
Инструмент для резки металла ручной

Инструмент для резки и гибки полосы BlackSmith– отличное решение для небольших кузнечных мастерских.
Позволяет производить резку и гибку полосового металла толщиной до 4 мм, материал низкоуглеродистые стали (Ст3, Ст10, Ст20).
Цена 10 780 рублей

Инструмент для резки металла MR2-20 BlackSmith. Максимальные размеры обрабатываемого металла, мм:
— полоса 8 х 30
— пруток Ø 20
— квадрат 18 х 18
Цена 8 529 рублей

Универсальный станок для резки металла BlackSmith. Максимальные размеры обрабатываемого металла, мм:
— полоса 10 х 100
— пруток Ø 16
— квадрат 12 х 12
— уголок 40 х 40 х 6
— Т-профиль 40 х 6
— листовой до 8 мм
Цена 32 724 рублей

Дисковый инструмент для резки металла BlackSmith.
Размеры обрабатываемого металла, мм:
— полоса 4х20
— пруток Ø 8, 10
— квадрат 8х8, 10х10, 12х12
Цена 15 440 рублей

Инструмент BlackSmith. Максимальная толщина обрабатываемого металла до 6мм.
Способен работать с: полосой, уголком, швеллером, тавром, листом.
Цена 48 717 рублей

Инструмент BlackSmith для резки металла MR11-22. Максимальные размеры обрабатываемого металла, мм:
— полоса 14 х 90
— пруток Ø 22
— квадрат 20 х 20
— уголок 60 х 60 х 7
— Т-профиль 60 х 7
— листовой до 10 мм
Цена 47 006 рублей

Инструмент BlackSmith. Максимальные размеры обрабатываемого металла, мм:
— полоса 14 х 90
— пруток Ø 22
— квадрат 20 х 20
— уголок 60 х 60 х 7
— Т-профиль 60 х 7
— листовой до 10 мм
— Пробивка отверстий — толщина металла до 6 мм
Цена 71 142 рублей

Ручной металлорежущий инструмент-ножницы Stalex PBS-7 – прочный универсальный резчик для листовой, полосовой, профильной (круглое, квадратное сечение), угловой стали и тавровых балок. Станок способен резать круглые заготовки диаметром до 22 мм, квадратные до 20 мм, листовая сталь толщиной до 10 мм и тавровые балки размером до 60х7 мм.

Универсальные ручные пресс-ножницы Stalex PBS-9 – прочный универсальный резчик для листовой, полосовой, профильной (круглое, квадратное сечение), угловой стали и тавровых балок. Станок способен резать круглые заготовки диаметром до 22 мм, квадратные до 20 мм, листовая сталь толщиной до 10 мм и тавровые балки размером до 60х7 мм.

Ручной станок для резки и рубки Stalex PBS-8 – прочный универсальный резчик для листовой, полосовой, угловой стали и тавровых балок. Станок способен резать полосовую сталь 100х10 мм, листовая сталь толщиной до 8 мм и тавровые балки размером до 40х6 мм.

Мощный, компактный станок Stalex HP-20 для пробивки круглых отверстий в листовом металле до 8 мм с глубиной хода 160 мм. Станок оснащён упором фиксации подачи заготовки в зев станины. Двойная рукоять рычага в собранном состоянии имеет длину 1670 мм, с установкой одной части длина равна 850 мм. Конструкцией и оснасткой станок Stalex HP-20 аналогичен c узлом многофункциональных ножниц Stalex PBS-9.

Ручной дисковый нож Stalex MMS-1 — это профессиональные ручные ножницы, которые применяется для резки листового металла (низкоуглеродистой стали) с толщиной до 0,7 мм. Станок применяется в небольших мастерских, а также на предприятиях. Макс. толщина листа (мягкая сталь), мм: 1,0. Макс. толщина листа, мм: 0,7. Макс. толщина листа (цветные металлы), мм: 1,2. Масса нетто/брутто, кг: 2/2,5.

Ручной дисковый нож Stalex MMS-2 — это профессиональные ножницы по металлу, которые применяется для прямолинейной и криволинейной резки листового металла небольшой прочности*, с толщиной до 2-х мм. Резка происходит с помощью вращения вала верхнего ножа ключом-трещоткой. Макс. толщина листа (мягкая сталь), мм: 2,0. Макс. толщина листа (цветные металлы), мм: 2,0. Масса нетто/брутто, кг: 2/2,5.

Ручной роликовый нож Stalex MMS-3 — это ручные механические ножницы по металлу с мощной с тяжелой станиной, упором и градусной шкалой для выставления угла применяется для прямолинейной и криволинейной резки металла с толщиной до 3* мм. Макс. толщина листа (мягкая сталь), мм: 3,0. Макс. толщина листа (цветные металлы), мм: 3,0. Габариты упаковки, мм: 320х240х340. Масса нетто/брутто, кг: 21/34.

Ручные многофункциональные ножницы по металлу Stalex MMS-4 применяются для резки листовой стали и металлов с толщиной до 2* мм. Благодаря небольшому весу и размерам станок может применяться в мастерской или на строительной площадке. Ширина реза: 70 мм. Длина нижнего лезвия: 105 мм. Макс. длина единичного реза: 70 мм. Макс. толщина стального листа: 2 мм. Макс. толщина нержавеющего листа: 1,5 мм. Вес нетто/брутто: 8 / 9 кг.
Ручные многофункциональные ножницы по металлу Stalex модели MMS-5 — это профессиональные ручные ножницы по металлу, которые применяются для резки листовой стали и металлов с толщиной до 3* мм. Небольшой вес и компактные размеры позволяют использовать станок как в небольшой мастерской так и на строительной площадке для мелкосерийных работ. Ширина реза: 220 мм. Зев (горловина): 120 мм. Длина нижнего лезвия: 108 мм. Макс. длина единичного реза: 80 мм. Макс. толщина стального листа: 3 мм. Макс. толщина нержавеющего листа: 2 мм. Вес нетто/брутто: 15/17 кг.
Ручные многофункциональные ножницы по металлу Stalex модели MMS-6 применяются для резки листовой стали и металлов с толщиной до 4* мм. Модель весит 26 кг и имеет компактные размеры. Съёмный рычаг для транспортировки и переноса станка. Ширина реза: 230 мм Зев (горловина): 160 мм. Длина нижнего лезвия: 108 мм. Макс. длина единичного реза: 80 мм. Макс. толщина стального листа: 4 мм. Макс. толщина нержавеющего листа: 3 мм.

Ножницы рычажные профессиональные по металлу Stalex серии HS-12 — это универсальный инструмент для резки полосы до 70х6 мм (максимальная толщина листа до 6 мм), прутка до 13 мм. Ножницы по металлу оснащены удобным и прочным прижимным механизмом, который регулируется по высоте. Оснащается высококачественными режущими ножами из закаленной инструментальной стали. Для фиксации ножниц к верстаку в корпусе предусмотрены крепежные отверстия. Масса нетто/брутто, кг: 26/28.

Рычажные ножницы по металлу BlackSmith HS-6 — универсальный металлорежущий инструмент для резки листа, прутка, полосы.
- Гарантия: 1 год
- Страна изготовитель: Китай
- Вес: 11 кг
- Размер упаковки: 330 x 160 x 330 мм
- Длина ножа: 152.4 мм
- Максимальный размер круглой заготовки: 11 мм
- Максимальный размер листовой стали: 6 мм
- Максимальный размер полосы: 70×6 мм
Цена 5 440 рублей
Рычажные ножницы по металлу BlackSmith HS-8 – это ручной металлорежущий инструмент (ножницы по металлу) для применения на производств или в небольшой мастерской.
- Гарантия: 1 год
- Страна изготовитель: Китай
- Вес: 17 кг
- Размер упаковки: 500 x 160 x 450 мм
- Длина ножа: 203 мм
- Максимальный размер круглой заготовки: 13 мм
- Максимальный размер листовой стали: 6 мм
- Максимальный размер полосы: 70×6 мм
Цена 6 460 рублей

Ножницы по металлу рычажного типа BlackSmith HS-10 – это ручной инструмент для резки металла, который применяется на производстве или в небольшой мастерской для резки прутка, листового металла и полосы.
- Гарантия: 1 год
- Страна изготовитель: Китай
- Вес: 21 кг
- Размер упаковки: 740 x 150 x 440 мм
- Длина ножа: 254 мм
- Максимальный размер круглой заготовки: 13 мм
- Максимальный размер листовой стали: 6 мм
- Максимальный размер полосы: 70×6 мм
Цена 8 500 рублей
Ножницы по металлу рычажного типа BlackSmith HS-12 – это ручной инструмент, который отлично справляется с резкой различного сортамента: полосы, прутка, листового металла.
- Гарантия: 1 год
- Страна изготовитель: Китай
- Вес: 26 кг
- Размер упаковки: 740 x 150 x 440 мм
- Длина ножа: 304.8 мм
- Максимальный размер круглой заготовки: 13 мм
- Максимальный размер листовой стали: 6 мм
- Максимальный размер полосы: 70×6 мм
Резка металла — один из наиболее распространенных способов металлообработки, целью которого является получение различных деталей из листа или проката. Металлорежущий инструмент, как правило, это узкоспециализированные приспособления, предназначенные для выполнения тонких и точных разрезов на металле заданной толщины.
Нет полностью универсальных инструментов и станков для резки металла — одни работают с листом, другие с трубами или профилем, обеспечивая точность линий и сложность конфигураций. Другие же могут резать практически любой металл, но с минимальным качеством линии разреза.
В статье пойдет речь об инструментах для резки металла, их разновидностях и возможностях. Более точные характеристики конкретного устройства или станка можно узнать в специальных статьях на нашем сайте, посвященных металлорежущему оборудованию.
Способы резки металла
Промышленное, полупрофессиональное и бытовое оборудование для резки металла можно разделить на две основных группы — термическое и механическое, по способу воздействия на металл. В первом случае материал плавится или сжигается и удаляется из зоны разреза потоком сжатого воздуха или иного газа. К таким видам резки принадлежат:
К механическим относятся:
- гидроабразивная;
- ленточнопильная;
- круглопильная;
- гильотинная.
Современные металлорежущие станки используют, как правило, только один из видов резки, поэтому обладают довольно узкой специализацией. Но выполняют свои задачи чрезвычайно эффективно, в чем, собственно, и состоит главное преимущество специализированного оборудования, причем не только металлорежущего, а вообще какого-либо назначения.
Виды станков

Одни из самых точных и быстрых — станки для резки металла плазмой. Следует отметить, что плазменная резка в наше время возможна не только в стационарных, но также в полевых и бытовых условиях. Предназначены аппараты и станки для точного раскроя листового металла.
Рабочий инструмент станка — струя раскаленного до температуры 30 000 0 С ионизированного в вольтовой дуге газа, который выдувается под давлением со скоростью в 1200-1500 м/с. Рабочим газом может служить обыкновенный воздух, кислород, аргон, водород или водяной пар, в зависимости от вида разрезаемого металла.
Промышленные станки могут резать сталь и все цветные металлы толщиной до 200 мм. Они представляют собой просторные столы, на которые устанавливаются листы металла площадью в несколько квадратных метров. Плазморез на специальном кронштейне перемещается над листом по трем осям и вырезает детали любой сложности линий. Управление, как правило, осуществляется при помощи ЧПУ.
Ручной инструмент для резки металла  не больше инверторного сварочного аппарата, если не считать веса баллона или компрессора. Он может резать сталь и цветные металлы толщиной до 12-20 мм. Правда точность обработки несколько ниже, чем у стационарных станков с ЧПУ, но неизмеримо выше, чем при механической или газоплазменной резке. Особенно хорошо удается на нем художественная резка металла при различных работах по декорированию.
не больше инверторного сварочного аппарата, если не считать веса баллона или компрессора. Он может резать сталь и цветные металлы толщиной до 12-20 мм. Правда точность обработки несколько ниже, чем у стационарных станков с ЧПУ, но неизмеримо выше, чем при механической или газоплазменной резке. Особенно хорошо удается на нем художественная резка металла при различных работах по декорированию.
Лазерная резка производится на промышленных стационарных станках. По внешнему виду аппарат для резки металла лазером напоминает воздушно-плазменный, только вместо плазмореза в рабочей головке на кронштейне установлен мощный лазер. Точность фокусировки и высокая энергия позволяют получить очень точный и тонкий рез.
Преимущество этих видов резки (плазменного и лазерного) в очень низком термическом воздействии на зону вблизи линии реза — она не успевает прогреться до точки начала структурных изменений в металле. Кромки получаются очень ровными — не требуется дополнительной механической обработки.
Такой же точностью отличается и  станки для резки металла, в основе которого лежит гидроабразивная резка — воздействие на металл струей воды, смешанной с абразивом мельчайшего помола. Металл разрушается в очень тонкой зоне без нагрева. Это позволяет обрабатывать очень тонкие листы без деформации кромок среза. Гидроабразивная резка — один из наиболее экологически безопасных способов раскроя металла.
станки для резки металла, в основе которого лежит гидроабразивная резка — воздействие на металл струей воды, смешанной с абразивом мельчайшего помола. Металл разрушается в очень тонкой зоне без нагрева. Это позволяет обрабатывать очень тонкие листы без деформации кромок среза. Гидроабразивная резка — один из наиболее экологически безопасных способов раскроя металла.
Оборудование для трех названных видов резки представляет собой сложные энергозатратных машины, требующие электротока большой мощности, компрессорного оборудования и сложных механизмов подачи. На бытовом и полупрофессиональном уровне, при изготовлении различных деталей непосредственно на строительных объектах или при монтажно-демонтажных работах их не применить, они предназначены для изготовления сложных крупносерийных деталей. Исключение составляет только ручной плазморез, но его возможности ограничены.
Ручная термическая резка
Самый распространенный в промышленности, строительстве и быту способ — газовая резка. Он не требует сложного оборудования — нужны только:
- баллоны с кислородом и пропаном (ацетиленом или иным газом);
- резиновые газопроводные шланги;
- резак.
Работа построена на воспламенении металла в атмосфере кислорода. Металл разогревается в языке пламени из горелки до определенной температуры и сгорает в струе кислорода, выдуваемого из резака под давлением. Таким образом производится резка труб, листа, швеллера или иного проката. Преимущество — высокая скорость резки. Недостатки — низкая точность, термическое повреждение кромок, небезопасные испарения металлов, особенно цветных и сложных сплавов.
Такими же особенностями характеризуется и резка сваркой, только в роли инструмента выступает покрытый электрод. Резать можно металл любой конфигурации и толщиной до 1,5-2,5 см. Но этот способ нельзя считать основным, хотя для инверторов и выпускаются специальные электроды для резки. Слишком большое токи нужны при этом, что вызывает не только избыточные нагрузки на аппарат, но и повышенный расход электродов и электроэнергии. Но для различных поделок своими руками вполне возможно использовать и сварку, если нет болгарки или плазмореза.
Механическая резка
Этот вид раскроя листа и производства заготовок из труб или профильного проката очень распространен и применяется как в промышленном масштабе, так и в кустарном производстве. Механическая резка металла производится при помощи кольцевых или возвратно-поступательных ленточных пил, как на ручном круглопильном оборудовании (болгарка), так и стационарном (отрезной станок).
Рубка металла и резка производится также на ножницах гильотинного типа, которые приводятся в движение гидравликой, пневматикой, электричеством или руками. Они работают по принципу параллельного движения двух режущих кромок, зазор между которыми минимальный. Сдавливая лист металла с обеих сторон, острые кромки прорезают его и образуют ровную линию реза с минимальной деформаций кромок.
Отрезной инструмент по металлу для труб и профиля чаще всего использует пилы для металла — дисковые или ленточные. Пила по металлу ленточная изготавливается из пружинной стали, а зубья на ней покрываются особо прочным сплавом. Как правило, отрезные ленточные станки могут работать со всеми видами металла, включая твердые сплавы. Но размеры обрабатываемых заготовок ограничиваются габаритами рабочего стола. Но пила по металлу консольная или портальная, где движется не заготовка, а сам пильный узел, могут обрабатывать довольно крупные заготовки.
На базе дисковых пил созданы станки для продольно-поперечной резки, позволяющие сэкономить время при изготовлении любых деталей по ГОСТ или ТУ из листового металла. Они программируются на необходимые параметры и выполняют все операции по резке одновременно.
Для работы своими руками наиболее удобны болгарка и отрезной станок на базе дисковой пилы (отрезного круга). Круг сделан из специального материала, который вызывает большую силу трения при вращении на поверхности металла, в результате чего возникает огромная температура, которая попросту прожигает металл, а раскаленные остатки удаляются самим кругом при вращении.
Резка и рубка профлиста производится элекроножницами со специальной насадкой — механической гильотиной, которую легко сделать своими руками. Либо используются роликовые ножи. Резать болгаркой профлист нельзя. Резка металлочерепицы тоже требует специального инструмента, она сделана из того же профлиста, только с другой формой гофрирования.
А вот для алюминия используется специальный станок для резки алюминиевого профиля именно с отрезным кругом. Он представляет собой уменьшенный вариант стационарного отрезного станка для стали. Назначение его — заготовка профилей для различных каркасных конструкций или оконных и дверных рам. Резать алюминий на нем можно как перпендикулярно стенке, так и под углом.
Разнообразие инструментов для резки металла не позволяет охватить все разновидности в одном обзоре. Более подробно вы сможете прочитать в более специализированных статьях на нашем сайте, посвященных конкретным моделям и видам оборудования. Если у вас есть собственный опыт по работе с металлом или вы знаете, как сделать качественный инструмент своими руками — ждем ваших писем и статей.
Резка металла
Методические указания к лабораторным занятиям по дисциплине «Основы ремонта и диагностики нефтегазового оборудования»
В указаниях описаны инструменты и приспособления, применяемые при резке, даны основные правила выполнения работ при резке металла, а так же правила разрезания металлов для студентов специальности 130602 Машины и оборудование нефтяных и газовых промыслов.
Составитель: Сидоркин Д.И., ассистент, канд.техн.наук
Рецензент Ишемгужин И.Е., доцент, канд.техн.наук
© Уфимский государственный нефтяной технический университет, 2007
Содержание
3 Инструменты и приспособления, применяемые при резке
4 Правила выполнения работ при разрезании материалов
Цель работы
Целью настоящей лабораторной работы является закрепление и углубление практических знаний студентов по инструментам, применяемых при резке металла и приемам выполнения этих работ.
Введение
Разрезание — это операция, связанная с разделением материалов на части с помощью ножовочного полотна, ножниц и другого режущего инструмента. В зависимости от применяемого инструмента разрезание может осуществляться со снятием стружки или без снятия.
Инструменты и приспособления, применяемые при резке
Наибольшее распространение получило разрезание металлов ручными слесарными ножовками и ножницами. Для разрезания листового и пруткового материала применяют ручные рычажные и гильотинные ножницы.
Ручные слесарные ножовки предназначены в основном для разрезания сортового и профильного проката вручную, а также для разрезания толстых листов и полос, прорезания пазов и шлицев в головках винтов, обрезания заготовок по контуру и других работ, разрезание выполняется при помощи ножовочных полотен, которые изготавливают из углеродистой (марки Р9 или Р18) или легированной (марки Х6ВФ) инструментальной стали и после нарезания зубьев закаливают. Наиболее распространены ножовочные полотна шириной 13 и 16 мм при толщине от 0,5 до 0,8 мм и длиной 250. 300 мм. Для осуществления резания полотно устанавливают в специальном ножовочном станке. Ножовочные станки бывают двух типов: цельные и раздвижные, позволяющие устанавливать в станок ножовочное полотно разной длины.
Цельный ножовочный станок (рисунок 1) состоит из станка 7, натяжного винта с барашковой гайкой 6 и рукоятки 2. Ножовочное полотно 4 устанавливают в прорези головок 5 и фиксируют его при помощи штифтов 3.
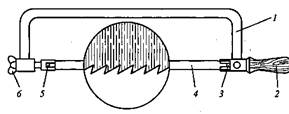
1 – станок; 2 – рукоятка; 3 – штифты; 4 – ножовочное полотно; 5 – головка крепления ножовочного полотна; 6 – натяжной винт с гайкой
Рисунок 1 – Цельный ножовочный станок
Раздвижной ножовочный станок (рисунок 2) отличается тем, что состоит из двух частей, соединенных при помощи обоймы. Обойма жестко крепится на одной половине станка, а другая половина может изменять свое положение по длине за счет установки впрессованного в нее штифта, который фиксируется в специальных пазах обоймы.
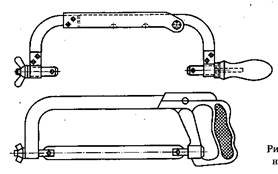
Рисунок 2 – Раздвижной ножовочный станок
На одной из сторон ножовочного полотна по всей длине нарезают зубья (рисунок 3, а). Каждому зубу ножовочного полотна придается форма режущего клина, которая характеризуется определенными геометрическими параметрами: задним углом α, углом заострения β, передним углом γ и углом резания δ. Между углами, характеризующими геометрию режущего клина зубьев ножовочного полотна, существуют зависимости: α + β + β = 90°; α + β = δ.

а – геометрические параметры ножовочного полотна: γ – передний угол; α – задний угол; β – угол заострения; δ – угол резания; б – разводка по зубу; в – разводка по полотну
Рисунок 3 – Ножовочное полотно
Поскольку работа (движения) ножовочного полотна, осуществляется в ограниченном пространстве, то для предупреждения его заклинивания в процессе работы зубья ножовочного полотна должны быть разведены. В зависимости от величины шага зубьев, т. е. от расстояния между двумя соседними зубьями, различают разводку по зубу (рисунок 3, б) и разводку по полотну (рисунок 3, в). Разводка по зубу производится на полотнах с большим шагом, в этом случае поочередно отгибают каждый зуб ножовочного полотна то в одну сторону, то в другую. При разводке по полотну сначала отгибают два-три зуба в одну сторону, а затем два-три зуба в другую. В этом случае вдоль полотна появляется волнистая линия.
При установке полотен в ножовочном станке необходимо следить за правильным выбором направления зуба. Острие режущего клина должно быть всегда направлено в сторону рабочего движения полотна — вперед, в направлении от рукоятки к барашку натяжного винта. Вторым обязательным условием нормальной работы при разрезаний является натяжение ножовочного полотна. Натяжение должно быть таким, чтобы полотно не испытывало упругих деформаций при разрезании и в то же время не должно быть слишком сильным, так как это может привести к поломке полотна в процессе работы даже при незначительном его перекосе.
Ручные ножницы (рисунок 4) бывают правыми и левыми. У правых ножниц скос на режущей части на каждой из половин находится с правой стороны, а у левых — с левой. Ручными ножницами можно резать листовую сталь толщиной до 0,7 мм, кровельное железо толщиной до 1,0 мм, листы меди и латуни толщиной до 1,5 мм.

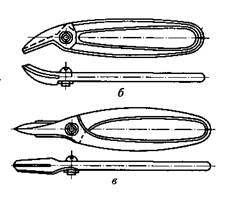
а – правые; б – с криволинейными лезвиями; в – пальцевые
Рисунок 4 – Ножницы кривые
Такие ножницы (рисунок 4, а) предназначены для разрезания материала по прямой линии или по дуге большого радиуса. Если требуется вырезать в листовом материале отверстие или вырезать деталь по контуру с малыми радиусами кривизны, применяют ножницы с криволинейными лезвиями (рисунок 4, б) или пальцевые ножницы с тонкими и узкими режущими лезвиями (рисунок 4, в).
Все ножницы, независимо от их конструкции, в своей основе имеют (как и другие режущие инструменты) режущий клин. Форма режущего клина ножниц характеризуется следующими геометрическими параметрами (рисунок 5): углом заострения β; задним углом α, обеспечивающим уменьшение трения при работе ножницами и составляющим 2. 3°. С целью уменьшения усилий, прикладываемых при резании, режущие ножи устанавливают под углом φ (чем больше этот угол, тем меньше усилие резания). При увеличении этого угла создаются усилия, выталкивающие лист из-под ножей, в связи с этим величину угла φ выбирают в пределах 7. 12 °, что создает оптимальные условия для резания. Угол заострения β выбирают в зависимости от обрабатываемого материала (чем тверже материал, тем большим должен быть этот угол). Для мягких металлов и сплавов (например, меди, латуни) он составляет 65 °; для металлов средней твердости — 70. 75 °, а для твердых материалов — 80°. Если требуется разрезать листы большой толщины (до 2,0 мм), применяют стуловые ножницы (рисунок 6). У этих ножниц одна рукоятка имеет отогнутый вниз конец; этим заостренным концом ножницы закрепляют в деревянной колоде или тисках. Вторая рукоятка служит для нажатия и собственно резания.

α – задний угол; β – угол заострения; φ – угол между лезвиями
Рисунок 5 – Геометрические параметры лезвий ножниц
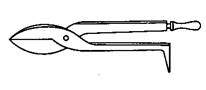
Рисунок 6 – Стуловые ножницы
Хорошего эффекта при резании листовой стали толщиной до 2,5 мм можно добиться при использовании силовых ножниц (рисунок 7). При работе рукоятку 4 с насечкой закрепляют в тисках, а рукоятку 5 с пластмассовым наконечником захватывают правой рукой. Рабочая рукоятка 5 представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 7 заканчивается ножом 1 и соединен винтом 2 через шайбу 8 с рукояткой 4. Рукоятка 5 через ось 6 и шарнирное звено 3 также соединена с рукояткой 4. Эта система рычагов обеспечивает увеличение силы резания приблизительно в два раза по сравнению с обычными ножницами таких же габаритов.
Настольные ручные рычажные ножницы (рисунок 8) применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Основание 1 ножниц закрепляют на верстаке болтами. Рукоятка 2 обеспечивает возвратно-поступательное движение ножа 3. Второй нож 4 закреплен в корпусе основания 1. Разрезаемый лист укладывают на полку неподвижного ножа и, перемещая подвижный нож 3 рукояткой 2, выполняют разрезание листа по разметочной риске. Рычажные ножницы могут несколько отличаться друг от друга по конструкции, но принцип их действия во всех случаях одинаков.

1 – нож; 2 – винт; 3 – шарнирное звено; 4 – рукоятка с насечкой; 5 — рукоятка с пластмассовым наконечником; 6 – ось; 7 – рычаг; 8 – шайба
Рисунок 7 — Силовые ножницы
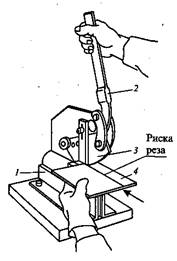
Рисунок 8 – Настольные ручные рычажные ножницы
Труборезы (рисунок 9) применяют для разрезания труб различного диаметра вместо слесарной ножовки, а также для более качественного разрезания труб. Труборез представляет собой специальное приспособление, у которого режущим инструментом служат стальные дисковые резцы-ролики. Наиболее распространены роликовые, хомутиковые и цепные труборезы.
Роликовый труборез (рисунок 9, а) состоит из скобы 4, винтового рычага 3 и трех дисковых режущих роликов 6, два из которых установлены на осях в скобе 4, а третий смонтирован на оси, закрепленной в подвижном кронштейне 5

а – роликовый: 1 – прижим; 2 – винт; 3 – винтовой рычаг; 4 – скоба; 5 – кронштейн; 6 — режущие кромки; 7 – труба; б – хомутиковый; в – цепной; г – резцовый: 1 – нажимной винт; 2 – отрезной резец; 3 – винт
Рисунок 9 — Труборезы
Разрезаемую трубу закрепляют в прижиме 1 винтом 2, после чего труборез устанавливают на трубу 7. При вращении винтового рычага 3 вправо кронштейн 5 переместит режущий ролик 6 до соприкосновения со стенкой трубы под некоторым нажимом. Труборез с тремя роликами режет одновременно в трех местах, поэтому при работе его слегка раскачивают при помощи рычага (примерно на одну треть оборота в каждую сторону). Для повышения качества разрезания место реза смазывают маслом.
Для разрезания труб большого диаметра применяют хомутиковые или цепные труборезы (рисунок 9, б, в).
При резании роликовыми труборезами происходит вдавливание внутрь трубы ее торца, что ведет к образованию заусенцев и необходимости дальнейшей обработки трубы для их удаления. Исключить этот недостаток позволяет резцовый труборез (рисунок 9, г), у которого ролики выполняют лишь функцию центрирования трубы в приспособлении, а резание производится отрезным резцом 2, который по мере врезания в трубу подается нажимным винтом 7. Нажим роликов осуществляется при помощи винта 3.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: На стипендию можно купить что-нибудь, но не больше. 8814 —  | 7171 —
| 7171 —  или читать все.
или читать все.


Отправить ответ