7534
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой — производительностью 25 л/мин — подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.
Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
7534 Пример протяжных работ внутреннего протягивания

Пример протяжных работ внутреннего протягивания 7534


Отправить ответ