
Госты для сварочных швов
Содержание:
- 1 Ручной электродуговой сварочный процесс
- 2 Под слоем флюса
- 3 При соединении труб
- 4 Для заготовок из алюминия
- 5 Текст ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
- 6 РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
- 7 Предмет ГОСТ
- 8 Первая таблица стандарта
- 9 Что пишется в остальных таблицах
Сварка металлов, осуществляемая посредством локального плавления кромок соединяемых деталей, является основной технологией, используемой для выполнения неразъемных соединений.
Развитие и совершенствование сварочного процесса привели к появлению разновидностей этой технологии, отличающихся сферой применения, используемой аппаратурой и расходными материалами, а также характером самого сварочного процесса.
В силу традиции все сколько-нибудь значимые производственные процедуры стандартизуются в государственном масштабе. Стандарт является неотъемлемой частью плановой экономики.
По этой причине, существует целый ряд государственных стандартов (ГОСТ), определяющих нормы при выполнении различных видов сварочных процессов.
Ручной электродуговой сварочный процесс
 Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.
Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.
Тип применяемого покрытия электрода определяется свариваемым материалом и характером сварочного тока. Выпускаемые электроды делятся на те, которые предназначены для работы на переменном сварочном токе, и использующие при сварке аппарат постоянного тока.
Порядок выполнения работ с применением данной технологии регламентируется двумя ГОСТами.
 ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:
ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:
- стыковые, при выполнении которых, элементы соединяются торцами, совмещёнными в одной плоскости;
- угловые, характеризующиеся тем, что соединяемые торцы деталей расположены в плоскостях, перпендикулярных друг другу;
- тавровые, заключающиеся в соединении торца одной заготовки с плоской поверхностью другой под прямым углом;
- нахлёсточные, соединяющие заготовки в параллельных плоскостях с наложением одной на другую.
 Государственным стандартом устанавливается порядок подготовки поверхностей к выполнению сварного неразъемного соединения, включающий точную геометрию срезов кромок заготовок. Отдельные разделы стандарта посвящены свариванию заготовок разной толщины.
Государственным стандартом устанавливается порядок подготовки поверхностей к выполнению сварного неразъемного соединения, включающий точную геометрию срезов кромок заготовок. Отдельные разделы стандарта посвящены свариванию заготовок разной толщины.
ГОСТ 11534 – 75 относится к соединениям, при которых заготовки образуют между собой острые или тупые углы. Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров.
Есть нормативные документы и для электродов. ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы.
Важнейшими из этих характеристик являются показатели пластичности сварного соединения и величины разрушающих напряжений, возникающих при определенных видах нагрузки этого соединения.
Под слоем флюса
 Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.
Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.
ГОСТ 8713 – 79 определяет порядок выполнения работ с различными вариантами применения флюсов. Данный государственный стандарт описывает выполнение работ с применением механизированной и автоматической сварки.
ГОСТ 1533 – 75 посвящается свариванию заготовок под флюсом с использованием автоматических и полуавтоматических сварочных аппаратов. Рассматриваются типы сварных соединений с расположением кромок соединяемых элементов в плоскостях, образующих между собой острые и тупые углы.
ГОСТ 14771 – 76 описывает процессы создания сварных соединений в среде инертных газов или их смеси плавящимся и неплавящимся электродом. Показаны точные геометрические размеры скосов, выполняемых на соединяемых торцах изделий из стали и сплавов на основе железа и никеля.
При соединении труб
Ввиду высокой ответственности работ, осуществляемых при строительстве трубопроводов, выполнению сварных соединений на них посвящен отдельный ГОСТ 16037 – 80.
Действие этого ГОСТа распространяется на элементы стальных трубопроводов, неразъемное сварное соединение которых производится с применением различных технологий. Могут быть задействованы ручные, полуавтоматически и полностью автоматизированные электродуговые процессы, а также применяться газовая сварка.
В последней материал трубы плавится от тепла, получаемого при сгорании смеси газов. Для безопасной работы с газами важно соблюдать соответствующие инструкции.
Для заготовок из алюминия
 Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.
Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.
Этот металл при плавлении легко разбрызгивается, что препятствует созданию качественного шва. ГОСТ 14806 – 80 определяет дуговой процесс сварки алюминия и его сплавов в среде инертных газов.
Существуют государственные стандарты, нормирующие порядок производства работ по таким видам сварки, как точечная, импульсная лазерная, контактная.
ГОСТами охвачены практически все применяемые в сварочных процессах материалы и само используемое оборудование.
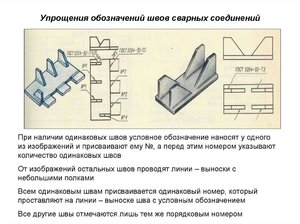
Условные обозначения сварочных соединительных швов, применяемые в конструкторской технической документации, также определяются ГОСТом.
Кроме ГОСТов, регламентирующих проведение сварки и применяемое для этого оборудование, действует несколько строительных норм и правил (СНиП), имеющих отношение к процессам создания сварных соединений.
Эти документы устанавливают нормы при производстве строительных и монтажных работ по возведению стальных конструкций разного назначения, требующих применения технологий сваривания металла.
Текст ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
РУЧНАЯ ДУГОВАЯ СВАРКА СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints.
Main types, design elements and dimensions
МКС 25.160.40 ОКП 06 0200 0000
Постановлением Государственного комитета СССР по стандартам от 24.07.80 № 3827 дата введения установлена
Ограничение срока действия снято по протоколу № 5—94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12—94)
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2—54.
Характер сварного шва
Форма поперечного сечения
Толщина свариваемых деталей, мм
Условное обозначение соединения
С отбортовкой кромок
С отбортовкой одной кромки_
szzzzfSkss:
руууЖччч
Без скоса кромок
Односторонний на съем-ной подкладке
Односторонний на остающейся подкладке
Издание официальное Перепечатка воспрещена
^ Издание (ноябрь 2009 г.) с Изменением № 1, утвержденным в январе 1989 г. (ИУС 4—89),
Поправкой (ИУС 9—2009).
© Издательство стандартов, 1980 © СТАНДАРТИНФОРМ, 2010
Характер сварного шва
Толщина свариваемых деталей, мм
Условное обозначение соединения
Без скоса кромок
Без скоса кромок с последующей строжкой
Односторонний на съемной подкладке
Со скосом одной кромки
Односторонний на остающейся подкладке
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами одной кромки
С двумя несимметричными скосами одной кромки
Характер сварного шва
Толщина свариваемых деталей, мм
Условное обозначение соединения
Со скосом кромок
Со скосом кромок с последующей строжкой
С криволинейным скосом кромок
С ломаным скосом кромок
С двумя симметричными скоса-ми кромок
С двумя симметричными криволинейными скосами кромок
С двумя симметричными ломаными скоса-ми кромок
Односторонний на съем-ной подкладке
Односторонний на остающейся подкладке_
С двумя несимметричными скосами кромок
Характер сварного шва
Толщина свариваемых деталей, мм
Условное обозначение соединения
Без скоса кромок
Со скосом одной кромки
С криволинейным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами од-ной кромки
Без скоса кромок
YZZZZZX
tsWWN
Условное обозначение сварного соединения
подготовленных кромок свариваемых деталей
Размер для справок.
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
Условное обозначение сварного соединения
подготовленных кромок свариваемых деталей
* Размер для справок.
Условное обозначение сварного соединения
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
Пред. Но-откл. мин.
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
Св. 54 до 60 Св. 60 до 66
Св. 90 до 96 Св. 96 до 100
подготовленных кромок свариваемых деталей
Св. 84 до 90 Св. 90 до 96
Св. 96 до 100 Св. 100 до 108
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
* Размер для справок.
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
От 3 до 5 Св. 5 до 8 Св. 8 до 11 Св. 11 до 14 Св. 14 до 17 Св. 17 до 20 Св. 20 до 24 Св. 24 до 28 Св. 28 до 32 Св. 32 до 36 Св. 36 до 40 Св. 40 до 44 Св. 44 до 48 Св. 48 до 52 Св. 52 до 56 Св. 56 до 60
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
подготовленных кромок свариваемых деталей
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Толщина тонкой детали
Разность толщин деталей
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
5. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1.0 мм — для деталей толщиной 4—10 мм;
0,1 s, но не более 3 мм — для деталей толщиной 10—100 мм;
0,01 5 + 2 мм, но не более 4 мм — для деталей толщиной более 100 мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно сможет быть увеличена ширина шва е, е(.
(Измененная редакция, Изм. № 1).
7. При сварке в положениях, отличных от нижнего, допускается увеличение размера g и не более:
1.0 мм — для деталей толщиной до 60 мм;
2.0 мм — для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва К, К должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1, 2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
8, 9. (Измененная редакция, Изм. № 1).
10. (Исключен, Изм. № 1).
11. Минимальные значения катетов угловых швов приведены в приложении 1.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2.
13. Допускается выпуклость и вогнутость углового шва до 30 % его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 5), установленного при проектировании.
Примечание. Катетом Кп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. № 1).
14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8—1,4 мм (УП).
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до +5°.
При этом соответственно может быть изменена ширина шва е, ех.
15, 16. (Введены дополнительно, Изм. № 1).
Минимальный катет углового шва для толщины более толстого из свариваемых элементов
 ГОСТ на сварные швы был издан в Советском Союзе в 1980 году и имеет номер 5264. Этот стандарт является действующим. В нем описываются ручная дуговая сварка, сварные соединения, а также основные типы, конструктивные элементы и размеры. При этом стандарт не распространяется на сварные соединения трубопроводов из стали, которые регулируются другими нормативами. Рассмотрим, в чем заключается данный стандарт и как он регулирует изготовление соединений.
ГОСТ на сварные швы был издан в Советском Союзе в 1980 году и имеет номер 5264. Этот стандарт является действующим. В нем описываются ручная дуговая сварка, сварные соединения, а также основные типы, конструктивные элементы и размеры. При этом стандарт не распространяется на сварные соединения трубопроводов из стали, которые регулируются другими нормативами. Рассмотрим, в чем заключается данный стандарт и как он регулирует изготовление соединений.
Предмет ГОСТ
ГОСТ на сварные соединения устанавливает основные виды, конструктивные элементы и параметры сварных соединений из сталей и сплавов на основе никеля и железоникелевого сплавов с применением ручной дуговой справки. Сварные швы ГОСТ и их основные виды должны соответствовать первой таблице стандарта. А конструктивные элементы и их соединения соответствовать таблицам под номерами со 2 по 54. Он позволяет применять основные типы сварных соединений при сварке электродной проволокой в двуокиси углерода диаметром от 0,8 до 1,4 миллиметра. Также допускается увеличение по размерам швов на 30 процентов, отклонения кромок могут иметь значения до 5 градусов в ту или иную сторону с соответствующим изменением ширины шва.
Первая таблица стандарта
В первой таблицы стандарта ГОСТ на сварные швы указываются основные типы соединения. В стандарте указываются следующие соединения:
- Стыковое и его подвиды.
- Угловое со скосами и без скоса.
- Тавровое соединение.
- Нахлесточное.
Каждое из них, за исключением нахлесточного, имеет более десятка подвидов. Каждое из них имеет кодовое обозначение начиная с С1. Далее в таблице указывается форма подготовленных кромок и характер сварного шва. После этого идет форма поперечного сечения, указана толщина свариваемых деталей. Немного подробнее рассмотрим таблицу под номером один.
Форма подготовленных рамок
 Стыковое имеет несколько видов форм. С1 и С28 производятся с отбортовкой кромок и ее односторонней разновидностью. Без скоса кромок, в том числе с последующей дорожкой, идут конструкции с С2 по С6. Скос одной кромки с толщиной соединения до 60 миллиметров присущ конструкциям под кодами С8-С12. Нахлесточное соединение имеет только одну форму, а именно без скоса рамок. Кроме того, для соединений имеются скосы криволинейные, ломаные, двумя симметричными скосами, в том числе ломаными и криволинейными одной и обеих кромок.
Стыковое имеет несколько видов форм. С1 и С28 производятся с отбортовкой кромок и ее односторонней разновидностью. Без скоса кромок, в том числе с последующей дорожкой, идут конструкции с С2 по С6. Скос одной кромки с толщиной соединения до 60 миллиметров присущ конструкциям под кодами С8-С12. Нахлесточное соединение имеет только одну форму, а именно без скоса рамок. Кроме того, для соединений имеются скосы криволинейные, ломаные, двумя симметричными скосами, в том числе ломаными и криволинейными одной и обеих кромок.
Характер сварного шва
Что касается характера шва, то здесь есть некоторые нюансы. Стыковое имеет односторонний и двухсторонний характер, но при этом немало подвидов. Среди них перечислим некоторые:
- Простые односторонние;
- Простые двухсторонние;
- Замковые;
- На съемной и остающейся подкладке.
Большинство элементов свариваются как односторонние и двухсторонние. Для некоторых из них необходимо тщательно подбирать виды сварки и соответствующую толщину. Вся подробная информация изложена в стандарте и для каждого описывается нужный вариант и соответствующие формы и кромки.
Что пишется в остальных таблицах
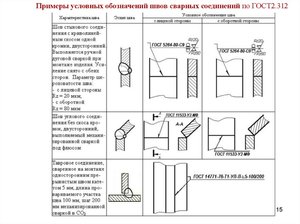 Далее идут таблицы со 2 по 54. Каждая из них устанавливает номер сварного соединения, конструктивные элементы, размеры детали и их отклонения. Число пунктов, в которых описываются размеры, варьируется от 2 до 10 и более. Показаны изображения подготовленных кромок и сварного шва, проставлены все необходимые обозначения, включая штриховку материала.
Далее идут таблицы со 2 по 54. Каждая из них устанавливает номер сварного соединения, конструктивные элементы, размеры детали и их отклонения. Число пунктов, в которых описываются размеры, варьируется от 2 до 10 и более. Показаны изображения подготовленных кромок и сварного шва, проставлены все необходимые обозначения, включая штриховку материала.
Примечательна таблица под номером 55. Здесь указываются толщина тонкой детали и разность толщин деталей. Согласно ГОСТу, в зависимости от размера детали, разность должна находиться в диапазоне от 1 до 4 миллиметров. Осуществление плавного перехода производят с помощью наклонного расположения поверхности шва. При превышении разности между деталями, на той, которая имеет большую толщину, необходимо сделать скос односторонний или двухсторонний до толщины тонкой детали. Конструктивные элементы подготовленных кромок и размеры шва после сварки должны выбираться по меньшей толщине.
После всех таблиц идут приложения в количестве трех штук. Первое описывает предел текучести свариваемой стали в Мегапаскалях и катет углового шва для более толстого элемента. При этом минимальное значение катета не должно превышать толщину более тонкого элемента более, чем в 1,2 раза.
В приложениях 2 и 3 подробно расписано про катет углового шва, включая предельные отклонения от номинального значения, катет для отношения между временными сопротивлениями разрыву металла шва и основного металла. Указаны рекомендованные значения.
ГОСТ, описывающий параметры сварки, сварные швы и конструктивные элементы, является важным документом. С его помощью контролируется процесс производства, подбираются конструкции и детали по толщине. Эта книга является обязательной для сварщика и похожих профессий, так как ее применение гарантирует качественную и надежную сварку.


Отправить ответ