
Импульсный трансформатор сварочного инвертора
Содержание:
- 1 Инвертор сварочный своими руками
- 2 Описание
- 3 Принцип работы
- 4 Область применения
- 5 Преимущества и недостатки
- 6 Как сделать своими руками?
- 7 Настройка аппарата
- 8 Обслуживание и ремонт
- 9 Сварочный полуавтомат из инвертора
- 10 Общие сведения
- 11 Устройство и принцип действия
- 12 Самодельный сварочный аппарат
- 13 Изготовление инвертора
- 14 Основные рекомендации
- 15 Дальнейшая настройка
Инвертор сварочный своими руками
Метод сварки металлов на сегодня насчитывает немало способов и большинство их основано на использовании электричества. Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Последний стал популярен относительно недавно и до того, как на полках магазинов появились малогабаритные и легкие в переноске аппараты, домашняя сварка была уделом немногих. После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.

Описание
Инвертор – это прибор преобразующий постоянный электрический ток в переменный, а в сварочном аппарате инверторного типа происходит двойное преобразование:
- Переменный ток силой не превышающей 5 ампер, с напряжением 220/380 вольт и частотой 50 Гц преобразовывается в постоянный с такими же значениями.
- Полученный постоянный ток преобразовывается в переменный с напряжением в несколько десятков вольт и силой тока до нескольких сотен ампер.
Такая трансформация более выгодна, поскольку получаемые характеристики сварочного тока имеют высокую стабильность и легко управляются, что дает возможность настроить оптимальный режим сварки при различных размерах свариваемых деталей.
Преобразование происходит за счет трансформатора и электронных микросхем, требующих качественного охлаждения, поэтому в корпусе также размещается мощный вентилятор. Несмотря на кажущуюся сложность, сварочный инвертор можно собрать и своими руками. Такой прибор сможет обеспечить сваривание не хуже, чем его заводские аналоги.

Принцип работы
Основным элементом системы, является силовой трансформатор с выпрямителем. Его вторичная обмотка, сильно нагревается, поэтому при компоновке устройства, очень важно расположить ее на пути воздушного потока исходящего от вентилятора.
В сварочном трансформаторе, производится преобразование электродвижущей силы, в то время, как в инверторе преобразуются высокочастотные токи, что позволило в разы уменьшить вес трансформатора и сократить расход материала на его изготовление. Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
- Для сваривания деталей из черных металлов.
- Для сваривания деталей из цветных металлов.
- При необходимости сваривания в малопроходимых местах, например, в подземных туннелях трубопроводов.
- Для сваривания фасонных деталей на производстве.
- Для сварки в бытовых условиях.
В промышленности, для сваривания применяются инверторы с автоматической и полуавтоматической подачей сварочной проволоки, что позволяет унифицировать процесс и снизить долю ручного труда.
Преимущества и недостатки
Основным преимуществом инверторных сварочных аппаратов является их размер, поскольку до этого, варить приходилось либо на стационарном посту, либо же, перемещать тяжелый сварочный трансформатор с помощью подручных средств, до места сварочных работ.
Благодаря двойному преобразованию, сварочный ток инвертора не зависит от сетевого и поэтому остается всегда с постоянными значениями, что позволило избежать таких неприятных явлений при сварке как:
- Залипание электрода.
- Отсутствие дуги при пониженном напряжении в сети.
- Пережог или недожог металла.
Инвертор универсален и подходит для сварки чугунных или цветных металлов соответствующими электродами, а также для аргонодуговой сварки неплавящимися электродами. Оператор имеет возможность регулировать ток в широких пределах.
Также электроника может выйти из строя в условиях низких температур или высокой влажности, поэтому окружающие условия должны согласовываться с паспортными данными прибора.

Как сделать своими руками?
Хотя инверторные сварочные аппараты в широкой продаже в современном исполнении, стали доступны относительно недавно, они не являются чем-то новым. По сути, добавилось только удобное цифровое управление и более современные электронные компоненты.
Принцип же работы, как и сам аппарат были разработаны несколько десятков лет назад, да и сегодня, многие схемы сборки актуальны. Собрать самостоятельно инвертор можно имея старые электротехнические детали, на основе современных электронных компонентов. Такой аппарат выйдет значительно дешевле, чем заводской аналог.
Необходимые материалы и инструменты
Для сборки аппарата понадобятся:
- Ферритовый сердечник для силового трансформатора.
- Шина из меди или проволока для создания обмоток.
- Фиксирующая скоба для соединения половинок сердечника.
- Термостойкая изолента.
- Компьютерный вентилятор.
- Транзисторы.
- Паяльник, пассатижи, кусачки.
Схемы
На сегодняшний день, все схемы сварочных инверторов унифицированы и построены на основе использования импульсного трансформатора и мощных транзисторов типа MOSFET.
За основу также может браться принципиальная схема Юрия Негуляева – ученого и разработчика отечественного сварочного аппарата инверторного типа.
Пошаговое руководство
- Для размещения всех элементов необходимо подобрать корпус. Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
- Необходимо увеличить прочность корпуса, так как вес агрегата может достигать до десяти килограмм. Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
- Первичная обмотка трансформатора – намотка проволоки производится по всей ширине каркаса, это способствует стабильной работе трансформатора при перепаде напряжений. Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок.
- Вторичная обмотка трансформатора – наматывается в несколько слоев, для этого используют несколько проводов сечением 2 мм, соединенных в пучок.
- Между обмотками необходим усиленный слой изоляции, во избежание попадания на вторичную обмотку сетевого напряжения.
- Между сердечником трансформатора и обмотками предусматривается воздушный зазор, для обеспечения циркуляции воздуха.
- Отдельно на ферритовом сердечнике выполняется трансформатор тока, при сборке закрепляющийся на плюсовой линии и соединяющийся с панелью управления.
- Транзисторы необходимо прикрепить к радиатору, но обязательно через термопроводящую диэлектрическую прокладку. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
- Диоды выпрямляющего контура крепятся аналогичным способом, к пластине из алюминия. Выходы диодов соединяются неизолированным проводом сечением 4 мм.
- Силовые проводники внутри корпуса разводятся таким образом, чтобы исключить короткое замыкание.
- Вентилятор устанавливают на задней стенке, что сэкономит пространство и позволит обдувать сразу несколько радиаторов.
 Электросхема сварочного инвертора
Электросхема сварочного инвертора
Настройка аппарата
После сборки аппарата необходима дополнительная настройка для получения корректных значений сварочного тока и напряжения:
- Подается сетевое напряжение, на плату и привод вентилятора.
- Необходимо дождаться полной зарядки силовых конденсаторов, затем проверить работу реле, убедившись что напряжение на токоограничивающем резисторе, установленном в цепи конденсаторов отсутствует, после чего замкнуть его.
- При помощи осциллографа определяется значение тока вырабатываемого инвертором, для чего замеряется периодичность импульсов, поступающих на обмотку трансформатора.
- Проверяется режим сварки на блоке управления, для чего вольтметр подключают к выходу усилителя осциллографа. В маломощных инверторах, значение напряжения достигает около 15 вольт.
- Проверяется работа выходного моста, путем подачи напряжения 16 вольт от блока питания. Следует помнить, что в режиме холостого хода, потребление блока составляет около 100 мА и это необходимо учитывать при проведении измерений.
- Тестируется работа с силовыми конденсаторами. Напряжение изменяют со значения 16 вольт на 220. Осциллограф подключают к выходным транзисторам и контролируют амплитуду сигнала, она должна быть идентичной с той, что была на испытаниях с пониженным напряжением.
Обслуживание и ремонт
Для сборки, обслуживания и ремонта сварочного аппарата инверторного типа необходимо иметь достаточный уровень электротехнических знаний. При отсутствии таковых и необходимости ремонта, пользователь может производить лишь текущее обслуживание:
- Чистка аппарата от пыли – производится пылесосом при открытом корпусе. Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.
- Замена предохранителя – защищает схемы аппарата от повреждений при перегрузке и коротких замыканиях.
- Ремонт коммутирующих частей на сварочных кабелях.

Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
 Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
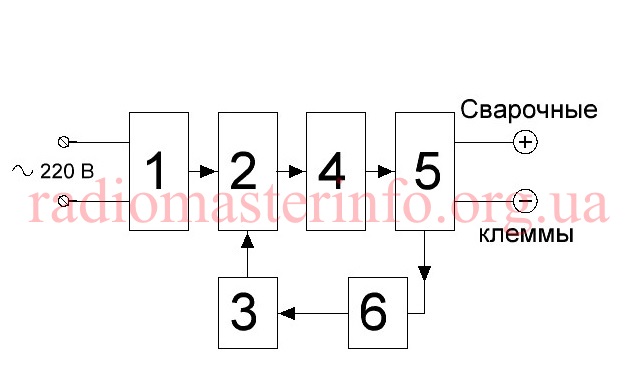
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.
Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»

Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
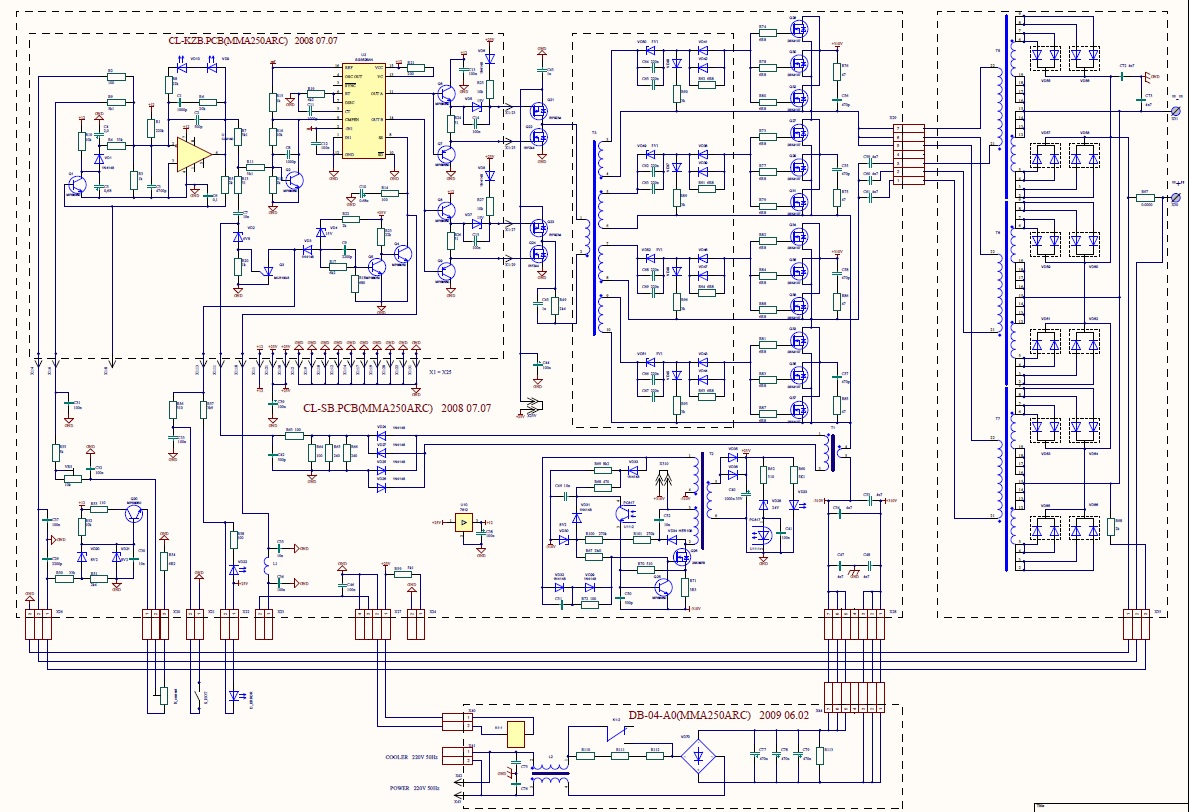
Коротко о самой схеме.
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
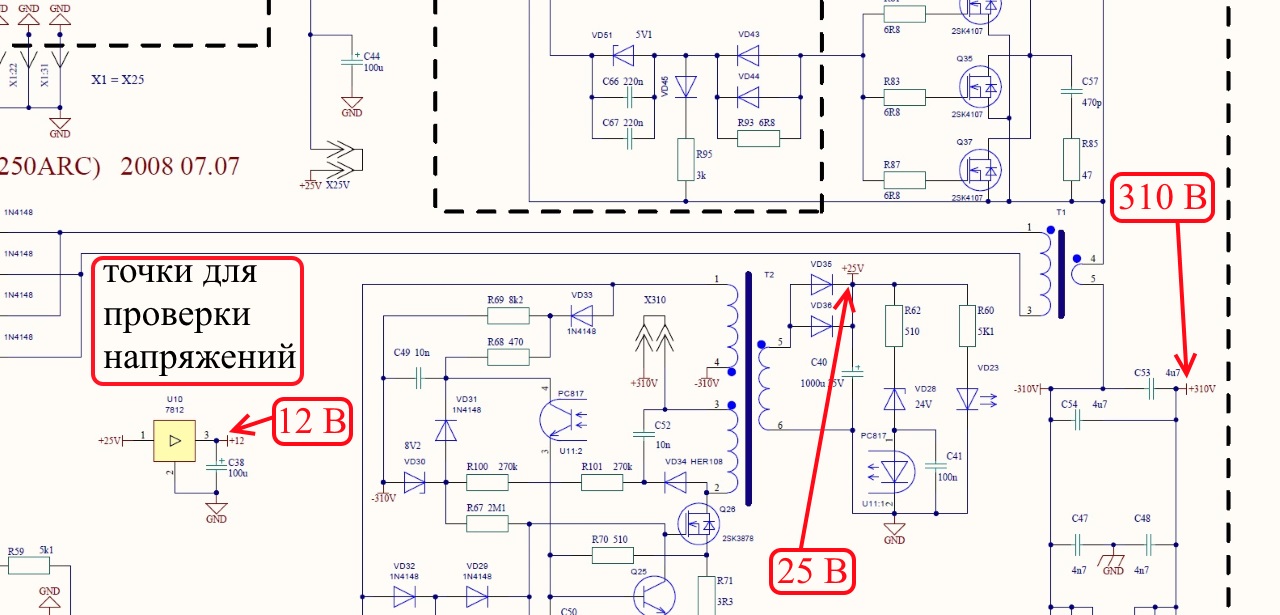
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.

Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.
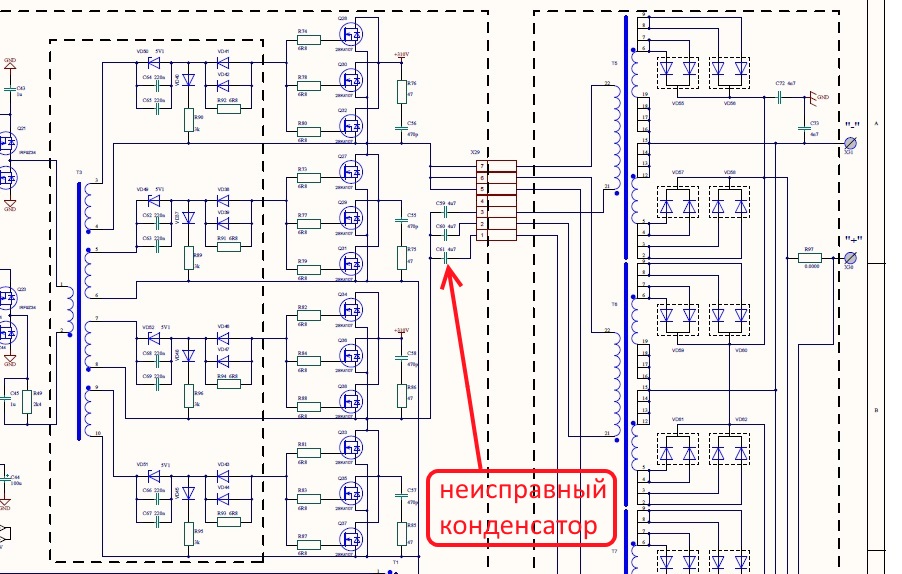
Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.

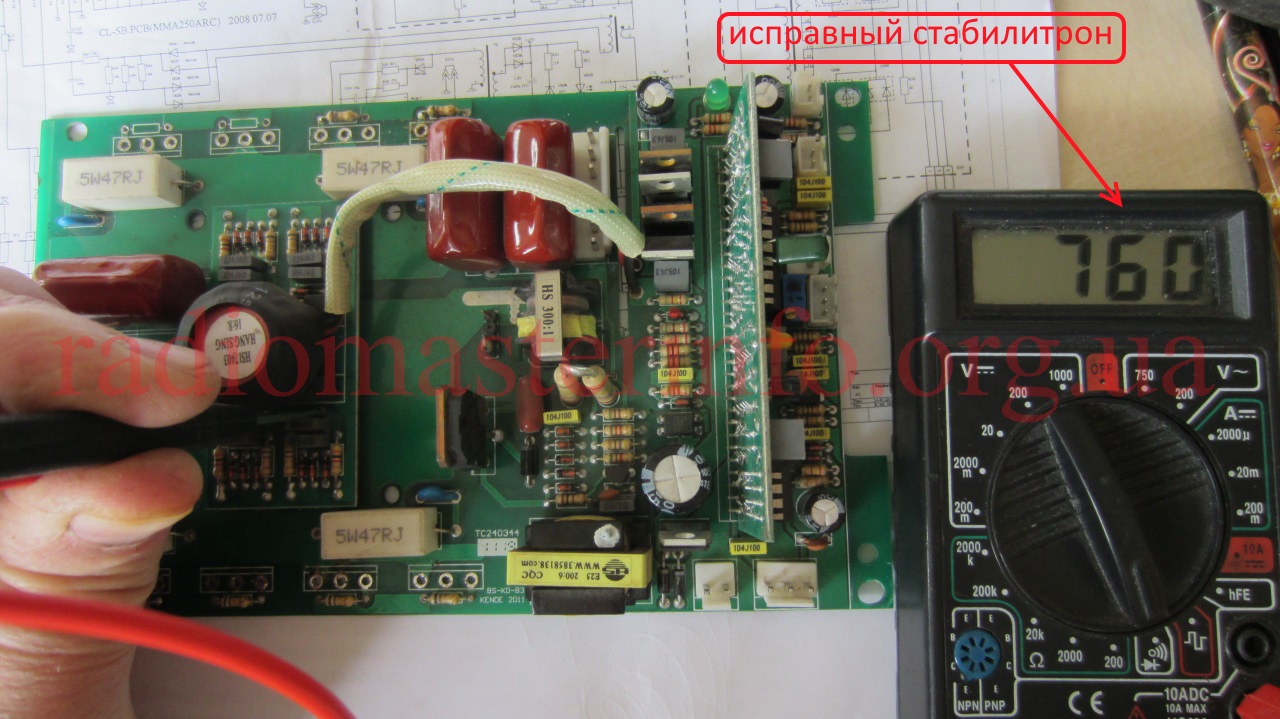
Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.

Проверка производилась без выпаивания деталей путем сравнения сопротивлений между одинаковыми точками всех четырех формирователей импульсов.
Также были проверены все остальные цепи вплоть до выходных клемм.
При проверке выходных полевиков все они были выпаяны. Неисправных, как выше упоминалось, оказалось 4.
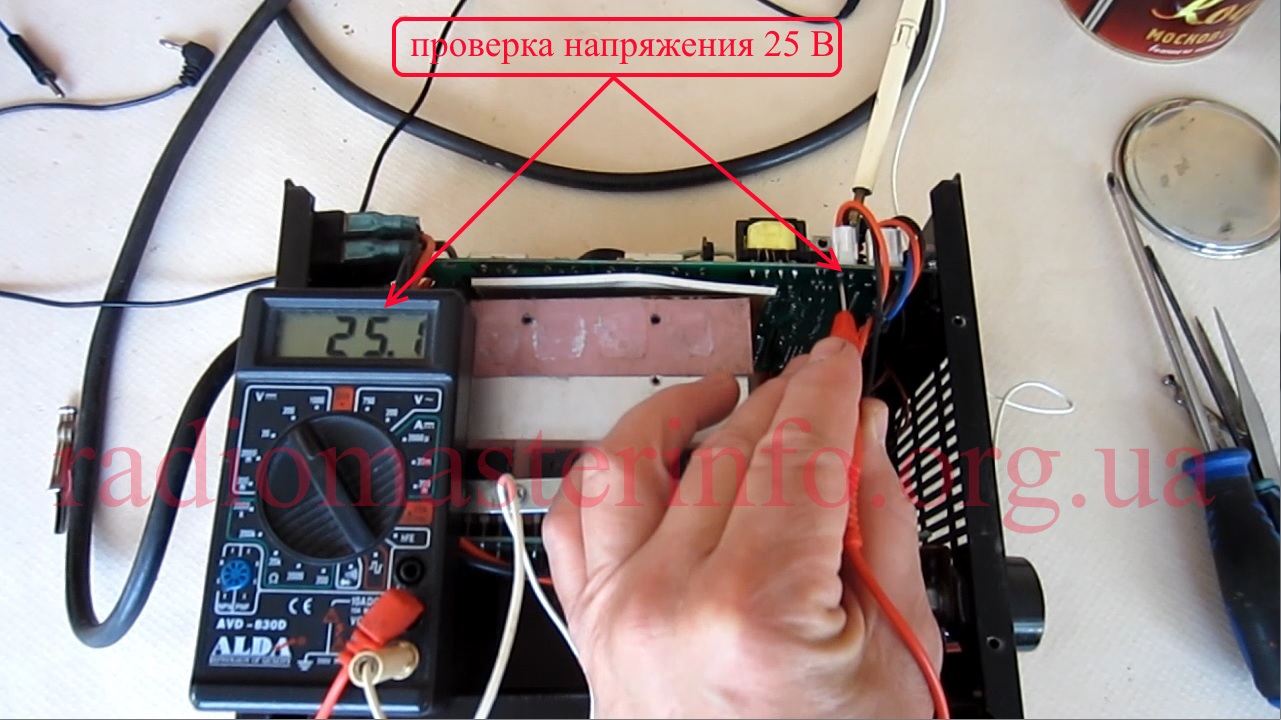
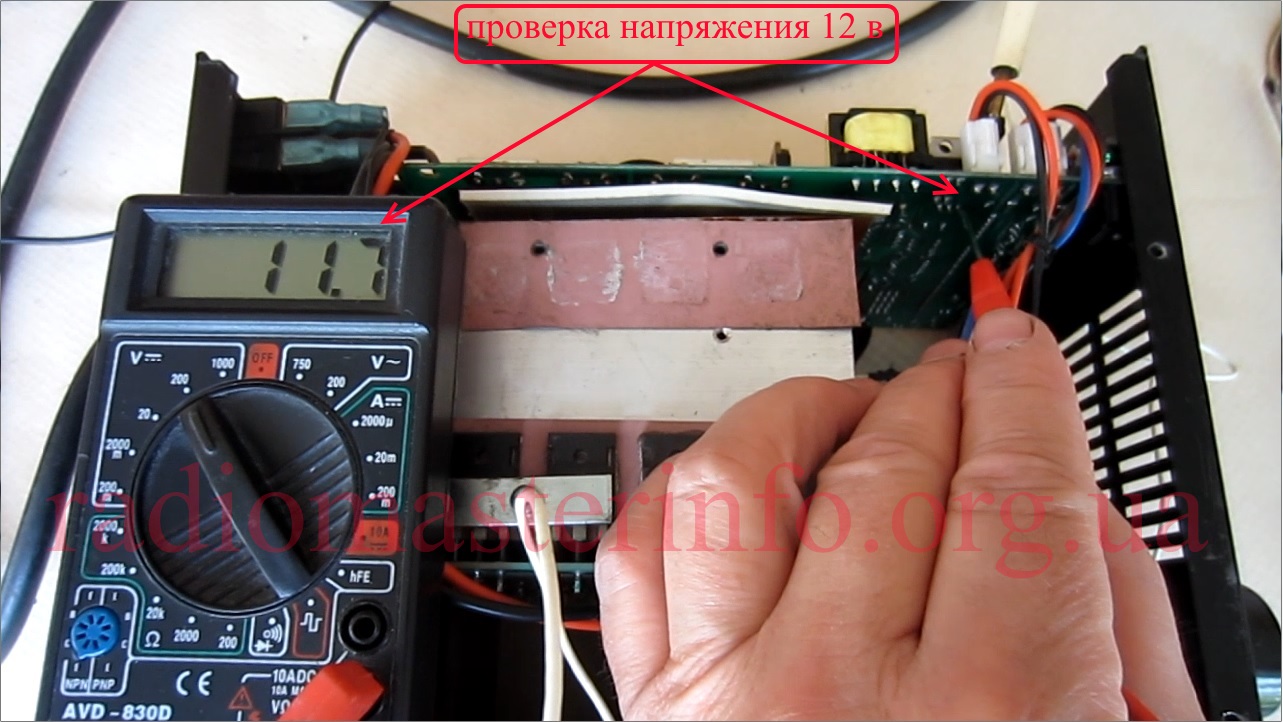
Первое включение делалось вообще без мощных полевых транзисторов. При этом включении была проверена исправность всех источников питания 310 В, 25 В, 12 В. Они в норме.
Точки проверки напряжений на схеме:
Проверка напряжения 25 В на плате:
Проверка напряжения 12 В на плате:
После этого были проверены импульсы на выходах генератора импульсов и на выходах формирователей.

Импульсы на выходе формирователей, перед мощными полевыми транзисторами:

Затем были проверены на утечку все выпрямительные диоды. Так как они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм. При проверке каждого отдельно взятого диода утечка более 1 мОм.
![]()
Далее было принято решение собрать выходной каскад на четырех полевых транзисторах, поставив в каждое плечо не по два, а по одному транзистору. Во-первых, риск выхода из строя выходных транзисторов хотя и минимизирован проверкой всех остальных цепей и работой источников питания, но все же после такой неисправности остается. К тому же, можно предположить, что если в плече по два транзистора, то выходной ток до 200 А (ММА 200), если по три транзистора, то выходной ток до 250 А, а если будет по одному транзистору, то ток вполне сможет достигать 80 А. Это значит, что при установке по одному транзистору в плечо, можно варить электродами до 2мм.

Первое контрольное кратковременное включение в режиме ХХ решено сделать через кипятильник на 2,2 кВт. Это может минимизировать последствия аварии, если все-таки какая-то неисправность была пропущена. При этом измерялось напряжение на клеммах:

Все работает нормально. Не проверенными оказались только цепи обратной связи и защиты. Но сигналы этих цепей появляются только при наличии выходного тока значительной величины.
Так как включение прошло нормально, напряжение на выходе также в пределах нормы, убираем последовательно включенный кипятильник и включаем сварку в сеть напрямую. Снова проверяем выходное напряжение. Оно немного выше и в пределах 55 В. Это вполне нормально.
Пробуем кратковременно варить, наблюдая при этом за работой схемы обратной связи. Результатом работы схемы обратной связи будет изменение длительности импульсов генератора, за которыми мы будем наблюдать на входах транзисторов выходных каскадов.
При изменении тока нагрузки они изменяются. Значит схема работает правильно.
 А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:
А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:

Можно покупать недостающие выходные транзисторы и устанавливать на место.
Материал статьи продублирован на видео:
 Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
 Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
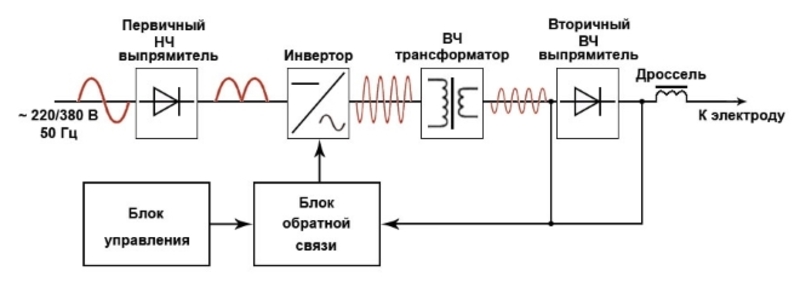
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
 Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
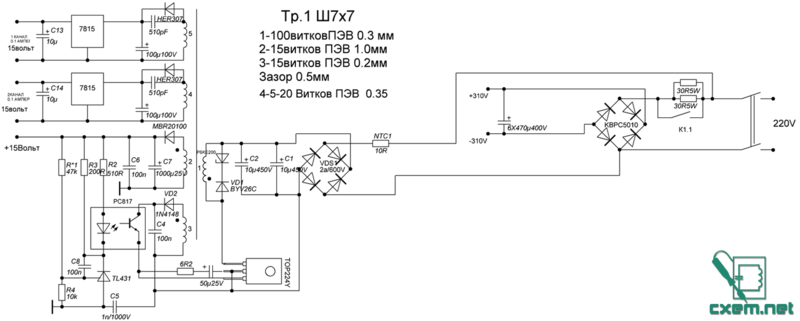
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
 Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
 С7: 1000мк 25 В.
С7: 1000мк 25 В.- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
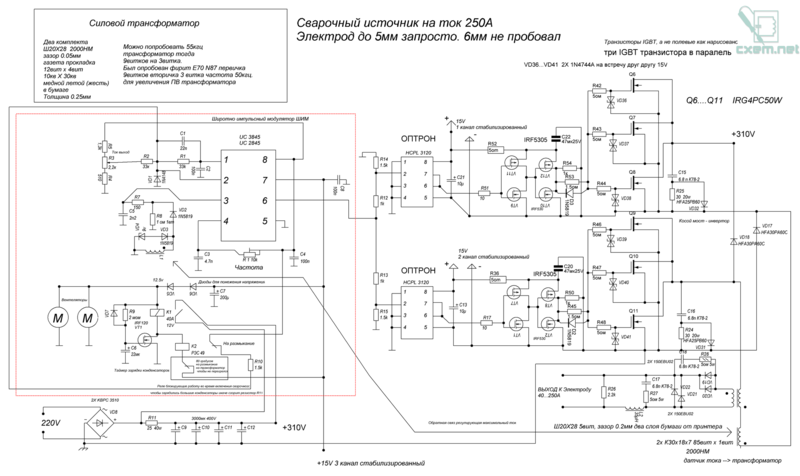
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
 Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.


Отправить ответ