
Холодная сварка для дюралюминия
Содержание:
- 1 Что представляет собой холодная сварка?
- 2 Состав и характеристики
- 3 Принцип сварки деформацией
- 4 Методы холодной сварки
- 5 Стыковая сварка
- 6 Точечная сварка
- 7 Шовная сварка
- 8 Технология сварки алюминия
- 9 Применение и особенности
- 10 Лучшая холодная сварка для алюминия
- 11 Виды холодной сварки алюминия
- 12 Методы сварки деформацией
- 13 Холодная сварка клеем
- 14 Особенности холодной сварки
- 15 Холодная сварка за счет деформации
- 16 Разновидности холодной сварки
- 17 Клеевая сварка
Алюминий – легкий металл, применяемый в промышленности в течение многих десятилетий. За этот период времени было установлено, что холодная сварка для алюминия и его сплавов – единственный способ соединения заготовок.

Что представляет собой холодная сварка?
Холодная сварка — способ соединения деталей из металла, которое производится без нагревания, под давлением. Склеивание осуществляется за счет пластичной деформации массы и ее проникания в свариваемые поверхности. Холодная сварка для алюминия широкодоступна и не нуждается в специальной подготовке и сложном оборудовании. Процесс совершается непосредственно в помещении, при комнатной температуре. Не требуются никакие источники нагрева, используемые дуговой сваркой.

Состав и характеристики
Холодная сварка, по сути, является клеем для металлов и может иметь однокомпонентный или двухкомпонентный состав, в который входят:
- Эпоксидные смолы, составляющие основу сварки и отвечающие за однородность и пластичность состава.
- Металлический компонент в качестве наполнителя.
- Дополнительные вещества и присадки, улучшающие адгезию, устойчивость к агрессивной среде, температурные характеристики и так далее.
Прочность зависит от его состава, правильности использования и качества подготовки поверхности.
При подходящих условиях место соединения бывает даже прочнее соединяемого металла, но, как показала практика, шов после склеивания на порядок менее прочный, чем при традиционной сварке. Потому ее рекомендуется применять только для небольшого ремонта.
Клей "Холодная сварка для алюминия" встречается практически в каждом хозяйственном магазине – огромное число зарубежных и отечественных производителей выпускают этот состав, отличающийся между собой только внешним оформлением.
Мастика, как правило, продается в виде двухслойного бруска, который напоминает пластилин, или для удобства помещена в цилиндрическую упаковку.
Перед сварочной работой от куска отрезается (строго перпендикулярно) нужное количество. Элементы сварки после разминания пальцами рук быстро наносятся на нужный участок.

Принцип сварки деформацией
Склеивание алюминиевых поверхностей производится благодаря пластической деформации.
Соединяемые предметы при холодной сварке очень плотно друг с другом сдавливаются, в результате чего происходит разрушение внешнего слоя, возникает межмолекулярная связь, образующая прочное соединение.
Для обеспечения лучшего возникновения связи детали желательно заранее обезжирить, очистить от пыли.

Методы холодной сварки
Технологию соединения алюминия холодным способом можно разделить на 3 метода:
Стыковая сварка
При данном методе алюминиевые заготовки помещают и зажимают в специальные губки. Далее к ним подается усилие, которое направлено по оси. Вследствие этого детали максимально плотно сближаются, и происходит пластическая деформация.
Такой метод обладает некоторыми недостатками:
- соединить длинные детали практически невозможно, потому как их размер ограничен конструкцией зажимного устройства;
- часть заготовок, находящаяся во втулке-зажиме, деформируется;
- трудно извлекать из зажимов детали.
Точечная сварка
Этот способ используется для сваривания алюминиевых заготовок внахлест. Используются специальные пуансоны. Место расположения вдавливаемых пуансон называется сварной точкой. Сварные точки располагают по линии соединения через некоторый интервал.
Преимуществом этого метода является отсутствие необходимости предварительного закрепления деталей и низкая деформация металла в соединенных местах. Это наиболее распространенная холодная сварка для алюминия. Она может производиться без зажатия или на закрепленных деталях.

Шовная сварка
Для образования сплошного шва при таком методе сварки могут использоваться ролики, между которыми располагают соединяемые заготовки или кольцевидные пуансоны.
Сварка может выполняться либо одним вращающимся роликом, который придавливает алюминиевые детали к опоре, либо двумя вращающимися роликами, которые зажимают детали между собой.
В зависимости от сечения деталей роликовый шов может делаться на фрезеровальном или ручном настольном станке.
При таком методе соединения получается шов без отбортовки, однако его недостаток – истончение сечения деталей в месте шва, что приводит к перегибу и искривлению заготовок в этом месте.
Уменьшить такой недостаток можно за счет увеличения диаметра рабочей поверхности роликов. Или же использование этого метода лучше избегать.
Технология сварки алюминия
Сварка сдвигом – метод холодной сварки алюминия. Выполняется способом сдавливания с тангенциальным смещением. В результате данного процесса сдираются все окисные пленки, образуя мостики соединения. Этот метод применяется в промышленных условиях для соединения проводки и троллейбусных проводов, корпусов радиоприборов, оболочек кабелей, разных каркасов для бытовых приборов. Отличный результат получается при сваривании алюминия с его сплавами (при условии соблюдения чистоты поверхностей заготовок). В случае самого малейшего загрязнения достичь хорошего качества соединения практически невозможно.
Чтобы получить хорошее качество соединения, следует осадочное давление приложить так, чтобы металл мог свободно вытекать с двух сторон от места сварки. Только выполнение такого условия позволит добиться правильного смещения деталей относительно друг друга.
Шов на листовом алюминии можно выполнить:

Применение и особенности
Перед работой следует очистить поверхность при помощи стальных вращающихся щеток. Сваривание алюминия можно производить с различным металлом. Довольно часто применяется сварка алюминиевых труб. В лабораторных условиях удалась попытка осуществить сварку с помощью штампов алюминия и стали.
За холодной сваркой наблюдается большое будущее. Несмотря на то что сейчас разрабатываются новые методы использования тока высокой частоты, такие установки получаются достаточно дорогостоящими, а их коэффициент полезного действия все также остается на довольно низком уровне.
Сварка и пайка могут выполняться под воздействием индуктированных токов. При сваривании постоянным током алюминия можно действовать следующим образом: в раствор щелочи опустить два стержня, затем пропустить постоянный ток. В результате произойдет быстрое разогревание минусового стержня. Теперь следует вынуть стержни и сделать осадку.
Этот способ применяют в лабораториях. В промышленности своего места он не нашел.
Когда производится холодная сварка для алюминия, внешнего нагрева деталей нет. Это позволяет соединять в изоляции электропровода, проводить работы в огнеопасной зоне, заделывать пробоины в емкости, которую нельзя нагревать. Кроме того, возможно соединение алюминия со сталью. При использовании холодной сварки по алюминию можно сократить отход металла практически в 10 раз. Применяя оборудование для сварки алюминия, вместе соединяют медь и титан, а также иные металлы и сплавы, обладающие пластичностью. Для сварки алюминия далеко не всегда нужны флюсы.
Точечной сваркой можно соединять листовой металл толщиной до 15 мм.
Стыковым методом соединяются прутки с сечением до 30 мм и проволока этого же диаметра. Холодная сварка для алюминия высокотемпературная способна соединить полоски из меди сечением 100 х 10 мм очень прочным швом.
Шовной сваркой на деталях из листового материала получается герметичный шов абсолютно любой длины
Сварка алюминия холодным методом предназначена для стационарных условий. Оборудование может иметь механизм осадки, гидропривод, механизм зажатия деталей.
В состав холодной сварки для бытовых нужд входят наполнители, эпоксидные смолы, серные добавки. У полимерного состава имеется свойство склеивания, которое появляется при небольшом нагреве. Его можно получить путем разминания куска вещества в ладонях на протяжении нескольких минут. Затем массу можно наносить на место соединения деталей.
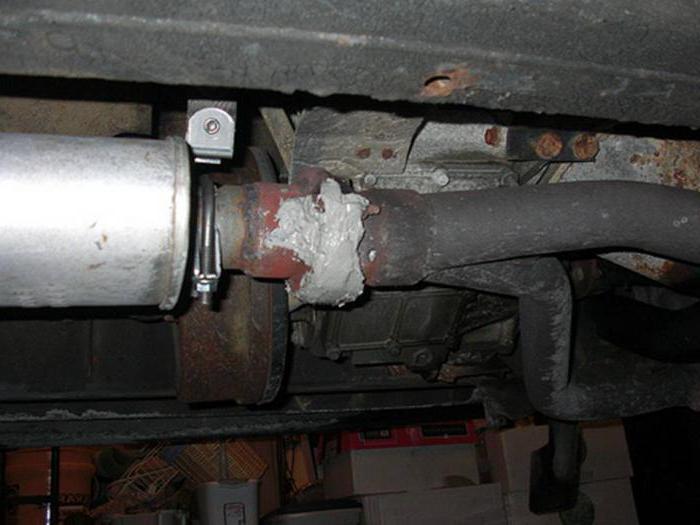
Такой вид сварки применяют при выполнении мелких ремонтов бытовых приборов, сантехники, стояков, радиаторов, окон, глушителей, топливных баков и т. д.
Масса после схватывания способна принимать, если ее обработать, любую форму. Полное застывание наступает через 1-8 час. Детали после этого можно красить.
Холодная сварка для алюминия отзывы людей, неоднократно ее использовавших, получила самые положительные. Проанализировав их, можно сделать вывод, что долговечность и качество соединения, как правило, полностью зависят от выбранного клеевого состава и правильности выполнения технологии.
Холодная сварка алюминия в СПб осуществляется как в специализированных автомастерских, так и самостоятельно на дому. Упаковка материала стоит от 38-40 рублей.
Лучшая холодная сварка для алюминия
Она специально предназначенная для ремонта агрегатов и деталей автомобиля из алюминия, силумина и дюраля.
Быстроотверждаемая холодная сварка «Полирем-Алюминий», формулу которой специально разработали для лучшей адгезии к алюминию и его сплавам, дает возможность проведения качественного и надежного ремонта алюминиевых деталей, без применения сварочного аппарата.
Применяя эту холодную сварку, можно эффективно и быстро отремонтировать:
- алюминиевые крылья автомобиля;
- радиаторы автомобиля;
- трубопроводы из алюминия или сплавов;
- головки цилиндров авто;
- панели кузова и прочие детали автомобилей.
Холодная сварка для алюминия, цена которой зависит от упаковки и составляет от 40 руб., специально содержит наполнитель, обеспечивающий составу усиленную адгезию именно к алюминию и его сплавам.
Теперь не нужно возиться со сварочным аппаратом — просто можно взять холодную сварку для алюминия, замешать состав руками и приступить к ремонту.
Если по технологическим условиям нежелателен нагрев соединяемых деталей применяется холодная сварка для алюминия. По прочности данная методика превосходит болтовое крепление. Она хороша тем, что может использоваться в домашних условиях неподготовленными людьми.
Виды холодной сварки алюминия
Соединение алюминиевых деталей без традиционной сварки применяется в промышленности и домашними мастерами для изготовления корпусов приборов, бытовых изделий, восстановления поверхности. Используемые способы:
- Сварка давлением выполняется прижатием соединяемых участков стержнями (пуансонами). За счёт высокого давления оксидный слой разрушается. Это способствует созданию монолитного соединения на молекулярном уровне на местах воздействия пуансонов.
- Сдвиг под давлением аналогичен предыдущему, но соединение за счёт горизонтального смещения происходит по всей длине стыкуемых участков.
- Соединение клеем на основе эпоксидных смол распространено в быту. После нанесения он, реагируя с металлом, внедряется в кристаллическую решётку, прочно скрепляя детали.
Методы сварки деформацией
Обязательным условием этой технологии является очистка с последующим обезжириванием заготовок. Деформация алюминия производится постоянным или переменным давлением. В зависимости от размера заготовок и необходимой надёжности выбирается один из трёх методов.
Точечный
Самый распространённый способ, так как не требуется зажимное устройство. Заготовки кладутся внахлёст, по их длине вдавливаемыми пуансонами создаются интервальные точки соединения. Полученный шов негерметичен. Качество крепления определяется степенью деформации, показывающей отношение глубины вдавливания к толщине материала. Норма по алюминию равна 60 — 70%, для сплавов — 75 — 90%. Не рекомендуется использовать листы толще 15 мм.
Шовный
Применяется для создания герметичных швов любой длины. Выполняется кольцевыми пуансонами или вращающимися роликами с помощью фрезерного или ручного станка. Протяжка осуществляется при одностороннем варианте между роликом и опорой, при двухстороннем — между двумя роликами. Недостатком шовной сварки считается уменьшение толщины по шву, что снижает сопротивление на изгиб.
Стыковой
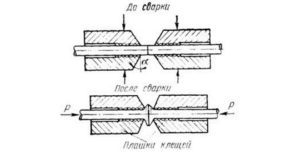
Сварка алюминия этим методом производится в зажимном устройстве, размеры которого ограничивают длину и габариты заготовок. Детали закрепляются в губках, и за счёт осевого давления сопрягаются торцами. Несмотря на высокое качество швов, применение метода ограничено, так как в месте соединения образуется выпуклость. Участки, зажатые в губках, сильно деформируются, поэтому их извлечение затруднено. Метод используется для сваривания алюминиевых проводов, стержней, реже труб. Рекомендуется использовать металл сечением не более 30 мм².
Холодная сварка клеем
Состав продаётся в хозяйственных магазинах в виде мастики или двух жидких компонентов, упакованных в тюбики. Основа состоит из эпоксидной смолы с добавленными наполнителями и присадками для улучшения адгезии, прочности, стойкости к агрессивным веществам и предельным температурам. Имея клей для жидкой сварки и алюминиевые изделия с повреждениями ремонт можно производить даже в полевых условиях.

Выбор клея
В магазинах имеется обширный ассортимент составов отечественного и зарубежного производства. При выборе клея для холодной сварки необходимо:
- сравнивать характеристики имеющихся марок с требуемыми для выполнения работы;
- обращать внимание на универсальные виды, предназначенные для склеивания деталей из алюминия с другими материалами;
- внимательно изучать инструкцию;
- консультироваться с продавцами;
- ознакомиться с отзывами покупателей;
- учитывать, что жидкие составы сохнут дольше, чем мастика.
Пошаговый процесс
Инструменты для подготовки смеси не должны быть металлическими, чтобы она не взаимодействовала раньше срока. Для безопасной работы потребуются защитные перчатки, респиратор. Технология сварки алюминия клеем имеет следующую последовательность:
- Средство извлекается из упаковки.
- Отливается или отрезается необходимое для работы количество.
- Ингредиенты перемешиваются до образования однородной массы. Срок до начала затвердевания составляет 30 минут.
- Соединяемые участки обезжириваются ацетоном.
- Наносится клей, затем детали сжимаются на 40 минут.
- Затем выступившая смесь удаляется наждачной бумагой.
- Изделию дают отстояться пару часов до полного затвердевания средства.
- Заделка дефектов и отверстий производится последовательным нанесением слоёв толщиной 5 мм с полной просушкой каждого.
Преимущества и недостатки клеевого метода
Помимо того что клей «холодная сварка» — это простой способ соединения, он и стоит недорого. Большую популярность метод приобрёл благодаря следующим качествам:
- быстрое, 20 — 30 мин, создание соединений;
- отсутствие затрат на электроэнергию;
- возможность выбора способов соединения (встык, внахлёст, заделка дефектов);
- возможность сварки разнородных материалов;
- соединяемые участки не деформируются.
Однако специфика метода накладывает ограничения на его использование. Применение холодной сварки клеем нежелательно:
- в местах с высокой температурой;
- если изделие должно быть экологически чистым;
- для скрепления деталей, подвергающихся ударным и вибрационным нагрузкам;
- при ремонте сосудов и труб высокого давления;
- для восстановления изделий, эксплуатируемых в агрессивных средах;
- если ёмкость контактирует с продуктами питания и питьевой водой.
После освоения способов холодной сварки любой человек сможет в домашних условиях самостоятельно производить ремонт алюминиевых изделий. Никакого сложного оборудования и навыков для этого не нужно.
Холодная сварка по алюминию представляет собой технологию, благодаря которой соединение заготовок осуществляется без их нагрева. По сути, это самое обыкновенное склеивание, осуществляемое за счет пластичности металла. Стоит отметить, что подобная методика встречается довольно-таки часто, для нее не требуется какая-либо особая подготовка или использование специального оборудования. Все работы производятся исключительно в помещении при обыкновенной комнатной температуре.
Особенности холодной сварки
По большому счету, холодная сварка — это клей для металлических элементов, который включает в себя один или два компонента:
- смолы эпоксидного типа, благодаря которым обеспечивается однородность сварного соединения, причем оно образуется без ущерба для пластичности материала;
- определенный процент металла, выполняющего функции наполнителя;
- различные вещества, представляющие собой присадки, за счет которых улучшается адгезия, а металл лучше сопротивляется различным агрессивным воздействиям, способен выдерживать значительные температурные перепады и так далее.
Прочность холодной сварки находится в непосредственной зависимости от состава припоя, правильности его применения и, что немаловажно, от того, насколько правильно были подготовлены поверхности заготовок.
Если все требования были выполнены в полном объеме, то сварной шов получается даже более прочным, нежели основный металл. Однако холодная сварка по алюминию, как показывает опыт работы специалистов, является не слишком качественным методом соединения, поэтому ее используют исключительно для проведения небольших ремонтных работ.
Холодная сварка за счет деформации
Изделия из алюминия приближаются друг к другу на максимально близкое расстояние, причем в ходе этого процесса осуществляется разрушение слоя оксида, который покрывает поверхность заготовок. После этого кристаллические решетки соединяются между собой, за счет чего получается довольно прочное соединение.
Чтобы связи между деталями вышли как можно более прочными, перед самой сваркой элементы нужно полностью очистить от пыли и по возможности обезжирить. Стоит отметить, что таким образом можно соединять не только изделия из алюминия, но и различные другие металлы, например медь, кадмий, никель, железо и так далее. Более того, данная технология прекрасно подходит для сваривания заготовок, сделанных из разных материалов, которые отличаются повышенной чувствительностью к высокой температуре.
Разновидности холодной сварки
На сегодняшний день известно три основных технологии, которые могут использоваться для получения сварных соединений данного типа:
- стыковая;
- точечная;
- шовная.
Точечная
Точечная методика применяется, когда требуется соединить между собой алюминиевые элементы внахлест. В этом случае придется воспользоваться пуансонами, причем участок, где будет располагаться этот пуансон, носит название сварной точки. Они находятся вдоль линии соединения элементов, но между ними сохраняется определенное расстояние.
Качество сварного соединения напрямую зависит от того, насколько сильно будет деформироваться сварная точка. Как правило, деформация для изделий из алюминия допускается в пределах от 60 до 70 %. Ключевым положительным качеством данной технологии является то, что перед началом самого процесса нет необходимости фиксировать заготовки в определенном положении. На сегодняшний день точечный метод является одним из наиболее часто встречающихся.
Шовная
Другая технология, получившая название шовной, базируется на использовании кольцеобразных пуансонов или специальных роликов. В процессе выполнения соединения ролики или пуансоны придавливают между собой алюминиевые детали, которые предварительно были очищены от оксидной пленки. Однако у этого метода имеется один существенный недостаток: на участке, где формируется шов, металл становится более тонким. В конечном счете, при значительных нагрузках, это может привести к тому, что заготовки начнут перегибаться или искривляться.
Чтобы нивелировать этот дефект, можно увеличить диаметр роликов, однако специалисты советуют по возможности избегать использования подобной технологии.
Стыковая
При применении стыкового метода заготовки, выполненные из алюминия, зажимают в губках таким образом, чтобы встречные концы были незначительно выпущены из них. Когда этот этап будет завершен, на зажимы оказывается довольно сильное осевое давление, что приводит к плотному сближению элементов. В результате осуществляется пластическая деформация, которая в конечном счете приводит к формированию межмолекулярных связей между заготовками.
Стоит отметить, холодная сварка для алюминия имеет определенные ограничения. В частности, категорически запрещается соединять между собой чересчур длинные элементы. Это связано с тем, что конструкция зажима не подразумевает сквозных вставок, поэтому детали будут ограничены по своим габаритам этим устройством. 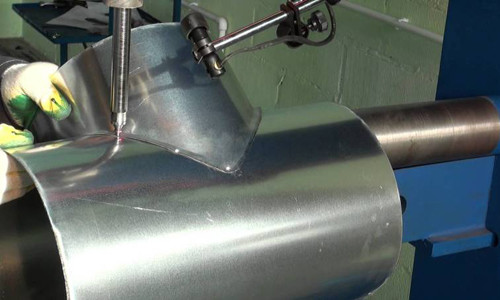
Клеевая сварка
Данная технология не подразумевает использования механизмов или каких-либо особых устройств, поэтому она применяется довольно широко. Как уже говорилось выше, для полноценных сварных работ этот метод не подходит, однако в качестве временного средства он почти идеален.
Во многом за счет активного развития химической промышленности удалось разработать рецепт состава, позволяющего качественно соединять алюминиевые элементы. Дело в том, что в составе имеется ряд специальных присадок, которые могут значительно повысить адгезию материала, его температурные показатели. Сварное соединение такого типа превосходно сопротивляется воздействию даже самых агрессивных химических соединений.
Данные средства продаются практически в каждом магазине, причем такая продукция выпускается как отечественными, так и зарубежными предприятиями. Перед началом работы нужно отрезать от бруска требуемое количество вещества, соединить его с жидкостью из тюбика, идущего в комплекте. После этого данной смесью смазывают участок, который необходимо приварить, затем ждут несколько минут и обрабатывают место с помощью шлифовальной бумаги. Чтобы соединение получилось как можно более прочным, соединяемые элементы предварительно необходимо обезжирить и тщательно очистить от пыли. Воспользоваться данным составом можно только в течение получаса после его приготовления.


Отправить ответ